
Fターム[4F205HA34]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形の区分 (5,033) | 材料による分類 (1,842) | 樹脂 (969) | 熱可塑性樹脂 (181)
Fターム[4F205HA34]に分類される特許
81 - 100 / 181
ガス容器製造方法、ガス容器製造装置、及びガス容器

【課題】繊維強化樹脂シェルの白濁化と滞留ガスの放出音の発生を防止するガス容器製造方法、ガス容器製造装置、及びガス容器を提供する。
【解決手段】ガス容器4の樹脂ライナ2の外面に樹脂を含浸させた強化繊維である含浸繊維Fbを巻き付けて下巻き層を形成し、その下巻き層の上に樹脂が含浸されていない強化繊維である未含浸繊維Faを巻き付けて上巻き層を形成する。そして、巻き付けにより下巻き層の含浸繊維Fbから染み出した樹脂を上巻き層の未含浸繊維Faに含浸させて、その後に、下巻き層と上巻き層の樹脂を硬化させて繊維強化樹脂シェル3を形成する。これにより、繊維強化樹脂シェル3の最外層に形成される樹脂層の厚さを薄くして、繊維強化樹脂シェル3のガス透過性を向上させる。
(もっと読む)
樹脂含浸処理された複数の配向を有する複合材料の製造法

【課題】 樹脂含浸処理された複数の配向を有する複合材料の製造法を提供する。
【解決手段】 複数のフィラメントバンド(110)からなる複合材料(100)が開示される。フィラメントバンドが固体もしくは半固体の樹脂で含浸される。フィラメントバンド(110)は、複合材料(100)のシート形成するために、複数の配向で巻きつけられる。さらに、複合材料(100)は、複合材料(100)のシートによって、様々な数の層およびファイバ配向を有するべく作製されてもよい。別の実施例において、複数の層およびファイバ配向を必要とする複合材料は、フィラメント巻きつけ工程において製造される。
(もっと読む)
熱可塑性樹脂被覆FRP線条物及びその製造方法
【課題】ドロップ光ケーブル用テンションメンバなどとして用いられる熱可塑性樹脂被覆FRP線条物の熱可塑性樹脂被覆厚みを薄くして外径を細径化した熱可塑性樹脂被覆FRP線条物及びその製造方法を提供すること。
【解決手段】有機合成繊維からなる補強繊維11束に未硬化の熱硬化性樹脂組成物を含浸させた後、所定形状に絞り成形した線条物の外周面に熱可塑性樹脂からなる被覆層を形成し、前記被覆層を冷却固化した後に、前記熱硬化性樹脂を硬化させ、しかる後被覆層の外径を整径してなる熱可塑性樹脂被覆FRP線条物6であって、前記未硬化の熱硬化性樹脂組成物が、当該熱硬化性樹脂100質量部に対して炭酸カルシウムを0.5〜3質量部含有してなることを特徴とする耐座屈性に優れた熱可塑性樹脂被覆FRP線条物6である。
(もっと読む)
プルトルージョン成形方法
【課題】 シクロオレフィン樹脂成分の強化繊維への含浸性に優れ、しかも機械的強度と耐熱性に優れる成形品を与えるプルトルージョン成形方法を提供する。
【解決手段】 シクロオレフィンモノマー、ヘテロ環構造含有の配位子を有するルテニウム化合物である重合触媒、架橋剤、重合反応遅延剤及び架橋助剤を含んでなる硬化性組成物をアクリル系炭素繊維からなる連続炭素繊維に含浸させた後、硬化させるプルトルージョン成形方法。
(もっと読む)
ハンドレイアップ成形品の製造方法
【課題】 樹脂成分の強化繊維への含浸性に優れ、且つ機械強度と靭性に優れるハンドレイアップ成形品の製造方法を提供する。
【解決手段】 シクロオレフィンモノマー、ヘテロ環構造を含有する化合物を配位子として有するルテニウム触媒、架橋剤を含んでなる成形用組成物をアクリル系炭素繊維に含浸させた後に硬化させることを特徴とするハンドレイアップ成形品の製造方法。該成形用組成物は、更に充填剤を含むことが好ましい。
(もっと読む)
フィラメントワインディング成形品の製造方法
【課題】 熱硬化樹脂の繊維材料への含浸性、室温での作業性及び生産性に優れ、且つ、粉落ち、形状崩れ等のない外観性に優れた成形品を与えるフィラメントワインディング成形方法を提供する。
【解決手段】 シクロオレフィンモノマー及びヘテロ環構造を含有する化合物を配位子として有するルテニウム触媒を含んでなる重合性組成物を、強化繊維に含浸させてなる樹脂成分含有強化繊維をマンドレルに巻き付けて加熱することを特徴とするフィラメントワインディング成形品の製造方法。
(もっと読む)
繊維複合部品を製造するための方法
本発明は、繊維およびマトリックス材料からなる予備成形物(12)を、成形用型に入れ、但し、予備成形物(12)は周縁(18)を有すること、および、繊維複合部品が製造されるように、予備成形物(12)にマイクロ波(28)を照射すること、を有する、繊維複合部品を製造するための方法に関する。本発明によれば、予備成形物の周縁(18)を、少なくとも部分的に、成形用型(10)と接触させるように、予備成形物(12)を成形用型(10)に入れることが提案されている。 (もっと読む)
制振性繊維強化複合材料
【課題】
産業用梁部材において、軽量かつ高剛性でありながら、制振性に優れた繊維強化複合材料を提供することである。
【解決手段】
複数層の強化繊維層を含む積層体を組み合わせなる、長手方向に直交する断面が4角形である繊維強化複合材料であって、それぞれの積層体は別個に積層されており、少なくとも1つの積層体には破断伸びが50〜1000%である粘弾性樹脂層が含まれ、前記粘弾性樹脂層が含まれてなる積層体中少なくとも1層の粘弾性樹脂層は前面にわたって存在してなることを特徴とする繊維強化複合材料。
(もっと読む)
繊維強化樹脂製歯車
【課題】製造時に歯形を形成することが容易な繊維強化樹脂製歯車を提供することにある。
【解決手段】繊維強化樹脂製歯車11は、芯金12と、芯金12の外周を囲むように設けられるとともに外周部に複数の歯形部13が形成された繊維強化樹脂部14とから構成されている。繊維強化樹脂部14は、歯車11の歯形部13の歯すじ方向に対して平行に配列された複数の連続繊維16からなる連続繊維群を強化材として有する繊維強化樹脂層17を備えている。
(もっと読む)
繊維強化樹脂製歯車
【課題】切削加工によって歯部を形成した場合であっても、強度的に有利な歯部を有する繊維強化樹脂製歯車を提供する。
【解決手段】繊維強化樹脂製歯車11は、外周部に歯部14が形成された繊維強化樹脂部13を備えている。そして、繊維強化樹脂部13は、4軸三次元組み紐組織である帯状のブレーディング繊維構造体が螺旋状に巻かれて積層されることでなる環状の三次元ブレーディング繊維構造体を強化材として使用している。
(もっと読む)
繊維強化樹脂歯車
【課題】切削加工により歯部を形成することで歯車の周方向に延びる連続繊維が切断された状態になっても歯部の強度低下を抑制することができる繊維強化樹脂歯車を提供する。
【解決手段】繊維強化樹脂歯車11は、芯金12の外周に樹脂部13が形成され、樹脂部13の外周に繊維強化樹脂部14が形成されている。繊維強化樹脂部14には歯部15が形成されている。繊維強化樹脂部14は連続繊維からなるとともに歯車の周方向に沿う面を形成するように歯車の径方向に積層された複数の繊維層で構成された強化材を有する繊維強化樹脂で形成されている。強化材は、少なくとも歯部15の各山15aと対応する位置に複数の繊維層16を貫通する繊維としての厚さ方向糸17が存在するように形成された三次元繊維組織で構成されている。
(もっと読む)
繊維強化樹脂製の管状体の製造方法および該方法によって製造された管状体
【課題】繊維強化樹脂製管状体の軽量性を損なうことなくプリプレグの巻き剥がれを防止して強度と生産性を高める。
【解決手段】バイアスプリプレグ21、22とストレートプリプレグ23、25、27、28とフーププリプレグ24、26を芯材上にそれぞれ少なくとも1枚巻回する工程を含み、フーププリプレグ24、26のうち少なくとも1枚は、バイアスプリプレグ21、22またはストレートプリプレグ25、27からなる土台プリプレグに予め積層密着して積層体A1、A2を形成しておき、該積層体A1、A2を巻回することによって土台プリプレグ25、27と一体にフーププリプレグ24、26を巻回することを特徴とする。
(もっと読む)
繊維強化複合材料方法及び繊維強化複合材料
【課題】繊維強化複合材料成形方法において、繊維強化複合材料の繊維体積含有率をより均一にすることである。
【解決手段】樹脂含浸された繊維束14を巻回部材に巻回することにより繊維強化複合材料を成形する維強化複合材料成形方法であって、繊維束14に第1樹脂を含浸する第1樹脂含浸工程(S10)と、第1樹脂含浸繊維束を巻回部材に巻回する第1巻回工程(S12)と、繊維束14に第2樹脂を含浸する第2樹脂含浸工程(S14)と、第2樹脂含浸繊維束を、第1樹脂含浸繊維束が巻回された巻回部材に巻回する第2巻回工程(S16)と、を備え、第1樹脂には嫌気性樹脂を用いる。
(もっと読む)
少なくとも1の撚糸が配置された複合材料の製造方法
本発明は、少なくとも1の強化糸が表面上に、その配置表面上の少なくとも一の曲線状領域を有する経路に沿って配置され、前記強化糸がポリマー結合剤によって前記表面に結合している複合材料の製造方法であって、前記配置前に前記強化糸に撚りが掛けられ、前記配置表面に平行に測定した、糸端路の幅の両側における長さの差を少なくとも補償することを特徴とする方法に関し、本発明はまた、このようにして得られる複合材料に関する。 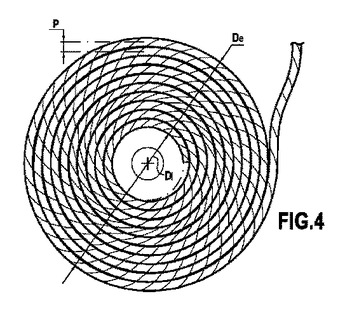 (もっと読む)
(もっと読む)
少なくとも1の湾曲区域を有する複合部品の製造方法
本発明は、ポリマーマトリックス内に少なくとも部分的に埋め込まれる強化糸の多層ウェブ集合体を含み、少なくとも1の湾曲区域を有する複合部品を製造する方法であって、複合部品の各層をドレープさせる又は重ね合わせるステップを含む方法において、湾曲区域に隣接する少なくとも1の区域において、少なくとも1のドレープ又は重ね合せステップを、少なくとも1の強化撚糸を含んだウェブ又は撚糸のウェブを含む複合材料層を用いて実施することにより、ウェブ表面に平行な方向に測定した際の糸幅の両側にある、該糸の端路長の差を少なくとも補償することを特徴とする方法に関する。本発明は、こうして得られる複合材料にも関する。 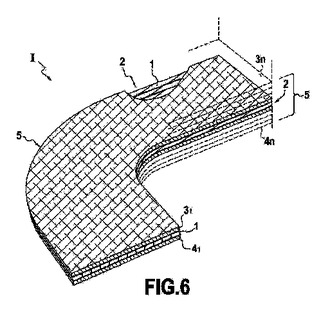 (もっと読む)
(もっと読む)
繊維強化プラスチック製支持バーの成形方法
【課題】
パーティングライン位置における外観も良好な支持バーを提供する。
【解決手段】
長さ1.5〜3.0m、長手方向に垂直な断面積50〜400mm2である第1の繊維強化プラスチックの表面に、融点が150〜300℃である有機繊維を強化材とした第2の繊維強化プラスチックを配すると共に、表面の有機繊維の少なくとも一部分を一旦融解したあと膜状に凝固させることを特徴とする繊維強化プラスチック製支持バーの成形方法。
(もっと読む)
繊維強化樹脂シートに貫通孔を形成する方法
【課題】繊維強化樹脂シートに繊維を孔部にて掻き分けた貫通孔を孔の周縁部が強固に補強され態様に形成する。
【解決手段】孔となる部分の繊維を孔の両側に掻き分けるとき、掻き分けの度合が所望の孔の大きさに合わせた最小限度より幾分大きくされても、繊維掻き分け後の応力集中による繊維強化樹脂シートの強度低下に大差はなく、それよりも繊維の掻き分け度を幾分大きくし、余裕部に新たに繊維強化された樹脂の層を付加する方が貫通孔の強度増大により有効であるとの認識に基づき、繊維強化樹脂シートの貫通孔用繊維掻き分けの余裕部に孔の周縁部強化に有効な環状構造体を組み込む。
(もっと読む)
好ましくは拡張可能バルーン・ケーシング用の可撓性多層材料、および拡張可能ケーシングの製造方法
本発明は、特に拡張可能バルーン・ケーシング、小型飛行船、エアバッグ、帆、可撓性太陽電池、または可撓性アンテナに使用することができる可撓性多層材料に関する。特に、超高分子ポリエチレン(UHMWPE)、または超高分子ポリプロピレン(UHMWPP)で作られている、少なくとも1つの層(11、13)が設けられている。これは、ポリエチレンまたはポリプロピレンで作られ、そこに結合された層またはフィルム(10、12;12、14)によって2つの側部のそれぞれが囲まれており、互いの上部に置かれた層またはフィルム(10〜14)は、加熱により互いに結合させることができる。このような材料層は軽量であり、高い安定性または引き裂き耐性、および高い弾性係数を有する。  (もっと読む)
(もっと読む)
特殊な繊維切断および制止システムを有する繊維貼付ヘッド
本発明は、複合材料の部品を作成するために繊維を貼付けるヘッドに関する。上記ヘッドは、多数の繊維から形成される幅広のストリップを表面に貼付けるために、変位システムの端部に取付けることを目的としている。上記ヘッドは、貼付ローラー(R)と、貼付ローラーに繊維を案内するための案内手段(3)と、作動システムによって作動される、貼付ローラー(R)の上流側の繊維を切断するための刃(41)を備える切断手段と、切断されたばかりの繊維を制止するように作動システムによって作動される制止スタッド(43)を備える制止手段とを有する。制止スタッド(43)および刃(41)は、共通の作動システム(42)によって作動され、共通の作動システム(42)は、切断および制止される繊維毎に1つの刃および1つのスタッドを移動させて、繊維を切断および制止する。 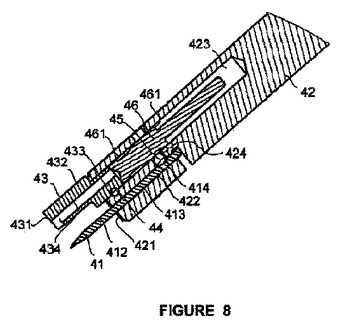 (もっと読む)
(もっと読む)
特殊な繊維切断システムを有する繊維貼付ヘッド
本発明は、複合材料の部品を作成するために繊維を貼付けるヘッドに関する。上記ヘッドは、多数の繊維から形成される幅広のストリップを表面に貼付けるために、変位システムの端部に取付けることを目的としている。上記ヘッドは、ストリップの状態の繊維を貼付けるための貼付ローラー(R)と、貼付ローラーに繊維を案内するための案内手段(3)と、貼付ローラーの上流側の繊維を切断するように、作動システム(40)によって定位置および切断動作位置の間にて作動される刃を備える切断手段(4a、4B)とを有する。刃および関連する作動システム(40)は全て、繊維よりも貼付ローラー(R)側に配置されている。 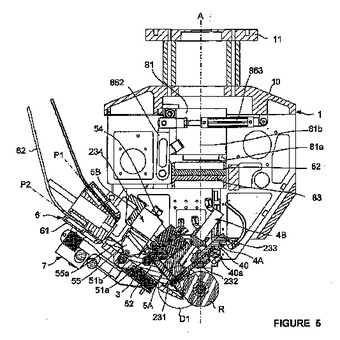 (もっと読む)
(もっと読む)
81 - 100 / 181
[ Back to top ]