
Fターム[4F205HA34]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形の区分 (5,033) | 材料による分類 (1,842) | 樹脂 (969) | 熱可塑性樹脂 (181)
Fターム[4F205HA34]に分類される特許
161 - 180 / 181
FRP複合物を製造する方法

【課題】重トウ繊維を含む、低コストのFRP複合物を生成するプロセス、およびこれらの一様な含浸および効率的な結合方法を提供すること。
【解決手段】本発明による繊維強化プラスチック(FRP)複合物を製造する方法は、重トウ繊維に低粘度樹脂を含浸させるステップを含む。この方法は、レーストラッキングを排除し、安価で良好な性能のFRP複合物が得られる。
(もっと読む)
プリフォームの製造方法、繊維強化複合材料の製造方法、プリフォーム及びこれを用いた繊維強化複合材料

【課題】三次元形状のプリフォームにおいて、基材の目開きや薄層化を防止し、部分的に強度が低下しない、生産効率の高い製造方法を提供する。
【解決手段】表面が平坦な二次元形状と表面に凹凸を有する三次元形状とを含む所定の立体形状に繊維基材を賦形する場合、連続繊維基材を二次元形状に賦形して凸状部プリフォーム3を得て、短繊維基材を三次元形状に賦形して平坦部プリフォーム4を得て、凸状部プリフォーム3と平坦部プリフォーム4とを接合させる。
(もっと読む)
FRP筒体およびその製造方法
【課題】
フィラメントワインディングにより製造されたプロペラシャフト用FRP筒体において、補強層部と本体筒部の間のテーパー形状の部分へのボイドを発生防止し、設計どおりの捩り強度を発現する層構成とその製法を提供する。
【解決手段】
構成要素(A)周方向巻層からなる少なくとも一箇所のテーパー部を有する部分補強部、構成要素(B)螺旋巻層を含み筒軸方向に全長に渡って延在する本体筒部、を含み、最表層に、構成要素(C)周方向巻層からなる筒軸方向に全長に渡って延在する表面保護部、を有するFRP筒体であって、少なくとも構成要素(A)のテーパー部の外周上では、構成要素(C)中の材料のバンド幅Lと隣り合うバンドとの幅方向の重なりPの関係が、L/P=1.5〜4.0であることを特徴とするFRP筒体。
(もっと読む)
プリフォーム及びプリフォームの製造装置及びその製造方法
【課題】 樹脂が含浸されていない強化繊維を積層してプリフォームを成形する際に、形崩れせずに成形可能とし、樹脂を含浸させてFRP成形品とする際にも、強化繊維と樹脂の量の割合を正確に揃えることのできるプリフォーム及びプリフォームの製造装置及びその製造方法を提供することである。
【解決手段】 熱可塑繊維を巻回配列する配列装置2を配設して、ブレイディング製法により複数層積層される強化繊維の組成層の上に熱可塑繊維YAを巻回し、前記強化繊維(糸条Y)と前記熱可塑繊維YAとを交互に積層した後で、前記熱可塑繊維YAを加熱溶融して前記強化繊維(糸条Y)の複数の組成層を固着する構成とした。
(もっと読む)
プラスティック中空体、特にプラスティックパイプ
本発明は、特にプラスティックパイプのようなプラスティック製中空体に関し、この中空体の壁部は、互いに結合された円筒状の層から構成され、少なくとも1つの層は、遠心成型工程において生産された熱硬化性材料からなる層であり、少なくとも1つの別の層は熱可塑性材料からなる層である。 (もっと読む)
強化繊維積層体、プリフォーム、FRP、強化繊維積層体の製造方法およびその製造装置
【課題】
一般の荷重分担部材として使用される厚物を含浸できるプリフォームと共に、該プリフォームを用いて成形し優れた力学的特性を発現するFRP、該プリフォームを製造する際の取扱性や賦形性を損なうことがなく優れた含浸性を持ち合わせたプリフォーム用強化繊維積層体を提供すること。また、該強化繊維積層体を安定して製造する方法、及び装置を提供すること。
【解決手段】
少なくとも強化繊維糸条によって形成された強化繊維基材を複数枚積層してなる強化繊維積層体であって、強化繊維積層体内の強化繊維基材層間に熱可塑性樹脂を主成分とする樹脂材料を有し、かつ、強化繊維積層体の厚み方向に複数枚の強化繊維基材を貫通する孔が形成され、形成された孔の周囲の層間が前記樹脂材料で厚み方向に複数枚一体化してなることを特徴とする。
(もっと読む)
二方向及び多軸ファブリック並びにファブリック複合体
二方向及び多軸ファブリック、ファブリック複合体、これらの防弾性アセンブリ、並びにこれらを製造する方法。ファブリックは、一方が他方の上にあり、平行な平面内にあり、与えられた平面内のヤーンの方向は隣接する平面内のヤーンの方向に対してある角度で回転している強力で実質的に平行な一方向ヤーンの組;並びに強力なヤーンが介在し、より低い強度及びより高い伸びを有するヤーンの1つ以上の組を含む。
本発明のファブリックは、通常の織布及び編物と比較して優れた弾道有効性を提供するが、従来の織機及び編機上での製造しやすさを保持する。  (もっと読む)
(もっと読む)
金属アミドおよび金属アルコキシド触媒を使用する大環状ポリエステルオリゴマーの重合
金属アミドおよび金属アルコキシド種が、大環状ポリエステルオリゴマーの開環重合を触媒することが見出された。この触媒によって迅速な重合、高いモノマー変換率、高分子量および機械的に良好な材料がもたらされる。 (もっと読む)
希土類元素触媒を使用する高温での大環状ポリエステルオリゴマーの重合
ランタニド希土類元素またはイットリウムを含有する化合物は、大環状ポリエステルオリゴマーの重合のための有効な触媒である。この触媒は高温で安定であり、そして重合は迅速であり、高いモノマー変換率、高分子量および機械的に良好な材料がもたらされる。 (もっと読む)
繊維強化された熱可塑性プラスチックの製造方法及び繊維強化された熱可塑性プラスチック
繊維強化された熱可塑性プラスチックの製造方法であって、未硬化の熱硬化性樹脂と強化繊維とを混合して、混合体を得る混合工程と、前記混合体中で前記熱硬化性樹脂の重合反応を生じさせて、前記熱硬化性樹脂が高分子量化してなる熱可塑性プラスチックを形成させる反応工程と、を含むことを特徴とする方法。 (もっと読む)
ガラス繊維処理用変性ポリオレフィン系樹脂、表面処理ガラス繊維及び繊維強化ポリオレフィン系樹脂
【課題】振動疲労強度が飛躍的に改善された成形品を与えるガラス繊維処理用変性ポリプロピレン系樹脂、表面処理ガラス繊維及び繊維強化ポリプロピレン系樹脂を提供する。
【解決手段】(1)沸騰メチルエチルケトン抽出量が8質量%以下であり、(2)ガスパーミエーションクロマトグラフィー(GPC)で測定した数平均分子量(Mn)が6,000〜48,000の範囲内であり、かつ、(3)フーリエ変換赤外線分光法で測定した酸付加量が0.1〜12質量%の範囲内である、ガラス繊維処理用酸変性ポリオレフィン系樹脂、及び酸変性ポリオレフィン系樹脂で処理した表面処理ガラス繊維、並びに表面処理ガラス繊維含有長繊維強化ポリオレフィン系樹脂ペレット、それを含む成形品。
(もっと読む)
長繊維強化熱可塑性樹脂成形材料の製造方法及び製造装置
【課題】 長繊維強化熱可塑性樹脂ロッドの冷却効果を高めると共に、水分過多による樹脂の劣化を抑え、更には、冷却不足による装置への溶融樹脂の付着を抑制し、装置運転トラブルを防止できる長繊維強化熱可塑性樹脂成形材料の製造方法及び、その製造装置を提供する。
【解決手段】 長繊維強化熱可塑性樹脂成形材料の製造工程における冷却工程として、前記長繊維強化熱可塑性樹脂ロッドに水滴を噴霧した後、エアを吹き付け前記長繊維強化熱可塑性樹脂ロッドの冷却を行うことを特徴とし、エアの吹付けは前記長繊維強化熱可塑性樹脂ロッドの上部から、垂直下方向より進行方向側に角度をつけて行うことが好ましい。
(もっと読む)
細長金属要素を備えるインパクトビーム
インパクトビーム(101、102、103)は、ポリマーマトリックス、好ましくはGMT、と、ワイヤ、コード、又は金属板のような少なくとも1つの細長金属要素を含む金属補強構造体(106)とを備えている。この細長金属要素は、3%よりも大きい破断時の塑性伸びを有している。 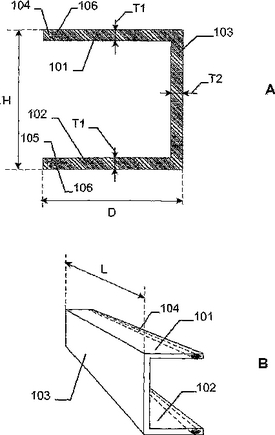 (もっと読む)
(もっと読む)
シームレス補強材およびその製造方法
【課 題】ガラス繊維からなる軽量、薄型円筒状シームレス補強材、その製造方法および該補強材を含む繊維強化プラスチック製の耐熱性、耐衝撃性、耐溶剤性および寸法安定性等にすぐれ、肉厚が薄く、軽量の円筒状成形体を提供すること。
【解決手段】1本のガラス繊維糸条を円筒状に綾角度を持たせて複数回巻回してなる筒状であって、目止め剤で少なくとも糸条の交点が固定されていることを特徴とするガラス繊維からなるシームレス補強材。
(もっと読む)
衝撃吸収部材の製造方法
【課題】 構造部材に使用される衝撃吸収部材であって、従来よりもさらに大きなエネルギー吸収量を実現する衝撃吸収部材の製造方法を提供する。
【解決手段】 中空の構造部材200と、その表面の全部又は一部を覆う、繊維強化部材100とからなる衝撃吸収部材300の製造方法であって、硬化後に繊維強化部材100となるプレプリグ150を形成するプレプリグ形成工程と、繊維強化部材100が、引張最大荷重特性、圧縮最大荷重特性、引張最大変位特性、及び圧縮最大変位特性からなる群より選択される一以上の特性を有し、異なる前記特性が前記構造部材の表面上に交互に形成されるようにプレプリグ150を構造部材200上に配置するプレプリグ配置工程と、プレプリグ150を硬化させて繊維強化部材100を形成するプレプリグ硬化工程とを含む。
(もっと読む)
長繊維強化樹脂成形材料の製造方法およびその製造装置
【課題】ペレット状の長繊維強化樹脂成形材料の毛羽の発生を抑制する。
【解決手段】回巻体から引き出された複数本の強化繊維ストランド4を束ねて樹脂含浸ダイ2中を連続的に通過させながら、該樹脂含浸ダイに設けた開繊具6により開繊させて熱可塑性樹脂を含浸させた後、所定の線径に引き出してペレット状の長繊維強化樹脂成形材料を製造する方法において、多数の孔10を有する多孔板1を回巻体と該樹脂含浸ダイ2との間に設置し、前記強化繊維ストランド4を該多孔板の孔に1本づつ挿通して分離しながら取り出したあと束ねて樹脂含浸ダイ2に導入する。
(もっと読む)
長繊維強化熱可塑性樹脂構造体製造用分割可能な賦形ダイ及びそのダイを使用する長繊維強化熱可塑性樹脂構造体の製造方法
【課題】 本発明は長繊維強化熱可塑性樹脂の製造装置及び製造方法に関して、製造される長繊維強化熱可塑性樹脂ペレットの繊維の種類又は繊維含量を効率良く変更する。
【解決手段】本発明は、開繊された繊維ロービングに溶融した熱可塑性樹脂を含浸し、賦形ダイにより溶融された過剰の樹脂を絞り所望の形状に賦形し、更に冷却後カッティングにより所望の長さの長繊維強化熱可塑性樹脂構造体を製造する方法において、低部が略半円形又は半割り多角形である凹部を有するプレート(A)と、頭頂部が略半円形又は半割り多角形である凸部を有するプレート(B)を組み合わせることで、プレート(A)の底部の略半円形又は半割り多角形とプレート(B)の頭頂部の略半円形又は半割り多角形とにより、略円形又は多角形の貫通穴が形成されることを特徴とした長繊維強化熱可塑性樹脂構造体製造用分割可能な賦形ダイを提供する。
(もっと読む)
曲線状物体の製造方法
本発明は、ポリマー繊維を含有する少なくとも1つの積み重ねられたプライのパッケージからの高温でのその変形による、1つもしくはそれ以上の方向に湾曲した物体の製造方法であって、かけられた引張応力での繊維の融点と該融点より20℃低い温度との間にある温度で、繊維が延伸されるのに十分なほど高い引張応力を繊維にかける工程を含む方法に関する。本方法は、1つもしくはそれ以上の方向に湾曲した物体が、低い内部および/または相互変形性を持った平らな繊維プライを使用して材料が制御されたやり方でダイ中へ引き込まれることなく、感知できるほどのしわなしにフラット繊維プライから製造されることを可能にする。本発明はまた、本発明による方法によって得ることができる、1つもしくはそれ以上の方向に湾曲した物体にも関する。 (もっと読む)
湿式使用チョップドストランドを使用した熱可塑性組成物の開発
湿式使用のチョップドストランドガラスを使用する熱可塑性複合材(295)を形成するための方法が提供される。湿式チョップドストランドガラス繊維のような湿式補強繊維が、該繊維を第1のオープナー(210)、コンデンサ(220)、および任意に第2のオープナー(230)に連続的に通すことによって開かれる。この開かれた補強繊維は樹脂(240)と混合され、第1のシート形成器(270)に移送される。樹脂は、好ましくはポリプロピレン繊維である。高い構造的一体性を有する最終複合材を形成するために、任意の第2のシート形成器を使用してもよい。得られたシートは、機械的強化のために、針穿刺フェルト製造機に通されてもよい。次いで、該シートは、補強ガラス繊維および樹脂を結合させるために熱結合装置(290)に通される。熱結合装置を出て行く複合材製品は、続いて、複合材物品を製造するためのモールドプロセスにおいて補強剤として使用することができる。 (もっと読む)
離型フィルム
【課題】 ビアホールを施した複数層の積層板同志をブリプレグを介して積層化する際の樹脂留まり性が良好で、安価でかつ耐熱性の良好な離型フィルムを提供する。
【解決手段】 銅張積層板製造時のプリプレグプレス工程において使用される離型フィルムであって、ポリエステル系発泡フィルムの片面乃至両面に離型層を設けてなることを特徴とする。離型層はシリコーン系離型剤処理により形成したものが好ましい。
(もっと読む)
161 - 180 / 181
[ Back to top ]