
Fターム[4F205HA34]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形の区分 (5,033) | 材料による分類 (1,842) | 樹脂 (969) | 熱可塑性樹脂 (181)
Fターム[4F205HA34]に分類される特許
121 - 140 / 181
エポキシ樹脂組成物、プリプレグおよび繊維強化複合材料
【課題】
耐熱性の低下を伴わずに靱性の向上された硬化物を与えるエポキシ樹脂組成物を提供すること、さらに詳しくは、エポキシ樹脂とブロック共重合体のアロイにおいて粗大相分離することなく、かつ靱性の高い硬化物を与えるエポキシ樹脂組成物を提供することにある。
【解決手段】
下記[A]〜[D]を含み、かつ[C]成分が[A]成分に溶解し、かつ[D]成分のブロック共重合体をなす複数のセグメントのうち少なくとも1つのセグメントが[A]に溶解しているエポキシ樹脂組成物、それを繊維基材に含浸して得られるプリプレグ、およびそのプリプレグを硬化してなる繊維強化複合材料。
[A]エポキシ樹脂
[B]エポキシ樹脂硬化剤
[C][A]成分に可溶な熱可塑性樹脂
[D]S−B−M、B−MおよびM−B−Mからなる群から選ばれる少なくとも1種のブロック共重合体
(もっと読む)
長繊維強化樹脂ストランドの製造装置
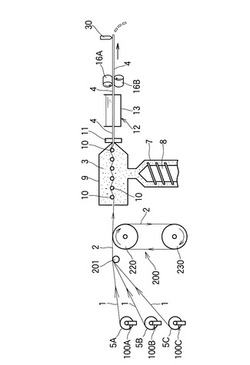
【課題】従来に比べ高速の引取速度、例えば40m/分を上回る引取速度にて長繊維強化樹脂ストランドを製造することができるようにすること。
【解決手段】含浸ヘッド9の下流側に冷却装置12と撚りローラ16A,16Bとをこの順に備え、強化用繊維束2に含浸ヘッド9により溶融樹脂を含浸させるとともに、樹脂含浸強化用繊維束に撚りローラ16A,16Bによる撚りを付与し、長繊維強化樹脂ストランド4を製造する装置において、強化用繊維束2を一対の加熱ローラ220,230に交互に複数回巻き掛けることで加熱することにより、予め加熱された強化用繊維束2が含浸ヘッド9に連続的に導かれるようにした加熱ローラ装置200と、加熱ローラ220,230に巻き掛けられる強化用繊維束2に対してバックテンションを付与するバックテンション付与装置とを備えている。
(もっと読む)
炭素繊維構造体、炭素繊維強化プラスチック成形品及びそれらの製造方法
【課題】有機樹脂材料の分子と炭素繊維の炭素原子の間において強力な化学結合を形成することができ、したがって強化プラスチック成形品の製造に有用な炭素繊維とその製造方法を提供すること。
【解決手段】炭素繊維と、有機酸の金属塩からなる金属石鹸及び有機官能基及び加水分解基を有するシランカップリング剤を含む表面処理液を用いた表面処理により前記炭素繊維の表面に結合せしめられた結合強化膜とからなり、かつ前記炭素繊維の炭素原子と前記シランカップリング剤の官能基とが化学的に結合しており、有機樹脂と反応し、結合可能な前記有機官能基が前記結合強化膜の表面に露出しているように構成する。
(もっと読む)
繊維強化複合材

【課題】低コストで製造することのできる繊維強化複合材を提供する。
【解決手段】連続繊維が一方向に配列されて形成されたx糸層4とy糸層5は、交互に複数層積層されて2軸配向の積層繊維群6を形成している。繊維構造体1は、厚さ方向糸7と抜け止め糸8によって結合された積層繊維群6の連続繊維が切断されていない非切断領域2と、連続繊維が切断されている切断領域3とを備えている。切断領域3は製品形状に成形する際に変形が必要な部分に設けられている。また、繊維構造体1の両端部は非切断領域2となっている。切断領域3は、前記各糸の一部が切断されている為、拘束力が弱く変形しやすい。従って、連続繊維の三次元繊維構造体を強化材としても成形の際の変形が容易である。
(もっと読む)
樹脂製タンクの製造方法
【課題】樹脂製マンドレルを使用して筒状のタンクを製造することで、離型処理や修理,補修が不要であり、安価でライナーレスのタンクを効率良く製造することが出来る樹脂製タンクの製造方法を提供する。
【解決手段】この発明の製造工程は、大きく分けて樹脂マンドレルの成形工程(1)と、筒状タンクの成形工程(2)と、マンドレルの脱型工程(3)とから構成され、成形モールド内へ熱可塑性樹脂材料から成る筒状体を配設してブロー成形により熱可塑性樹脂から成るマンドレルを成形し、マンドレルを脱型後、マンドレルの外周面に樹脂材料及び不織布による内層を形成した後、その外周面に少なくとも一層以上の繊維強化プラスチックを巻付けて加熱,加圧することにより繊維強化プラスチック層を形成し、この繊維強化プラスチック層の外周面に補強層及び最外層を形成した後、加熱,加圧してタンク本体を完成し、このタンク本体の内部から前記マンドレルを負圧吸引して脱型する。
(もっと読む)
複合材成形体及びその製造方法
【課題】樹脂をマトリックスとした複合材部品において、ボルト締結で他の部品と接合した際に、軸力の低下を抑制することができるとともに生産性良く製造することができる複合材成形体を提供する。
【解決手段】複合材成形体11は、強化繊維12及びマトリックス樹脂からなり、一部に孔13が形成されている。孔13の周囲部分11aは、繊維体積率Vfが他の部分11bより高く形成されている。孔13の周囲部分11aは、単位体積当たりの樹脂量が減少して繊維体積率Vfが他の部分11bより高く形成されている。複合材成形体11の孔13が形成されている部分は、片面が凹部14となっている。
(もっと読む)
プリフォーム基材及びプリフォームの製造方法
【課題】繊維強化プラスチック(FRP)成形品の機械特性を低下させず、形状安定性に優れた、プリフォーム基材又はプリフォームを提供すること。
【解決手段】サイズ剤で収束された炭素繊維束であって、JIS L 1096(B法)に規定する剛軟度が25℃で60〜400gf・cmの範囲であり、60℃以上で剛軟度が30gf・cm以下に低下する炭素繊維束を含有する織物Aと、熱可塑性繊維を交織した炭素繊維の織物Bを積層した積層体からなるプリフォーム基材と、かかる基材を60〜150℃の賦形温度に加熱し、熱可塑性繊維を溶融させて織物層間を接着させ、次いで冷却することからなるプリフォームの製造方法。これらのプリフォーム基材、又は、プリフォームを用いて、樹脂トランスファー成形法又はレジンフィルムインフュージョン成形法により繊維強化プラスチック成形品が得られる。
(もっと読む)
チューブ状の糸及びその成型方法
【課題】 強化樹脂成形部材を補強するために、軽くて引っ張り強度の高い補強糸の提供。
【解決手段】 多数の極細ガラスフィラメント11,11・・から成って撚りが与えられていない結束糸を開繊した平坦な帯状の糸12を使用し、これに樹脂液26を付着して丸く成型し、貫通した穴3を形成し、そして外周面には細かいガラス球2,2・・を付着している。
(もっと読む)
表面平滑性に優れたハイブリッド複合材料とその成形方法。
【課題】平滑な表面あるいは複雑な形状・模様の意匠性表面を有する繊維強化プラスチック成形品を得るための、ハイブリッド複合材料を提供すること。
【解決手段】
コア層とその片面又は両面に積層配置された表層とからなるハイブリッド複合材料であって、コア層がマトリックス樹脂と繊維強化材とから形成されており、表層が熱可塑性樹脂のチョップドストランド・プリプレグから形成されている表面平滑性に優れたハイブリッド複合材料。チョップドストランド・プリプレグは、繊維体積含有率(Vf)が20〜50%、繊維軸方向の長さが15〜45mm、厚さが0.13mm以下のもので、繊維配向がランダムになるように積層されたものが好ましい。
(もっと読む)
遠心分離機用ローターの一体成形方法
【課題】
超高速回転に安定的に耐え得る、繊維強化樹脂製の遠心分離機用ローターを、一体成形により提供すること。
【解決手段】
外周側壁部と底部とセンターボス部とからなる遠心分離機用ローターを一体成形する方法であって、外周側壁部には、円周方向に強化繊維が配向した一方向配列繊維強化材からなるプリプレグを用い、底部には、強化繊維の配向方向が回転軸を中心に円周方向にほぼ等間隔にずれて擬似等方性をなすように積層された複数枚のドーナツ状の繊維強化樹脂シートの積層体を用いる方法において、かかる両者のつなぎ目を、底部を構成する前記ドーナツ状の繊維強化樹脂シートの積層成形体のうち一部又は全部を、半径方向外周側に底部よりも延出して大きめにカットし、この延出部分にほぼ等間隔に複数の切り込みを入れ、この切り込みの入った延出部分を前記外周側壁部の下部に重ねて配置して成形することからなる一体成形方法。
(もっと読む)
繊維強化合成樹脂パイプ
【課題】優れた強度を有しながらも安価で作業性に優れた繊維強化合成樹脂パイプの提供を課題としている。
【解決手段】筒形状を有し、繊維と該繊維に含浸されている合成樹脂とが用いられて形成されている繊維強化樹脂層を前記筒形状の周方向に積層させて複数有する繊維強化合成樹脂パイプであって、前記繊維強化樹脂層として、ガラス繊維と該ガラス繊維に含浸されている合成樹脂とが用いられて形成されているガラス繊維強化樹脂層と、有機材料が用いられてなる有機不織布と該有機不織布に含浸されている合成樹脂とが用いられて形成されている有機不織布層とを有し、該有機不織布層が繊維強化合成樹脂パイプの最内周側の層に備えられていることを特徴とする繊維強化合成樹脂パイプを提供する。
(もっと読む)
FRP製角パイプの成形法。
【課題】外内寸法に精確度が要求されるような断面が角形のFRP製角パイプを、プリプレグを用いて、オートクレーブやホットプレスを用いる圧縮成形法で、容易に成形体として得る方法を提供すること。
【解決手段】FRP製角パイプを成形するに際し、断面が角形のマンドレル(中子)にプリプレグを巻回・積層し、このプリプレグの表面に、角パイプの外型となる分割型の型枠を装着・固定し、次いで、型枠を加熱・加圧することからなるFRP製角パイプの成形法。
(もっと読む)
繊維強化プラスチック用ガラス繊維予備成形体基体、ガラス繊維予備成形体およびその製造方法並びに繊維強化プラスチック
【課題】賦形性に優れ、かつ保形性に優れた、繊維強化プラスチックに使用されるガラス繊維予備成形体基材の提供。
【解決手段】ガラス繊維予備成形体基材は、ガラス繊維糸および熱可塑性樹脂繊維を編糸とする編物と、編物の両面に配置されたガラス繊維チョップドストランドマットとを有し、編物とガラス繊維チョップドストランドマットが、熱可塑性樹脂またはガラス繊維糸により連結されていることを特徴とする。
(もっと読む)
中空又は中実のFRP製成形品の成形方法
【課題】内外共に精度のある表面を有する中空又は中実のFRP製成形品の、簡便な成形方法を提供すること。
【解決手段】上型と下型と中子からなる金型を用いて中空又は中実のFRP製成形品を成形するに際し、プリプレグを巻回・積層した中子を、上型と下型で押し代、例えば、0.2−2mmの隙間を残して型締めし、更に上型及び/又は下型に接して熱膨張部材、例えば、耐熱性のゴムを配置し、この熱膨張部材を介して金型を外枠で固定し、その後、金型を加熱・硬化炉で加熱することからなる中空又は中実のFRP製成形品の成形方法。
(もっと読む)
FRP製中空部材の内圧成形法
【課題】内外共に精度のある表面を有するFRP製中空部材を、内圧成形法で容易成形する方法を提供すること。
【解決手段】
FRP製中空部材を内圧成形法により成形するに際し、中空部材の外表面の賦形用の成形型に沿って敷設・配置されたFRP材料、例えば、プリプレグと加圧用バッグの間に、中空部材の内表面の賦形用の補助型を挿入して用いることを特徴とするFRP製中空部材の内圧成形法。
(もっと読む)
多軸成形材料、プリフォーム、FRPおよびそれらの製造方法
【課題】 複雑形状に賦型するときにシワが発生する問題や、強化繊維の目曲がりを誘発する問題を解決し、優れた取扱性・樹脂含浸性・賦型性を有し、力学特性および品位の優れたFRPを生産性よく得ることができる多軸成形材料、プリフォーム、およびそれらを用いたFRP、ならびにそれらの製造方法を提供する。
【解決手段】 多数本の強化繊維糸条が並行に配列されたシートが、少なくとも2枚、該強化繊維糸条が交差するように積層されて積層体を構成し、該積層体が一体化された多軸成形材料であって、各シートにおける強化繊維糸条の目付が50〜350g/m2の範囲内であり、少なくともシート間に、FRPのマトリックスを構成する樹脂から構成された不織布が15〜250g/m2の範囲内で配置されており、かつ、前記積層体は、前記不織布の局所的な融着により一体化されていることを特徴とする。
(もっと読む)
長繊維強化熱可塑性樹脂材料の製造装置及びその製造方法
【課題】含浸ダイの導入孔からの溶融樹脂の漏出防止及び溢出量の抑制を図る。
【解決手段】含浸室1に連続した強化繊維の繊維束4を連続して供給するための複数個の導入孔7が入口板2に設けられている含浸ダイにおいて、上記入口板2の各導入孔7に対しシャッター5が導入孔を個別に開閉可能に設けられており、入口板2の導入孔の下側にシャッター受け6が設けられており、前記シャッター5を該シャッター受け6に係合させた状態で上下動させることによって導入孔7を開閉することを特徴とする。
(もっと読む)
繊維強化プラスチック構造体
【課題】 FRP構造体において、金属製インサートとFRP製インサートとの間で剥離が生じても、強固な締結状態が損なわれることを防止可能とする。
【解決手段】 繊維強化プラスチック構造体10は、コア部材12と、コア部材を覆う繊維強化プラスチック製の外皮部材18と、コア部材の外部から内部まで延設された棒状の部材であって、外部に露出した一端には、取付対象物に締結するための締結部が形成され、外部から内部に進むほど、軸線に垂直な断面積が拡大する抜け止め部が形成されている、金属製の第1インサート部材14と、第1インサート部材の抜け止め部と係合する係合部が形成されている、繊維強化プラスチック製の第2インサート部材16と、を備える。
(もっと読む)
繊維強化プラスチック構造体
【課題】 エネルギー吸収性能を向上したFRP構造体を提供する。
【解決手段】 FRP構造体10は、固化されたマトリックス樹脂17と、マトリックス樹脂により形状維持された第1強化繊維基材15と、マトリックス樹脂に接合され、引張り力の増大に応じてマトリックス樹脂から剥離した本数が増加する複数の第2繊維16と、で構成されている。第2繊維16は、複数の異なる繊維長さを有する複数種類の第2繊維16A,16B,16C,16Dを含んでいるため、引張り力の増大に応じてマトリックス樹脂から剥離した本数が増加する。
(もっと読む)
多層基材、プリフォームおよびプリフォーム製造方法
【課題】
賦型性と取扱性とを両立し、かつ、FRPの生産性に優れた多層基材、それを用いたプリフォームおよびその製造方法を提供すること。
【解決手段】
少なくとも2組の2軸ステッチ基材が積層されて係合材料にて一体化された多層基材であって、2軸ステッチ基材は、多数本の強化繊維糸条が並行に配列されたシート複数枚を強化繊維糸条が2方向に配向するように積層してステッチ糸Aにて縫合してなり、係合材料の融点Tmcが80〜200℃の範囲内にあり、かつ、ステッチ糸A融点Tmaが(Tmc+10)〜(Tmc+120)℃の範囲内にある多層基材とする。
(もっと読む)
121 - 140 / 181
[ Back to top ]