
Fターム[4F205HA36]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形の区分 (5,033) | 材料による分類 (1,842) | 繊維補強材を用いるもの (847) | 短繊維 (58)
Fターム[4F205HA36]に分類される特許
41 - 58 / 58
ガラス繊維用のサイズ剤組成物
熱硬化性樹脂の強化用の補強繊維のインライン細断及び乾燥を可能にするサイズ剤組成物を提供する。該サイズ剤組成物は、少なくとも1種のカップリング剤と1種以上のブロックトポリウレタンフィルム形成剤とを含む。そのブロッキング剤は、好ましくは、上記ポリウレタンフィルム形成剤の同時又はほぼ同時の脱ブロッキングと硬化を可能にする温度で脱ブロッキングする。サイズ処理繊維ストランド(12)は、インラインにおいて、細断してチョップトストランドセグメントを形成させ、Cratec? 乾燥炉のような流動床炉(46)内で乾燥させ得る。その後、チョップト繊維ストランドをバルクモールディングコンパウンドにおいて使用し、成形して強化複合物品とする。インラインでのガラス繊維の細断は、サイズ処理繊維バンドル(10)から製造した製品における製造コストを低減する。更に、補強繊維を、本発明のサイズ剤組成物によれば、通常のオフライン細断法に比較してはるかに速い速度で細断し乾燥させ得るので、生産性は向上する。 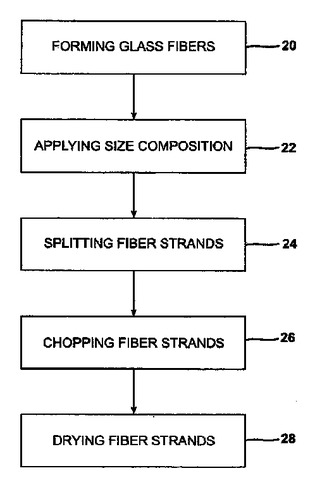 (もっと読む)
(もっと読む)
モールド製品及びその製造方法

モールド製品を製造する方法において、炭素繊維のような繊維は、ロボット吐出ヘッドに供給され、複数の繊維はより短い長さに裁断され、所望の配向で且つ所望の厚さ及び強さを達成するために所望される数の層となるように、モールドツールに吐出される。それから樹脂が、配向された繊維に塗布され、モールド製品を形成するために硬化される。繊維の配向または繊維の実質的な配向は、モールドツールが真空状態にされることにより、静電手段により、モールドツールへのアプリケーションの前に樹脂に繊維がコーティングされ、モールドツールの表面を加熱することにより、または短くされた長さの繊維に対してエポキシのミスト層が塗布されることにより、維持される。繊維の長さ及び堆積率は、必要に応じて変更される。その方法は処理時間及び部品コストを削減する完全自動製造を容易にする。本発明は対応するモールド製品も含む。 (もっと読む)
補強材・放熱材に適する炭素繊維集合体
【課題】成形材料全体としての熱伝導性が極めて高く、しかも機械特性に優れる炭素繊維強化材料の開発。
【解決手段】平均直径が1〜20μmの範囲、繊維長が1〜100μm、アスペクト比が1乃至100であるピッチ系炭素繊維Aと、繊維平均直径が2〜40μmの範囲、平均繊維長が0.1〜150mmの炭素繊維Bとを、繊維A対繊維Bとの重量比が1対99乃至99対1の比率となるように混合して得られる炭素繊維集合体であって、該炭素繊維集合体におけるピッチ系炭素繊維Aの六角網面成長方向の微結晶サイズが5nm以上であり、該炭素繊維集合体はその厚さが0.05〜5mmであって、その空隙率が50〜95体積%であるピッチ系炭素繊維を含む集合体を平面状に成形してなる炭素繊維集合体。
(もっと読む)
繊維強化樹脂よりなる積層構造体および該積層構造体の製造方法

【課題】層間剥離の発生を抑制することができる、繊維強化樹脂よりなる積層構造体および該積層構造体の製造方法の提供。
【解決手段】(1)強化繊維含有層(51)と表面の樹脂リッチ層(52)とを備える繊維強化層モジュール(50)を複数積層して作製され、強化繊維含有層(51)で構成される繊維強化樹脂層20と、隣り合う繊維強化層モジュール(50)の樹脂リッチ層(52)で構成される層間樹脂層30と、を有し、両層20,30の境界面1に交差する方向に短繊維40を層間樹脂層30に配置した。(2)繊維強化層モジュール(50)に短繊維40を振り掛ける工程と、短繊維40を振り掛けた繊維強化層モジュールとは異なる繊維強化層モジュール(50)を、短繊維40を振り掛けた繊維強化層モジュール(50)に積層する工程と、を有する、繊維強化樹脂よりなる積層構造体の製造方法。
(もっと読む)
表面平滑性に優れたハイブリッド複合材料とその成形方法。
【課題】平滑な表面あるいは複雑な形状・模様の意匠性表面を有する繊維強化プラスチック成形品を得るための、ハイブリッド複合材料を提供すること。
【解決手段】
コア層とその片面又は両面に積層配置された表層とからなるハイブリッド複合材料であって、コア層がマトリックス樹脂と繊維強化材とから形成されており、表層が熱可塑性樹脂のチョップドストランド・プリプレグから形成されている表面平滑性に優れたハイブリッド複合材料。チョップドストランド・プリプレグは、繊維体積含有率(Vf)が20〜50%、繊維軸方向の長さが15〜45mm、厚さが0.13mm以下のもので、繊維配向がランダムになるように積層されたものが好ましい。
(もっと読む)
遠心分離機用ローターの一体成形方法
【課題】
超高速回転に安定的に耐え得る、繊維強化樹脂製の遠心分離機用ローターを、一体成形により提供すること。
【解決手段】
外周側壁部と底部とセンターボス部とからなる遠心分離機用ローターを一体成形する方法であって、外周側壁部には、円周方向に強化繊維が配向した一方向配列繊維強化材からなるプリプレグを用い、底部には、強化繊維の配向方向が回転軸を中心に円周方向にほぼ等間隔にずれて擬似等方性をなすように積層された複数枚のドーナツ状の繊維強化樹脂シートの積層体を用いる方法において、かかる両者のつなぎ目を、底部を構成する前記ドーナツ状の繊維強化樹脂シートの積層成形体のうち一部又は全部を、半径方向外周側に底部よりも延出して大きめにカットし、この延出部分にほぼ等間隔に複数の切り込みを入れ、この切り込みの入った延出部分を前記外周側壁部の下部に重ねて配置して成形することからなる一体成形方法。
(もっと読む)
FRP成形品とその成形方法
【課題】コンピュータ−制御によるロボットアーム型のガン装置を用いるプリフォームの成形方法を利用して、直接、FRP成形品を得る方法を提供すること。
【解決手段】ロボットアームの先端部に設けられたガン装置を用いて、噴射流体の作用により、強化繊維とマトリックス樹脂を成形型に吹付けて供給しFRP成形品を成形するに際し、(1)強化繊維として長さが3〜300mmの短繊維を用い、(2)マトリックス樹脂として熱可塑性樹脂を、成形品中の樹脂含量として50〜80重量%の範囲で用い、(3)噴射流体として前記熱可塑性樹脂の軟化点以上の熱風を用いて成形型に吹付けて供給し、(4)前記成形型で賦形し、次いで(5)成形型を冷却してマトリックス樹脂を固化させ、その後(6)成形品を脱型することからなるFRP成形品の成形方法。
(もっと読む)
繊維強化樹脂製コイルバネおよびその製造方法
【課題】軽量化を図り、かつ、安定した形状の中空断面構造の繊維強化樹脂製コイルバネ及びその製造方法を提供する。
【解決手段】繊維強化樹脂製のコイル素線を螺旋状に巻回した繊維強化樹脂製のコイルバネであって、該繊維強化樹脂製のコイルバネは、その断面に中空部を有し、該中空部の中空率が、前記繊維強化樹脂製コイルバネの断面積の20%以上80%以下であることを特徴する。
(もっと読む)
複合材料用樹脂可溶熱可塑性ベール
硬化性組成物用強化要素である樹脂可溶熱可塑性重合体ベール[ここで、前記重合体要素は固相状態の不織ベールであるが、これは、これを溶かし得る硬化性樹脂マトリクス組成物の成分との接触が前記硬化性組成物が実質的にゲル化および/または硬化し始める温度より低くかつ前記重合体要素が溶融する温度より低い温度で生じた時点で相転移を少なくともある程度起こして液相になるに適する]、それの製造方法、少なくとも1種の熱可塑性ベール要素を構造補強用繊維と一緒に含有して成る硬化性組成物用プレフォーム担体構造物、それの製造方法、少なくとも1種の熱可塑性ベール要素または担体構造物と硬化性樹脂マトリクス組成物を含有して成る硬化性組成物、それの製造および硬化方法、そしてそれから得た硬化複合材料または樹脂体およびこれらの公知および新規な使用。 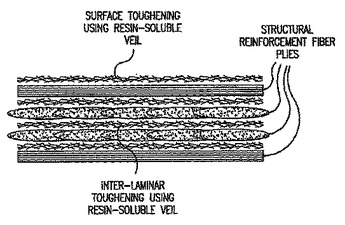 (もっと読む)
(もっと読む)
繊維強化プラスチック長尺シートおよびその製造方法
【課題】
補強繊維と熱硬化性樹脂を含むシートであって、厚さ精度の高い繊維強化プラスチック長尺シートを提供すること。
【解決手段】
補強繊維と熱硬化性樹脂を含むシートを、該シートの両表面を一対のベルトで挟んだ状態で、加熱装置およびスリットを有するダイスに連続的に引き込みながら加熱成形することを特徴とする繊維強化プラスチック長尺シートの製造方法であり、長手方向の厚さの標準偏差が1.0〜3.5μmの繊維強化プラスチック長尺シートを得ることができる。
(もっと読む)
伸張可能な製品を製造するための方法及び装置
本発明は、天然エラストマ及び他の合成ポリマなどの材料から主になる、可撓性、伸張可能、及び/又は弾力性がある製品を製造するための方法及び装置を提供する。工作物フォーマ上に製品材料をスプレーすることによって、伸張可能な製品を製造するための方法及び装置、並びに穿孔された表面又は部分的に空気を通す表面上に製品材料をスプレーすることによって、穿孔された製品を作るための方法及び装置。本発明は、壁から製品を取り除く必要なく、製品の両側の繊維被覆する、及び/又は壁に面する側に少なくとも製品表面を被覆する方法及び装置も提供する。方法及び装置は、フォーマから製品を容易に取り除くことも可能にする。工作物フォーマも提供される。  (もっと読む)
(もっと読む)
プリフォームの製造方法、繊維強化複合材料の製造方法、プリフォーム及びこれを用いた繊維強化複合材料
【課題】三次元形状のプリフォームにおいて、基材の目開きや薄層化を防止し、部分的に強度が低下しない、生産効率の高い製造方法を提供する。
【解決手段】表面が平坦な二次元形状と表面に凹凸を有する三次元形状とを含む所定の立体形状に繊維基材を賦形する場合、連続繊維基材を二次元形状に賦形して凸状部プリフォーム3を得て、短繊維基材を三次元形状に賦形して平坦部プリフォーム4を得て、凸状部プリフォーム3と平坦部プリフォーム4とを接合させる。
(もっと読む)
プラスティック中空体、特にプラスティックパイプ
本発明は、特にプラスティックパイプのようなプラスティック製中空体に関し、この中空体の壁部は、互いに結合された円筒状の層から構成され、少なくとも1つの層は、遠心成型工程において生産された熱硬化性材料からなる層であり、少なくとも1つの別の層は熱可塑性材料からなる層である。 (もっと読む)
成形用樹脂組成物および繊維強化プラスチック成形品の製造方法
【課題】 FRPを成形するに際し、常温あるいは硬化炉を用いた成形時に、表面が乾燥性に優れた、生産性の良好な成形用樹脂組成物及びこれを用いた繊維強化プラスチック成形品の製造方法を提供すること。
【解決手段】 (a)不飽和二塩基酸、飽和二塩基酸、ジアルキレングリコール及びアルキレングリコールを反応させて得られる数平均分子量が1000〜2500の不飽和ポリエステル、(b)ジシクロマレートを有する不飽和ポリエステル、(c)架橋性単量体、(d)0.5〜15ppmのナフテン酸銅、(e)金属石鹸として100〜500重量ppmのナフテン酸コバルト及びまたはオクテン酸コバルト、(f)30〜200ppmのオクテン酸カリウム、(g)0.01〜1.0重量%の水酸基末端の1,4ポリブタジエン、(h)パラフィンワックスを含有してなる成形用樹脂組成物およびこれを用いた繊維強化プラスチック成形品の製造方法。
(もっと読む)
浴室床の成形装置及び成形方法
【課題】 部屋の間取り等に応じた所望の大きさの浴室床を比較的簡単に且つ安価に成形することのできる浴室床の成形装置、及びその装置を使用する成形方法を提供する。
【解決手段】 浴室床における床板及び排水口の表面形状を天地反転させてなる型形状を上面に有し、浴室床の面積よりも大きなベース型体11と、浴室床における溝部の形状に対応した突条の型形状を有し、ベース型体11に対して任意の位置に着脱自在に載置される置き型12とを具備する。特に、置き型12は、床板の一辺に対して略直角となる辺に溝部を成形するための部材で、且つ成形する床板の大きさに拘わらず一定寸法に設定された第一置き型24と、一辺または他辺に溝部を成形するための部材で、且つ成形する床板の大きさに応じて高さが設定される第二置き型25とから構成されている。
(もっと読む)
アルミニウム導体複合コア補強ケーブルおよびその製造方法
本発明は、アルミニウム導体複合コア(ACCC)補強ケーブルおよびその製造方法に関する。ACCCケーブル(300)は、外部フィルム(305)およびアルミニウム導体(306)の少なくとも1つの層で囲まれている複合コアを含む。複合コア(303)は、1つまたは複数のマトリックス材料内の少なくとも1つの繊維タイプから複数の繊維を含む。本発明によれば、B−ステージングおよび/またはフィルム・コーティング技術のようなユニークな処理技術を、数十cm/分から18m/分またはそれ以上に生産速度を増大するために使用することができる。 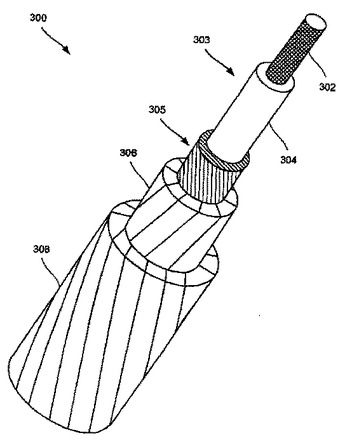 (もっと読む)
(もっと読む)
湿式使用チョップドストランドを使用した熱可塑性組成物の開発
湿式使用のチョップドストランドガラスを使用する熱可塑性複合材(295)を形成するための方法が提供される。湿式チョップドストランドガラス繊維のような湿式補強繊維が、該繊維を第1のオープナー(210)、コンデンサ(220)、および任意に第2のオープナー(230)に連続的に通すことによって開かれる。この開かれた補強繊維は樹脂(240)と混合され、第1のシート形成器(270)に移送される。樹脂は、好ましくはポリプロピレン繊維である。高い構造的一体性を有する最終複合材を形成するために、任意の第2のシート形成器を使用してもよい。得られたシートは、機械的強化のために、針穿刺フェルト製造機に通されてもよい。次いで、該シートは、補強ガラス繊維および樹脂を結合させるために熱結合装置(290)に通される。熱結合装置を出て行く複合材製品は、続いて、複合材物品を製造するためのモールドプロセスにおいて補強剤として使用することができる。 (もっと読む)
金型内で予備成形体を形成するための装置および方法
繊維予備成形体を形成する装置および方法は成形支持面上に繊維および結合材を分散し、それにより、材料が調整された後に成形支持面に対して塗布され、この成形支持面において複合材料が凝固する。繊維等の補強材料が熱可塑性材料または熱硬化性材料等の結合材と混合され、それにより、材料同士が付着する。その後、制御された所定の重量割合で粘着性混合物が支持面上に分散され、この支持面において、混合物が支持面に付着して冷却し凝固する。堆積された混合物は、繊維間に隙間を有するオープンマットになることができる。また、堆積された混合物は、完全に凝固する前に、最終的な所望の形状へと更に成形することができる。この方法によれば、溶媒の必要性およびそれに伴う問題が排除される。プロセスは、補強材料を所定位置に保持するための真空システムまたはプレナムシステムを必要としない。予備成形体は、部位や非対称形状を含む任意の形状に形成することができ、また、コンポジット成形品へと処理される間において金型内に残存することができる。 (もっと読む)
41 - 58 / 58
[ Back to top ]