
Fターム[4F205HA37]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形の区分 (5,033) | 材料による分類 (1,842) | 繊維補強材を用いるもの (847) | 連続長のもの (766)
Fターム[4F205HA37]に分類される特許
121 - 140 / 766
圧力容器の製造法および圧力容器
【課題】強化樹脂に微細なクラックが発生することを抑制し、良好な作業環境において高速製造を可能にする圧力容器の製造法、および該製造法によって製造した圧力容器を提供する。
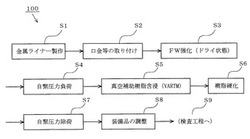
【解決手段】強化繊維2を金属ライナー1の側面に巻き付ける工程と、強化繊維2が巻き付けられている金属ライナー1を拡径すると共に、該拡径された状態において強化繊維2に樹脂4を含浸する工程と、含浸された樹脂4が硬化した後、前記拡径を中止する工程と、を有する。
(もっと読む)
圧力容器の製造方法

【課題】所望の耐圧性能を有する圧力容器を精度よく作製する。
【解決手段】円筒状の直胴部38と、直胴部38の両端に接続され、その頂部に口金部36,37を有するドーム部40,41と、を備えるライナ32の外周上に、樹脂液を含浸させた繊維束を、口金部36,37間の距離を調整しながら巻き付ける工程を含む。口金部36,37間の距離は、支持部42に設けられた口金部可動機構50により調整することができる。
(もっと読む)
フィラメントワインディング装置
【課題】2軸回転式のFW装置において自転及び公転の加減速頻度を少なくしてインプレーン巻きの速度を向上させ、生産性を向上する。
【解決手段】公転アームを公転軸に対して傾斜させ、公転アームに対して回転可能に傾斜アームを保持し、傾斜アームの先端に自転軸を回転可能に保持し、自転軸にマンドレルを保持する。公転アームに対して傾斜アームを傾けた状態で公転させることで、自転軸の回転を少なくしてインプレーン巻きすることができ、巻回時間を短縮することができる。
(もっと読む)
高圧ガスタンクとその製造方法および製造装置
【課題】高圧ガスが高圧ガスタンクを透過する際の異音の発生を抑制する。
【解決手段】樹脂性容器のライナー外周部にFW法により強度補強用のカーボン繊維を巻き付けて、熱硬化性樹脂含浸の繊維強化樹脂層を形成する。この繊維強化樹脂層の形成の際に、最外表層とそれ以前の複数層の層をなすようカーボン繊維をFW方により巻回する場合、熱硬化性樹脂含浸のカーボン繊維を加熱しつつ巻回する。これを経て繊維強化樹脂層を形成し、その後、熱硬化装置にて加熱して熱硬化性樹脂を熱硬化させる。
(もっと読む)
繊維強化樹脂部材及び締結構造
【課題】一方向に引き揃えられた強化繊維にマトリクス樹脂が含浸された繊維強化樹脂部材であっても、締結部分の強度を高めると共に、軽量を維持することができる。
【解決手段】一方向に引き揃えられた強化繊維にマトリクス樹脂が含浸され、締結部材20を挿入するための締結用の貫通穴13が形成された繊維強化樹脂部材であって、前記締結部材20の座面20aと接触する貫通穴13周りの繊維強化樹脂部材10Aの表層には、強化繊維が交差して配列された強化繊維材12aに前記マトリクス樹脂が含浸された補強部12Aが形成されている。
(もっと読む)
繊維強化樹脂複合材及びその製造方法
【課題】 単純形状部と複雑形状部との界面を起因とした強度低下を抑制する。
【解決手段】 この繊維強化樹脂複合材は、強化繊維に樹脂を含浸させた少なくとも一枚のシート状のプリプレグ材からなる単純形状部と、単純形状部に対して一体的に形成され、強化繊維に樹脂を含浸させてなる複雑形状部とを備えている。プリプレグ材に用いられる樹脂と、複雑形状部に用いられる樹脂とが同じ成分である。
(もっと読む)
繊維強化プラスチック製支持バーおよびその製造方法
【課題】生産性に優れ、比較的大型の積載物に対しても、容易に強度、剛性や重量等の要求仕様を満たすことができ、かつ、狭いスペースに対しても容易に挿入できるように全体寸法を簡単に最適化できる繊維強化プラスチック製支持バーとその製造方法を提供する。
【解決手段】引抜成形された横断面形状が中空矩形の繊維強化プラスチック製角パイプから切り出された、支持バー全長にわたって延びる長尺角パイプと、該長尺角パイプの下部で根元部から該長尺角パイプよりは短く該長尺角パイプと平行に延びる短尺角パイプとが、接合により一体化されていることを特徴とする繊維強化プラスチック製支持バー、およびその製造方法。
(もっと読む)
炭素繊維巻きテープとその製造方法
【課題】保管や運搬が容易であり、作業性を著しく向上させることができる、円筒状芯材に炭素テープが巻き付けられた炭素繊維巻きテープの提供。
【解決手段】炭素繊維と芳香族ポリアミド樹脂又は脂肪族ポリアミド樹脂を含む複合体からなる炭素繊維テープが、円筒状芯材に巻き付けられた炭素繊維巻きテープであって、特定式から求められる炭素繊維テープの幅(W)が5〜100mmの範囲であり、前記幅の炭素繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである炭素繊維巻きテープ。4.5×F×t≦D≦50×F×t(II)(式(II)中、Fは炭素繊維量で20〜60質量%の範囲であり、tは炭素繊維テープの厚みで0.1〜0.5mmの範囲である。)
(もっと読む)
繊維強化プラスチック製支持バーおよびその製造方法
【課題】強度、剛性や重量等の要求仕様を満たすための最適な設計を極めて簡単に行うことができ、しかも、極めて容易に製造でき生産性に優れた繊維強化プラスチック製支持バーの製造方法と、その方法により製造された支持バーを提供する。
【解決手段】横断面形状が中空矩形の繊維強化プラスチック製角パイプを引抜成形し、成形した角パイプを該角パイプの両垂直面上を角パイプの長手方向一端から他端まで延びる切断線に沿って切断することにより、横断面形状がコ字形の2本の支持バーを作製することを特徴とする繊維強化プラスチック製支持バーの製造方法、およびその方法により製造された繊維強化プラスチック製支持バー。
(もっと読む)
フラット・ワイヤおよびその製造方法
【目的】時間が経過してもらせん形状に変化が生じにくいフラット・ワイヤを提供する。
【構成】フラット・ワイヤ10は,熱硬化樹脂が含浸された多数本の炭素繊維31から構成されている。フラット・ワイヤ10の横断面は長方形であり,常に内方を向く内面12と常に外方を向く外面11をもち,長手方向に一定の径でらせん状に型付けられている。フラット・ワイヤ10を構成する炭素繊維31は,内面12から外面11に向かうにしたがってその長さが次第に長くなっている。
(もっと読む)
樹脂基複合材の製造方法
【課題】樹脂基複合材の板厚をより高精度に制御することができる製造方法を提供する。
【解決手段】所定形状の治具20に、繊維で強化された樹脂からなるプリプレグ30を所定の厚さまで積層する工程と、積層されたプリプレグ30と治具20とを包装材35で被覆し、包装材35を加圧しながら加熱処理して第1の半成形品40aと第2の半成形品40bとを形成する工程と、第1の半成形品40a及び第2の半成形品40bの板厚を計測する工程と、計測された板厚と、樹脂基複合材の所望の板厚と、追加プライ42の物性とを基にして、追加プライ42の数を決定する工程と、所定形状の治具41a,41bに設置された第1の半成形品40aと第2の半成形品40bとの間に、所定枚数の追加プライ42を積層した積層体43を形成し、積層体43と治具41a,41b,44とを包装材47で被覆し、包装材47を加圧しながら加熱処理する工程とを備える樹脂基複合材の製造方法。
(もっと読む)
ケース及びその製造方法
【課題】ファンケース1の製造時間を大幅に短縮して、ファンケース1の生産性を十分に向上させること。
【解決手段】中間フランジ19は、環状の第1フランジ構成部材21と、第1フランジ構成部材21に突き合わせて接合された第2フランジ構成部材23とを備え、第1フランジ構成部材21は周方向に沿って分割した複数の円弧状の第1セグメント25により構成され、第2フランジ構成部材23は周方向に沿って分割した複数の円弧状の第2セグメント27により構成され、第1セグメント25同士の継ぎ目J1の位置と第2セグメント27同士の継ぎ目J2の位置は周方向にずれていること。
(もっと読む)
成形体の製造方法
【課題】複合材料のマトリックスが炭素発泡体内部に浸透しないような成形体の製造方法を提供することを目的とする。
【解決手段】多孔体2上に、熱硬化性の接着剤3を配置する工程と、接着剤3の上に、熱硬化性樹脂をマトリックスとする複合材料4を配置する工程と、接着剤3を硬化させる工程と、接着剤3を硬化させた後に、複合材料4のマトリックスを液状化及び硬化させる工程と、を備える成形体1の製造方法である。上記製造方法によれば、複合材料4のマトリックスを液状化させる前に、硬化された接着剤3が多孔体2と強く結合するため、その後液状化された複合材料4のマトリックスが、多孔体2の内部へ侵入することを防止できる。
(もっと読む)
繊維塗布機械
【課題】複合材料からなる部品を生産するための塗布ローラを有する繊維塗布機械に関し、樹脂を用いて繊維を予備含浸する際に、繊維張力制限システムや繊維搬送システム等を備え、直線的な設計で、空間要求性が減少し、より安価な繊維塗布機械を提供する。
【解決手段】繊維塗布機械は、塗布ローラーと繊維を前記塗布ローラーに案内するための手段とを備える繊維塗布ヘッド移動システム、繊維貯蔵手段、および、前記貯蔵手段から塗布ヘッドまで繊維を搬送するための繊維搬送手段を備えている。該繊維塗布機械は、繊維搬送手段は可堯管を備え、各管はその内部通路に繊維を受け入れることができる。
(もっと読む)
グリーンコンポジットの成形方法
【課題】天然繊維強化熱可塑性樹脂であって、かつ強度の高い板状FRTPを工業的に有利に提供する。
【解決手段】熱可塑性樹脂を、天然繊維の織布とともに引抜き成形することにより得られる天然繊維強化熱可塑性樹脂板。
(もっと読む)
繊維強化プラスチック成形体の製造方法
【課題】成形された成形体の連続強化繊維に均一に熱可塑性樹脂を含浸することができる成形体を容易に製造することができる繊維強化プラスチックの製造方法を提供する。
【解決手段】熱可塑性樹脂と連続強化繊維を含むプリプレグ3から編組体4Aを編み上げる工程と、次に、該編組体4Aの熱可塑性樹脂が溶融するように、少なくとも編組体4Aを加熱しながら、編組体4Aを所定の形状に成形する加熱成形工程により、繊維強化プラスチック成形体10A。
(もっと読む)
タンクの製造方法
【課題】タンクタンクの製造方法について、熱硬化性樹脂全体をより短時間で硬化することのできる技術を提供することを目的とする。
【解決手段】流体を内部に貯蔵するためのタンクの製造方法であって、(a)当該タンクの内殻をなすタンク本体の内部に電解質溶液を封入する工程と、(b)熱硬化性樹脂を含浸した繊維である樹脂含浸繊維であって、導電性を有する樹脂含浸繊維をタンク本体に巻き付ける工程と、前記電解質溶液が封入され、前記導電性を有する樹脂含浸繊維が巻き付けられたタンク本体を誘導加熱により加熱し、熱硬化性樹脂を硬化させる工程と、を備えるタンクの製造方法。
(もっと読む)
連続繊維複合材料構造体およびその製造方法ならびにそれを用いた複合成形体
【課題】強度および剛性の高い複合材料構造体を精度良く高い生産性で提供する。
【解決手段】互いに実質的に平行に配列した連続繊維束と熱可塑性樹脂とからなる特定の曲率を有する構造体であって、連続繊維束は座屈する事無く、連続繊維束の配向方向に直行する方向における構造体の幅方向の中心部を結んだ骨格線について、下記(A)および(B)
(A)1/(20×d)(rad/mm)以上の曲率を有する部分を含み、
(B)1/(20×d)(rad/mm)以上の曲率を有する部分の中心角の合計が30度以上である
(dは曲げを付与する前の、連続繊維の配向方向に直行する方向における構造体の幅、mm)
を満足することを特徴とする記載の連続繊維複合材料構造体。
(もっと読む)
タンクおよびタンクの製造方法
【課題】繊維強化樹脂層と口金との剥がれを防止する上で有利なタンクおよびその製造方法を提供する。
【解決手段】インナーライナー12は第1の開口部22を有し内部空間Sが形成されている。第1の繊維強化樹脂層14は第2の開口部24を有しインナーライナー12の外周面を覆っている。口金16は第1、第2の開口部22、24を貫通した状態でインナーライナー12および第1の繊維強化樹脂層14に取着される。第1の開口部22の周囲のインナーライナー12の部分は口金16の環状壁部28の内端面2802に取着され、第2の開口部24の周囲の第1の繊維強化樹脂層14の部分は環状壁部28の外端面2804に取着されている。第2の繊維強化樹脂層18は係止溝30に設けられ第1の繊維強化樹脂層14の第2の開口部24の周囲の箇所を環状壁部28の外端面2804に押圧する。
(もっと読む)
連続繊維複合材料構造体およびその製造方法ならびにそれを用いた複合成形体
【課題】強度および剛性の高い連続繊維複合材料構造体を精度良く高い生産性で提供する。
【解決手段】互いに実質的に平行に配列した連続繊維束と熱可塑性樹脂とからなる構造体であって、骨格線と交差する折り目を境界として連結された複数の部分面が連続した構造からなり、陪法線ベクトル角度について特定の関係を満足する特定の曲率を有することを特徴とする連続繊維複合材料構造体。
(もっと読む)
121 - 140 / 766
[ Back to top ]