
Fターム[4F205HC12]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック成形用繊維補強材 (2,265) | 繊維補強材の材質 (1,296) | 有機繊維 (248)
Fターム[4F205HC12]の下位に属するFターム
ポリエステル繊維 (22)
ポリアミド繊維(←アラミド繊維) (149)
Fターム[4F205HC12]に分類される特許
41 - 60 / 77
構造部品の製造方法
本発明は、特に航空宇宙分野における構造部品を製造する方法を提供する。第1の硬化温度で硬化可能な複合繊維材料から所定形状の未硬化プリプレグ構造体(6)を形成する。次に、未硬化プリプレグ構造体(6)を、第1の硬化温度よりも低い第2の硬化温度で部分的に硬化された複合繊維材料からなる少なくとも一つの保持部(12,13)に接合して、未硬化プリプレグ構造体(6)を所定形状に保持する。更なる方法工程において、少なくとも一つの保持部(12,13)に接合された未硬化プリプレグ構造体(6)を第1の硬化温度で硬化して構造部品を形成する。本発明の基本思想は、寸法的に不安定なプリプレグ構造体を保持するのにこれまで用いられてきた特別なスチールからなる高価な治具の代わりに、プリプレグ構造体(6)よりも低い硬化温度を有する複合繊維材料からなる少なくとも一つの保持部(12,13)を用いることにより、低コストの治具での製造を可能とすることである。 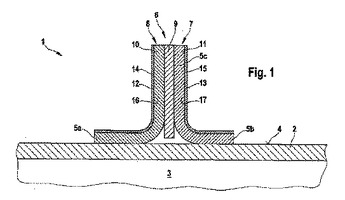 (もっと読む)
(もっと読む)
炭素繊維強化プラスチック製支持バーおよびその成形方法
【課題】
炭素繊維強化プラスチック製支持バーは、軽量で高剛性という優れた性能を持つが、成形後の加工性という点においては、金属素材に対して優れているとは言えない。特に切断や穿孔などの機械加工性については、割れや欠けなどの現象が生じやすく、不良品を生じる原因となっていた。
本発明は、上記従来技術の背景に鑑み、炭素繊維強化プラスチックの持つ軽量、高剛性という優れた特性を維持しつつ、機械加工性の悪さを改善し、加工時に不良を起こすことのない炭素繊維強化プラスチック製支持バーを提供せんとするものである。
【解決手段】
長さ1.5〜3.0m、長手方向に垂直な断面積50〜400mm2である炭素繊維強化プラスチックの表面に、破断伸度が3〜20%である繊維を強化材とした繊維強化プラスチックが配されていることを特徴とする繊維強化プラスチック製支持バー。
(もっと読む)
ゴム付きファブリックの製造方法

【課題】レーヨンコードのコード強力低下を抑制しながら、ゴム付きファブリックの表面を電子線照射によって半加硫させる。
【解決手段】レーヨンコード2を縦糸としたファブリック材3の両面を、トッピングゴム4により被覆することによりゴム付きファブリック基材6を形成するトッピング工程と、前記ゴム付きファブリック基材6の少なくとも一面Sに電子線を照射する電子線照射工程とを含む。前記ゴム付きファブリック基材6は、レーヨンコード2から前記一面Sまでのトッピングゴム4の被覆厚さTを0.2mm以上とし、しかも電子線の加速電圧を150KV以下とした。
(もっと読む)
樹脂管及び樹脂管を用いたポンプ装置、並びに、樹脂管成形用内型の組立方法及び樹脂管の製造方法
【課題】所定の曲げ強度を確保しながらも、煩雑な製造工程を招くことなく、製造コストを低減することができる樹脂管及び樹脂管の製造方法を提供する。
【解決手段】複数の平板1、2を軸心方向に沿って環状に組み合わせて断面形状が多角形となる管体用内型3を形成するとともに、管体用内型3の端部にフランジ用型4を取り付けるフランジ型取付工程と、形成された管体用内型3及びフランジ用型4の表面にマトリックス樹脂を含浸した強化繊維10を積層して樹脂管を形成する積層工程と、樹脂が固化した後にフランジ用内型3及び管体用型4を離脱させる型外し工程を備え、前記内型の外面または内面に形成される角部を基準に、樹脂管のフランジ部に設ける接続手段の位置が決定される。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】精度よく複雑な形状に成形することができるとともに、生産性が高いFRPの製造方法を提供する。
【解決手段】FRP製タンクの製造方法では、金属製の中子5に強化繊維を巻き付けて被覆する被覆工程を行った後、強化繊維に母材樹脂を含浸させる含浸工程を行う。その後、母材樹脂を加熱してプリキュアするプリキュア工程と、母材樹脂をプリキュア工程より高い温度で加熱してアフターキュアするアフターキュア工程とを行う。中子5は、プリキュア工程での加熱温度より高く、アフターキュア工程での加熱温度以下の融点を有する金属からなる。そして、アフターキュア工程においては、中子5を溶かして流し出す。
(もっと読む)
ゴム製筒体、ゴムホース、空気ばね、ゴム製筒体の製造方法、及び補強コード層の形成装置
【課題】補強コードの束を巻き付けながら押し付けて補強コード層を形成し、かつ補強コードの交差を少なくすることができるゴム製筒体の提供。
【解決手段】複数の補強コード8を幅方向に間隔を空けて並べて補強コード8の束9を構成する。補強コード8の束9で中心軸を取り巻きつつ中心軸方向に往復させる。一往復ごとに周方向に所定のピッチだけずらしながら複数回往復させる。補強コード8が中心軸に対して傾斜しつつ周方向に配列されて補強コード層5、6、12を構成する。往復の折り返し部10で、束9を幅方向に向きを変えて中心軸方向に折り返す。複数の補強コード8の互いの間隔を空けたまま、その束9が折り返される。補強コード8の折り返しによる交差が生じない。
(もっと読む)
長物の強度及び反発力の増加加工技術
【課題】釣竿やゴルフクラブシャフトやテニスのラケットや野球の木製バットや陸上競技の棒高飛びのバーやヨットのマスト等の長物製品の強度や反発力を更に増す方法の提供。
【解決手段】本体1に巻付け物2を巻付けた後に繊維を巻付けた場合は、巻付けた繊維の上から樹脂類を塗って沁み込ませ乾燥させる。次に、縦方向断面に見るように、巻付け物2と巻付け物2との間に谷が生じるのでその谷を埋めるべく樹脂類を流し込み3の谷を埋める(山を頂点にして)その円周方向を滑らかにして次の巻付けを円滑にする。また本体に針金やワイヤーを巻付ける場合は3の谷を埋める(山を越して)には適宜の量のプラスチック類を流し込み滑らかに円周方向を成型し、適宜の回数巻付けて必要な強度と反発力を得る。
(もっと読む)
プリフォーム基材及びプリフォームの製造方法
【課題】繊維強化プラスチック(FRP)成形品の機械特性を低下させず、形状安定性に優れた、プリフォーム基材又はプリフォームを提供すること。
【解決手段】サイズ剤で収束された炭素繊維束であって、JIS L 1096(B法)に規定する剛軟度が25℃で60〜400gf・cmの範囲であり、60℃以上で剛軟度が30gf・cm以下に低下する炭素繊維束を含有する織物Aと、熱可塑性繊維を交織した炭素繊維の織物Bを積層した積層体からなるプリフォーム基材と、かかる基材を60〜150℃の賦形温度に加熱し、熱可塑性繊維を溶融させて織物層間を接着させ、次いで冷却することからなるプリフォームの製造方法。これらのプリフォーム基材、又は、プリフォームを用いて、樹脂トランスファー成形法又はレジンフィルムインフュージョン成形法により繊維強化プラスチック成形品が得られる。
(もっと読む)
繊維強化合成樹脂パイプ
【課題】強度に優れた繊維強化合成樹脂パイプの提供を課題としている。
【解決手段】筒形状を有し、繊維と該繊維に含浸されている合成樹脂とが用いられて形成されている繊維強化樹脂層を前記筒形状の周方向に積層させて複数有しており、しかも、前記繊維強化樹脂層として、前記筒形状に沿ってスパイラル状に巻回されている連続した繊維と該繊維に含浸されている合成樹脂とが用いられて形成された横巻繊維層を有している繊維強化合成樹脂パイプであって、繊維強化合成樹脂パイプの内周側と外周側とに互いに離間されて備えられた二層の横巻繊維層を有し、しかも、該二層の横巻繊維層は、繊維が10度以下の低角度で巻回されている低角横巻繊維層であり、前記内周側の低角横巻繊維層と前記外周側の低角横巻繊維層との間に低角横巻繊維層以外の繊維強化樹脂層を少なくとも一層有していることを特徴とする繊維強化合成樹脂パイプを提供する。
(もっと読む)
繊維強化プラスチック用ガラス繊維予備成形体基体、ガラス繊維予備成形体およびその製造方法並びに繊維強化プラスチック
【課題】賦形性に優れ、かつ保形性に優れた、繊維強化プラスチックに使用されるガラス繊維予備成形体基材の提供。
【解決手段】ガラス繊維予備成形体基材は、ガラス繊維糸および熱可塑性樹脂繊維を編糸とする編物と、編物の両面に配置されたガラス繊維チョップドストランドマットとを有し、編物とガラス繊維チョップドストランドマットが、熱可塑性樹脂またはガラス繊維糸により連結されていることを特徴とする。
(もっと読む)
繊維強化プラスチック製管体及びその製造方法
【課題】表面研削加工後の管体の表面にピットの発生がなく、表面品質に優れた繊維強化プラスチック(FRP)製管体及びその安定的な製造方法を提供する。
【解決手段】複数の繊維強化プラスチック層を有し、最外層30が研削用の繊維強化プラスチック層とされる繊維強化プラスチック製管体の製造方法において、最外層の研削用繊維強化プラスチック層30以外の他の繊維強化プラスチック層20は、フィラメントワインディング法にて作製し、最外層の研削用繊維強化プラスチック層30は、テープワインディング法又はシートワインディング法により作製する。
(もっと読む)
3次元繊維強化樹脂複合材及び3次元織物
【課題】縫い糸を有する3次元織物で強化された3次元繊維強化樹脂複合材における縫い糸周辺に生じるクラックの発生を抑える。
【解決手段】縫い糸として有機繊維を用いる。縫い糸としては、弾性率が300〔GPa〕以下、引張強度が20〔MPa〕以上、1000デニール以下の太さのもの、ポリアリレート繊維又はポリパラフェニレンベンゾビスオキサゾール(PBO)繊維が適する。
【効果】繊維の粗密と樹脂溜まりが減少し、クラックの発生が抑えられた。
(もっと読む)
射出成形体とその製造方法、並びに、射出成形体に用いられるペレット
【課題】植物由来原料を主成分とし、耐熱性を有し、結晶化速度の早い射出成形体を提供すること。
【解決手段】本発明の射出成形体は、(A)乳酸系樹脂、及び、(B)セルロース40質量%〜60質量%とリグニン10質量%〜30質量%とを含有する天然繊維、を含む樹脂組成物であって、(A)乳酸系樹脂と(B)天然繊維とを質量比で99:1〜70:30の割合で含有し、かつ、(A)乳酸系樹脂が、L乳酸:D乳酸=100:0〜97:3、又は、L乳酸:D乳酸=0:100〜3:97である樹脂組成物を用いてなる。
(もっと読む)
プリプレグトウおよび/またはプリプレグの製造方法
【課題】繊維強度発現率の優れた圧力容器又は複合管状体を得ること。
【解決手段】少なくとも1種の強化繊維を、熱硬化性樹脂、および水性媒体を含む水性組成物と接触させて、コーティングされた繊維を形成する段階と、前記コーティングされた繊維から前記水性媒体を蒸発させる段階とを含む製造方法で製造されたプリプレグトウおよび/またはプリプレグを用いる。
(もっと読む)
強化発泡材
【課題】本発明は発泡材(1)を補強する方法と、補強されたサンドイッチ構造材(5)および類似の装備を備えた航空機に関する。
【解決手段】この方法においては、発泡材(1)は繊維束(3)を与えられるが、発泡材(1)は針(9)によって挿入される。この場合、針(8)が最初に片側から発泡材(1)に管通穴(2)を開け、その後針(8)でもう一方の側に設置される繊維束(3)を把持し、発泡材(1)に前記繊維束を押し込む。
(もっと読む)
複合材料用樹脂可溶熱可塑性ベール
硬化性組成物用強化要素である樹脂可溶熱可塑性重合体ベール[ここで、前記重合体要素は固相状態の不織ベールであるが、これは、これを溶かし得る硬化性樹脂マトリクス組成物の成分との接触が前記硬化性組成物が実質的にゲル化および/または硬化し始める温度より低くかつ前記重合体要素が溶融する温度より低い温度で生じた時点で相転移を少なくともある程度起こして液相になるに適する]、それの製造方法、少なくとも1種の熱可塑性ベール要素を構造補強用繊維と一緒に含有して成る硬化性組成物用プレフォーム担体構造物、それの製造方法、少なくとも1種の熱可塑性ベール要素または担体構造物と硬化性樹脂マトリクス組成物を含有して成る硬化性組成物、それの製造および硬化方法、そしてそれから得た硬化複合材料または樹脂体およびこれらの公知および新規な使用。 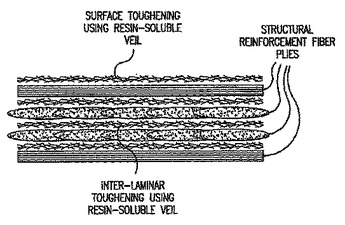 (もっと読む)
(もっと読む)
中空繊維強化構造部材を製造するための方法
本発明は、中空繊維強化構造部材を製造するための方法であって、第1円形ブレード層を形成する段階と、第1ブレード層の表面に対してたて繊維及びよこ繊維を有する少なくとも1つの織物を備える平らな強化された本体を位置付ける段階と、第1ブレード層及び強化された本体の周りに第2ブレード層を供給する段階と、型内で第1ブレード層、強化された本体、及び第2ブレード層の組合せを位置付ける段階と、組合せに樹脂を含浸させる段階と、樹脂と含浸された組合せを型から取り除く段階と、を備える方法を提供する。 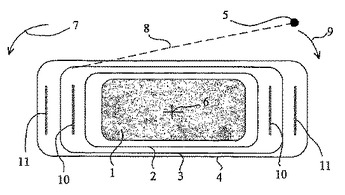 (もっと読む)
(もっと読む)
繊維強化樹脂製筒体
【課題】 アラミド繊維等の有機繊維であっても、該有機繊維に含浸された樹脂を短い硬化時間で硬化させることができ、しかも、可使時間を短くすることなく良好にFW成形を行うことができ、更に、良好な振動減衰性を得られる極めて実用性に秀れた繊維強化樹脂製筒体等を提供することである。
【解決手段】 フィラメントワインディング法により樹脂が含浸された連続繊維を巻回積層して成る繊維強化樹脂製筒体であって、前記連続繊維として有機繊維が採用され、該有機繊維に含浸される前記樹脂には、少なくともエポキシ樹脂及びその硬化剤並びにビニルエステル樹脂及びその硬化剤が含まれており、エポキシ樹脂の硬化剤としてアミン系硬化剤が採用されているものである。
(もっと読む)
側部ポート付きのフィラメント巻き圧力容器
その側壁に大きな直径のポートを備えた円筒状圧力容器(11)を作製する方法は、所望の直径のマンドレル(23)とその上に巻着するフィラメントとを提供するステップを含む。1つの全体的な最内層を巻着させた後、張力下で樹脂含浸平行ストランド(39)のバンド(60)を使用して、環状の補強ベルト(16)が規定された領域の上に螺旋状に巻着される。次いで、環状のベルト(16)自体の上に、張力下でフィラメント状材料の樹脂含浸平行ストランドが螺旋状に巻き上げられて、2つの完全な外層を提供する。硬化させ、マンドレル(23)から取り外した後、少なくとも1つの孔部(71)が補強ベルト(16)内で側壁に切削され、側部ポートフィッティング(75)が孔部(71)内に据え付けられる。  (もっと読む)
(もっと読む)
伸張可能な製品を製造するための方法及び装置
本発明は、天然エラストマ及び他の合成ポリマなどの材料から主になる、可撓性、伸張可能、及び/又は弾力性がある製品を製造するための方法及び装置を提供する。工作物フォーマ上に製品材料をスプレーすることによって、伸張可能な製品を製造するための方法及び装置、並びに穿孔された表面又は部分的に空気を通す表面上に製品材料をスプレーすることによって、穿孔された製品を作るための方法及び装置。本発明は、壁から製品を取り除く必要なく、製品の両側の繊維被覆する、及び/又は壁に面する側に少なくとも製品表面を被覆する方法及び装置も提供する。方法及び装置は、フォーマから製品を容易に取り除くことも可能にする。工作物フォーマも提供される。  (もっと読む)
(もっと読む)
41 - 60 / 77
[ Back to top ]