
Fターム[4F205HF05]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 成形材料の供給 (663) | 挿入物等の供給 (331)
Fターム[4F205HF05]に分類される特許
241 - 260 / 331
フィラメントワインディング装置
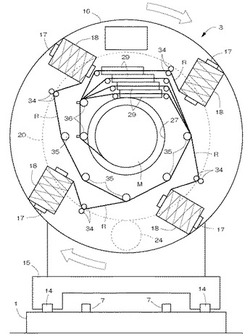
【課題】フープ巻き処理を短時間で能率よく行えるフープ巻装置を備えたフィラメントワインディング装置を提供する。
【解決手段】フープ巻装置とヘリカル巻装置とを備えている。フープ巻装置は、円盤状の巻掛テーブルと、巻掛テーブルを回転駆動する駆動機構と、巻掛テーブルの周縁に沿って支持される4個のボビンと、ボビンから繰り出される繊維束を巻掛テーブルの挿通穴に配置したマンドレルへ移行案内するガイド部材とを備えている。ボビンは、巻掛テーブルに固定したホルダーのチャックで回転自在に軸支する。ホルダーとチャックとの間に、ボビンの繊維束繰り出し方向への過回転を防ぐラチェット機構を設ける。
(もっと読む)
繊維強化複合材料成形方法及び繊維強化複合材料

【課題】繊維強化複合材料成形方法において、繊維強化複合材料の樹脂体積含有率をより精度良く制御することである。
【解決手段】樹脂含浸した繊維束をマンドレルに巻回することにより繊維強化複合材料を成形する繊維強化複合材料成形方法であって、マンドレルに樹脂含浸した第1繊維束を巻回する第1巻回工程と、樹脂含浸した第1繊維束が巻回されたマンドレルに、樹脂含浸した第2繊維束を巻回する第2巻回工程と、を備え、第1繊維束と第2繊維束とは、補強繊維と熱硬化性樹脂繊維とを含み、第1繊維束における熱硬化性樹脂繊維の含有率を、第2繊維束における熱硬化性樹脂繊維の含有率より大きくする。
(もっと読む)
繊維強化樹脂製歯車
【課題】切削加工によって歯部を形成した場合であっても、強度的に有利な歯部を有する繊維強化樹脂製歯車を提供する。
【解決手段】繊維強化樹脂製歯車11は、外周部に歯部14が形成された繊維強化樹脂部13を備えている。そして、繊維強化樹脂部13は、4軸三次元組み紐組織である帯状のブレーディング繊維構造体が螺旋状に巻かれて積層されることでなる環状の三次元ブレーディング繊維構造体を強化材として使用している。
(もっと読む)
繊維強化樹脂部材とその製造方法、および繊維織物の製造装置
【課題】少なくとも曲がり部を有するマンドレル外周において、長手方向糸を滑らせることなく配置することがき、もって長手方向糸と斜向糸がともに均一に配置された高品質な繊維強化樹脂部材とその製造方法、および該繊維強化樹脂部材のための繊維織物の製造装置を提供する。
【解決手段】長尺な繊維織物が、該繊維織物の長手方向に延びる複数の長手方向糸Q,…と、該長手方向に対して所定角度傾斜した複数の斜向糸P,…とが編み込まれて形成されており、該繊維織物に樹脂が含浸硬化してなる繊維強化樹脂部材1であり、この繊維強化樹脂部材1は少なくとも曲がり部1”とを有しており、曲がり部1”において、長手方向糸Q、…が長手方向に対してたとえば10〜15度の範囲の傾斜姿勢で螺旋巻きされている。
(もっと読む)
繊維強化樹脂製筒部材の製造方法
【課題】未硬化樹脂含浸繊維層の端部を折り返す必要がなく、繊維配向を初期の配向姿勢に維持しながら、しかも極めて簡易な方法で、樹脂繊維からなる筒部材とエンジンボックス等に直接剛結合される鍔付きの筒材とを接合することのできる、繊維強化樹脂製筒部材の製造方法を提供する。
【解決手段】マンドレル1と、その一端に取付けられ、マンドレルに比して拡径した拡径部と突起を有する端部取付け材2と、からなる基材10を用意する工程、未硬化樹脂含浸繊維をマンドレル1外周にフープ巻きして第1の巻層3を形成し、さらにその外周に繊維をヘリカル巻きして第2の巻層4を形成し、第2の巻層4の端部を切断して該端部と端部取付け材2をマンドレル1から切り離して挿入空間7を形成し、該挿入空間7に鍔付きの筒材6を挿入し、第2の巻層4の外周に繊維をフープ巻きして第3の巻層5を形成し、加熱処理する製造方法である。
(もっと読む)
ハイブリッド複合パネルシステム及び方法
ハイブリッド複合パネルシステム(120)及び方法が開示されている。一実施形態では、アセンブリは第1部分(126)、第1部分(132)に係合している母材(136)、及び第1部分の反対側で母材に係合している第2部分を備えている。第1部分は第1補強材料で補強された複数の第1複合層を含み、第2部分は、第2補強材料で補強された複数の第2複合層を含む。第1及び第2部分は、第1及び第2複合層に対して常時荷重を少なくとも部分的に横方向に担持し、第1部分が印加された常時荷重の大部分を担持するように非対称的に構成されている。 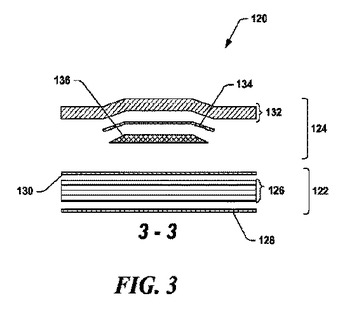 (もっと読む)
(もっと読む)
マネキンボディの成形方法
【課題】大きな設備投資を必要とせず、また熟練を要することなく成形が容易であり、かつ全体を軽量に成形することができるマネキンボディの成形方法を提供すること。
【解決手段】複数に分割可能であり、組み立てた状態においてマネキンの外形形状が形成される内型部材1が利用される。組み立て状態における前記内型部材1の外形面には、固化剤を含浸させた状態の紐状体3aがランダムに、かつ内型部材1の全面に行き渡るように満遍なく巻き付けられる。前記固化剤の固化後において、前記固化剤により固化された前記紐状体3aによる成形物内から、前記内型部材1を分割して抜き取ることで、前記紐状体3aによる中空状の成形物を得ることができ、これをマネキンボディとして使用することができる。
(もっと読む)
タンクへの繊維巻付け方法およびその装置
【課題】タンクに繊維を巻き付ける際における当該繊維のすべりや弛みを抑制する。
【解決手段】繊維3の巻付け対象たるタンク2のうち少なくとも繊維3が巻き付けられる領域に磁界を形成する磁界発生装置4と、該磁界発生装置4により形成される磁界Bの向きを変化させる磁界方向調整装置5と、繊維3がタンク2に押し付けられる方向に当該繊維3に対して通電する電圧印加装置とを備える。タンク2を磁界B中に配置し、繊維3がタンク2に押し付けられる方向へと当該繊維3に通電しながらこの繊維3をタンク2の外周に巻き付ける。通電量を制御して繊維3がタンク2に押し付けられる力を調節することが好ましい。
(もっと読む)
プライ形成装置及びプライの形成方法
【課題】スチールコードを損傷させることなく、その素線間にトッピングゴムを十分に侵入させつつ、適度な厚さかつ平滑なプライを得ることのできるプライ形成装置の提供。
【解決手段】ダイス4にトッピングゴム5を供給する押出機6と、ゴム被覆したスチールコード3を挟圧するエンドレスベルト8a、8bとを備える。スチールコード3をダイス4に通して損傷しない程度の厚さにゴム被覆しつつ素線間に侵入させる。予め、挟圧による広がりを見込んで、側縁部のスチールコード3を傾斜ロール14に掛けて中央側に寄せる。エンドレスベルト8a、8bの平坦で広い挟圧面で、ゴム被覆した複数本のスチールコード3を一体化しながらシート状に挟圧し、プライ2を平滑に、かつコード間隔を均一にする。
(もっと読む)
多軸織物
【課題】特に複雑な形状の成形に適する補強用基布として有用な多軸の織物を提供するものである。
【解決手段】繰り返し単位の95モル%以上が下記式(1)で示されるポリケトンで構成される繊維の糸条を用いて製織された多軸織物であって、該織物が三軸以上の多軸の織物であることを特徴とする多軸織物。
【化1】 (もっと読む)
(もっと読む)
FRP成形体の製造方法及び加熱装置
【課題】繊維強化プラスチック層の内層の高Vf化を抑制できるFRP成形体の製造方法及びそれに用いられる加熱装置を提供する。
【解決手段】FRP成形体の製造方法は、マンドレル10の周囲に樹脂含浸繊維層11を形成する工程(a)と、該樹脂含浸繊維層の厚さ方向に、外層側が高温で内層側が低温となる温度勾配を生じさせた状態で、樹脂含浸繊維層11を昇温させる工程(b)とを備える。また、加熱装置は、加熱炉30と、周囲に樹脂含浸繊維層11が形成されたマンドレル10を加熱炉内において支持する支持部32と、加熱炉内を加熱するヒータ31と、加熱炉内に配置されるマンドレル内に冷媒を循環させる冷媒循環機34とを備える。
(もっと読む)
ホース用補強糸巻付装置
【課題】 糸吊り現象が発生することなく、品質性及び生産性を向上させることができるホース用補強糸巻付装置を提供する。
【解決手段】 本発明は、筒状の内側管3と内側管3の外周面に巻かれる補強糸5とを少なくとも有するホース7を製造する過程で使用され、内側管3の外周面に補強糸5を巻き付けるホース用補強糸巻付装置1であって、内側管3が挿通可能なホース挿通孔13aが形成され、ホース7の軸に対して回転可能な回転体13と、回転体13に取り付けられ、かつ、補強糸5が巻き付けられるボピン19とを備え、ボピン19は、該ボピン19の軸が回転体13の回転中心を通りかつ回転体13の回転軸に対して略直角であるとともに、回転体13の回転中心に対して放射状に配置されていることを特徴とする。
(もっと読む)
少なくとも1の撚糸が配置された複合材料の製造方法
本発明は、少なくとも1の強化糸が表面上に、その配置表面上の少なくとも一の曲線状領域を有する経路に沿って配置され、前記強化糸がポリマー結合剤によって前記表面に結合している複合材料の製造方法であって、前記配置前に前記強化糸に撚りが掛けられ、前記配置表面に平行に測定した、糸端路の幅の両側における長さの差を少なくとも補償することを特徴とする方法に関し、本発明はまた、このようにして得られる複合材料に関する。 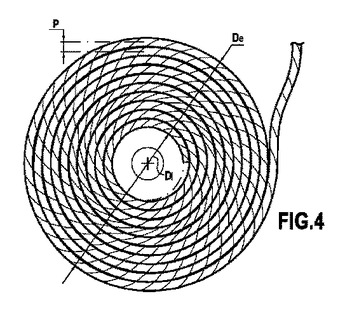 (もっと読む)
(もっと読む)
少なくとも1の湾曲区域を有する複合部品の製造方法
本発明は、ポリマーマトリックス内に少なくとも部分的に埋め込まれる強化糸の多層ウェブ集合体を含み、少なくとも1の湾曲区域を有する複合部品を製造する方法であって、複合部品の各層をドレープさせる又は重ね合わせるステップを含む方法において、湾曲区域に隣接する少なくとも1の区域において、少なくとも1のドレープ又は重ね合せステップを、少なくとも1の強化撚糸を含んだウェブ又は撚糸のウェブを含む複合材料層を用いて実施することにより、ウェブ表面に平行な方向に測定した際の糸幅の両側にある、該糸の端路長の差を少なくとも補償することを特徴とする方法に関する。本発明は、こうして得られる複合材料にも関する。 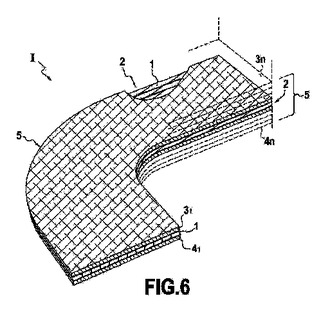 (もっと読む)
(もっと読む)
航空機胴体室部を複合繊維材料で製造する方法及び機器
本発明は、継ぎ目なし一体化且つ基本的に中空の円筒状部品5、とりわけ航空機の胴体部分の製造方法に関する。本方法は、以下の工程を含む:a)第1真空膜3の固定巻心2への付与及び第1真空膜3の真空排気工程、b)巻心を巻き取ることにより、巻心2への胴体部5の積層状態での巻着工程、c)第1真空膜3の通気工程、d)固定巻心と比較して不安定な外型6の胴体部5への付与工程、巻心2は外型6を安定化させ、e)胴体部5を外型6に接近するように引き寄せると共に、胴体部5を少なくともいくつかの領域で、巻回心2から取り外すために、第2真空膜7の外型6への付与及び第2真空膜7の評価工程、f)完成胴体部を製造するために、オートクレーブでの装置全体の硬化工程。これにより、部品5の高い表面品質を生じさせる。更に、極めて高い寸法安定性が、とりわけ接着させられる部品5の断面形状に関して達成される。加えて、本発明は、本方法を実行する機器に関する。 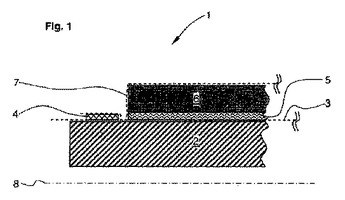 (もっと読む)
(もっと読む)
繊維強化プラスチック製支持バーの成形方法
【課題】
パーティングライン位置における外観も良好な支持バーを提供する。
【解決手段】
長さ1.5〜3.0m、長手方向に垂直な断面積50〜400mm2である第1の繊維強化プラスチックの表面に、融点が150〜300℃である有機繊維を強化材とした第2の繊維強化プラスチックを配すると共に、表面の有機繊維の少なくとも一部分を一旦融解したあと膜状に凝固させることを特徴とする繊維強化プラスチック製支持バーの成形方法。
(もっと読む)
高圧タンク製造方法、高圧タンク
【課題】高圧タンクにおける省スペース化と疲労耐久性の向上を両立させる。
【解決手段】中空のライナに対し、非硬化状態にある熱硬化性樹脂が含浸された繊維径の大きな炭素繊維束を巻回し、1〜3層をフィラメントワインディング成形(FW成形)する(S12)。続いて、繊維径が中程度の炭素繊維繊束を巻回して4〜24層をFW成形し(S14)、さらに、繊維径が小さな繊維強化複合材を巻回して25〜36層をFW成形する(S16)。一般に、繊維径が大きな炭素繊維束では、繊維密度が小さいため、巻き締めによる内層の繊維体積含有率の上昇を抑制することが可能となる。
(もっと読む)
ゴルフクラブ用シャフトの製造方法
【課題】本発明は、傷をつけることなく、ゴルフクラブ用シャフトからマンドレルを引き抜くことができるゴルフクラブ用シャフトの製造方法を目的とする。
【解決手段】本発明は、以下の(1)〜(6)を行うゴルフクラブ用シャフトの製造方法である。(1)プリプレグをマンドレルの太径側端部が露出するようにマンドレルに巻きつけて積層してプリプレグ積層体を得る、(2)プリプレグ積層体の末端部とマンドレルにテープ状プリプレグを巻きつけて補強部3を形成する、(3)加熱硬化して、マンドレル上に補強部3の付いたシャフトを得る、(4)マンドレルの太径側端部を通すが補強部3を通さない穴を設けた部材4を、マンドレルの太径側端部から入れ、補強部3に装着する、(5)穴を設けた部材4を支持し、前記マンドレルをシャフト1から引き抜く、(6)補強部3を含むシャフト1の末端部分を切断する。
(もっと読む)
繊維束の樹脂含浸方法および繊維束樹脂含浸装置
【課題】繊維束の樹脂含浸方法および繊維束樹脂含浸装置において、繊維束により構成する繊維強化樹脂製品の製造コストを低減するとともに、ボイドの少ない高品質の繊維強化樹脂製品を実現することである。
【解決手段】カーボン繊維束18を巻き付けた繊維束ボビン20と、収容した液状または半液状のエポキシ樹脂42をヒータ36により加温し、繊維束ボビン20から送り出されたカーボン繊維束18にエポキシ樹脂42を含浸させる樹脂容器24とを備える。樹脂容器24は、2個の加圧ローラ40を互いに平行に回転可能に支持している。樹脂容器24内で、カーボン繊維束18を2個の加圧ローラ40間から加圧しながら引き出すことにより、カーボン繊維束18を開繊するのと同時にカーボン繊維束18にエポキシ樹脂42を含浸させることを可能とする。
(もっと読む)
繊維強化樹脂シートに貫通孔を形成する方法
【課題】繊維強化樹脂シートに繊維を孔部にて掻き分けた貫通孔を孔の周縁部が強固に補強され態様に形成する。
【解決手段】孔となる部分の繊維を孔の両側に掻き分けるとき、掻き分けの度合が所望の孔の大きさに合わせた最小限度より幾分大きくされても、繊維掻き分け後の応力集中による繊維強化樹脂シートの強度低下に大差はなく、それよりも繊維の掻き分け度を幾分大きくし、余裕部に新たに繊維強化された樹脂の層を付加する方が貫通孔の強度増大により有効であるとの認識に基づき、繊維強化樹脂シートの貫通孔用繊維掻き分けの余裕部に孔の周縁部強化に有効な環状構造体を組み込む。
(もっと読む)
241 - 260 / 331
[ Back to top ]