
Fターム[4F205HF05]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 成形材料の供給 (663) | 挿入物等の供給 (331)
Fターム[4F205HF05]に分類される特許
281 - 300 / 331
補強ゴム製筒体の製造方法及び補強用線材の巻付装置
【課題】耐圧性や、耐座屈性等の曲げ特性に優れ、製品寿命を延ばすことが可能な補強ゴム製筒体の製造方法及びその際に用いる補強用線材の巻付装置の提供を目的とする。
【解決手段】未加硫ゴム製筒体3の外周面に補強用線材4を螺旋状に巻付けた後、加硫処理を施す補強ゴム製筒体の製造方法であって、前記未加硫ゴム製筒体3に前記補強用線材4を巻付けるに際し、前記補強用線材4を予め所定の曲率半径に曲げて巻き癖をつけた後、該補強用線材4を前記未加硫ゴム製筒体3に巻付ける。
(もっと読む)
繊維強化プラスチック製ゴルフクラブシャフトの製造方法
【課題】 高い先端部折損強度と捻り強度とを有し、かつ軽量であり、特にクラブヘッドの重心(スィートスポット)を外れて打撃してしまったときにも対応する優れた耐久性及びねじ切り強度を有する繊維強化プラスチック製ゴルフクラブシャフトを製造し得る製造方法を提供する。
【解決手段】
以下の工程を順に行う繊維強化プラスチック製ゴルフクラブシャフトの製造方法である。
(A)90°の補強層用プリプレグをマンドレルに巻き付ける工程(B)貼り合わせアングル層用プリプレグを巻き付ける工程(C)ストレート層用プリプレグを巻き付ける工程(D)繊維方向がマンドレルの径方向中心線に対して45°となる略台形の第1補強層用プリプレグを細径側端部〜該細径側端部から300mmの範囲内に巻き付ける工程(E)第2補強層用プリプレグを細径側端部〜該細径側端部から300mmの範囲内に巻き付ける工程(F)第3補強層用プリプレグを巻き付ける工程
(もっと読む)
複合材料の処理方法
複合材料を処理する方法が、複合材料(1)に接触している多孔質層(3)をその融点以上に加熱することを含み、これにより、多孔質層が融解して複合材料中に含まれる。この複合材料は、マトリクス拡散処理によって形成することができる。この場合は、多孔質層は分配層として機能する。あるいはまた、この複合材料はプリプレグの積層として形成することができる。この場合は、多孔質層は通気層として機能する。多孔質層は、材料の靭性を増加させるポリスルホンまたはポリエーテルスルホンを含むことができる。 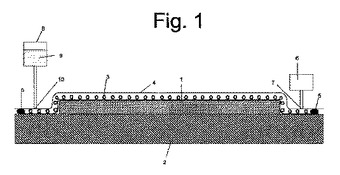 (もっと読む)
(もっと読む)
固縛型コーナ部を有するフランジを備えた複合材構造体を製作する方法

【課題】固縛型コーナ部を有するフランジを備えた複合材構造体を製作する方法を提供する。
【解決手段】本方法は、第1のエンドプレート及び第2のエンドプレートを含みかつその周りに形成された複合材構造体を有する複合材構造体形成ツールを準備する段階と、少なくとも1つのバリヤ繊維プライを複合材構造体形成ツールの第1のエンドプレートに隣接して複合材構造体の周りに施工する段階と、少なくとも1つの繊維トウをバリヤ繊維の周りに巻き付ける段階とを含む。
(もっと読む)
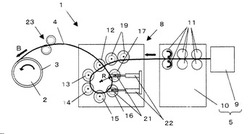
ガラス繊維用のサイズ剤組成物
熱硬化性樹脂の強化用の補強繊維のインライン細断及び乾燥を可能にするサイズ剤組成物を提供する。該サイズ剤組成物は、少なくとも1種のカップリング剤と1種以上のブロックトポリウレタンフィルム形成剤とを含む。そのブロッキング剤は、好ましくは、上記ポリウレタンフィルム形成剤の同時又はほぼ同時の脱ブロッキングと硬化を可能にする温度で脱ブロッキングする。サイズ処理繊維ストランド(12)は、インラインにおいて、細断してチョップトストランドセグメントを形成させ、Cratec? 乾燥炉のような流動床炉(46)内で乾燥させ得る。その後、チョップト繊維ストランドをバルクモールディングコンパウンドにおいて使用し、成形して強化複合物品とする。インラインでのガラス繊維の細断は、サイズ処理繊維バンドル(10)から製造した製品における製造コストを低減する。更に、補強繊維を、本発明のサイズ剤組成物によれば、通常のオフライン細断法に比較してはるかに速い速度で細断し乾燥させ得るので、生産性は向上する。 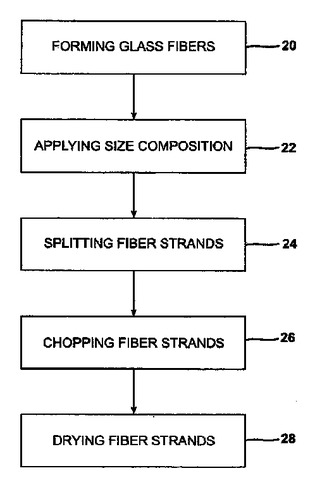 (もっと読む)
(もっと読む)
孔付き繊維強化複合体の製造方法、及びその複合体からなる航空機構造用部材
【課題】 高い寸法精度及び真円度及び低い表面粗度の接合用孔を有する繊維強化複合体を低コストで製造する方法を提供する。
【解決手段】 強化繊維にマトリックス樹脂を含浸したプリプレグからなる硬化プリプレグ成形体1’にドリル加工して接合用孔15を有する繊維強化複合体1を製造する方法であって、前記ドリル加工に、2つ以上の錐状の先端切刃81と、前記先端切刃81から連続的にシャンク82まで延在する2つ以上の外周切刃83と、前記先端切刃81からシャンク82まで延在する切屑排出溝84とを有するバニシングドリル8を用いる方法。
(もっと読む)
多層基材およびプリフォーム
【課題】
多方向に強化繊維糸条が配向しながら曲面追従性に優れた多層基材と、それからなるプリフォームを提供する。
【解決手段】
強化繊維糸条が並列にシート状に配列されて強化繊維層を形成し、その強化繊維層の複数層が、それぞれの強化繊維層を構成する強化繊維糸条の配列方向が異なる角度で積層された状態で一体化されてなる多層基材において、(1)前記の強化繊維層を構成する強化繊維糸条の80重量%以上が強化繊維糸条を横切る方向に切断端を有すると共に、その切断端を有する強化繊維糸条の長さが10〜300mmの有限長であること、または(2)前記の強化繊維層を構成する強化繊維糸条の80重量%以上が10〜300mmの有限長の不連続繊維からなる紡績糸であって、その紡績糸の繊度が300〜5,000texであり、かつ、糸幅/厚み比が2〜20であることを特徴とする多層基材。
(もっと読む)
コア構造およびその製造方法
本発明は、コア構造の製造方法に関する。最初に、第1のコア構造(1)および第2のコア構造(2)を固定する。第1のコア構造(1)および第2のコア構造(2)は、一定の距離(A)を隔てて位置決めされている。第1のコア構造層(1)と第2のコア構造層(2)との間の空洞(4)の中に、補強素子(3)を挿入する。この補強素子(3)、第1のコア構造層(1)、および、第2のコア構造層(2)は、自己支持型コア構造(10)を形成する。 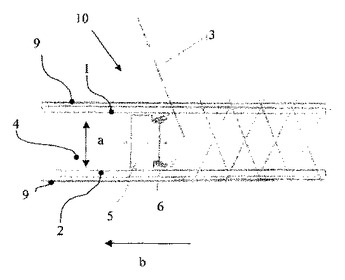 (もっと読む)
(もっと読む)
軸外れ複合プレプレグの製造方法及び装置
本発明は、裏紙の縦方向に対して±5度のような角度でファイバ方向を有するテープ形態の2つの層の軸外れ複合プレプレグ材料を好ましく製造する方法及び装置に関する。このような軸外れプレプレグ複合材料テープの使用は主に航空機の複合翼ストリンガまたはスパーのような高い縦横比の部品を製造するためのものである。 (もっと読む)
ゴム製筒体、ゴムホース、空気ばね、ゴム製筒体の製造方法、及び補強コード層の形成装置
【課題】補強コードの束を巻き付けながら押し付けて補強コード層を形成し、かつ補強コードの交差を少なくすることができるゴム製筒体の提供。
【解決手段】複数の補強コード8を幅方向に間隔を空けて並べて補強コード8の束9を構成する。補強コード8の束9で中心軸を取り巻きつつ中心軸方向に往復させる。一往復ごとに周方向に所定のピッチだけずらしながら複数回往復させる。補強コード8が中心軸に対して傾斜しつつ周方向に配列されて補強コード層5、6、12を構成する。往復の折り返し部10で、束9を幅方向に向きを変えて中心軸方向に折り返す。複数の補強コード8の互いの間隔を空けたまま、その束9が折り返される。補強コード8の折り返しによる交差が生じない。
(もっと読む)
圧力容器
圧力負荷された流動性またはガス状の媒体のための圧力容器であって、巻き体として被着されかつ合成樹脂内に埋め込まれている繊維から成る第1の補強部(22)が設けられており、第1の補強部(22)に対して付加的に第2の補強部(23)が設けられており、該第2の補強部(23)が、第1の補強部(22)の破断伸びよりも小さな破断伸びを有しており、第1の補強部(22)がそれ自体単独で、圧力容器(20)内の媒体の圧力から生ぜしめられる力を全体的に受け止めるために十分であり、第2の補強部(23)の破断を表示するための手段が設けられている圧力容器(20)が提供される。 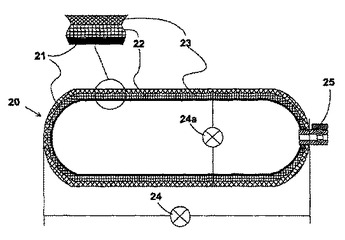 (もっと読む)
(もっと読む)
強化材層の成長による複合材の製造方法及び関連機器
2層以上の強化材の層を現場で(in-situ)成長させること、及び、各層を次の層を成長させる前にマトリックスで含浸することを含む、複合材の製造方法。強化材の層は化学蒸着法によって形成されうる。この方法は、所望の形状及び物性を有する部品を形成するためのアディティブ層製造技術として使用できる。 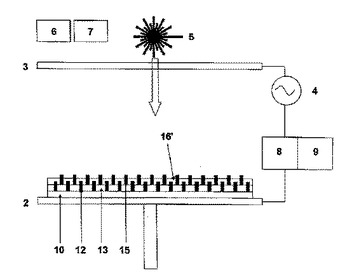 (もっと読む)
(もっと読む)
FRP成形物の継手構造および継手接合方法
【課題】FRP成形物を船殻に使用しても、水流抵抗の増加や美観の悪化を回避できるようにする。
【解決手段】心材2を中にしてその両外側に繊維強化材3a,3bを積層し、この積層物の継手部となる端縁部に、この継手部の第1の心材となる金属板4の一端側4aをその板厚中心面が積層物の板厚中心面と一致するように埋め込み、樹脂含浸させてこれらが一体化されたFRP成形物1を、金属板4を介して隣接FRP成形物間で連結接合する際に、互いの金属板4,4の露出部4b,4bの先端を突合せ溶接するとともに、これら金属板4,4の前記埋込部を、それぞれボルト・ナット6,7により両FRP成形物1,1の本体側に補助的に固定し、更にこれら補助的固定部および突合せ溶接部8を含む継手部全域に両FRP成形物1,1の本体部の表面と面一となるように第2の心材9を付加し、外側より繊維強化材11a,11bで挟み、樹脂含浸して一体化する。
(もっと読む)
炭素繊維のストリップを貼り付けるヘッド及び貼り付け方法
本発明は、炭素繊維のストリップを貼り付けるヘッドに関し、ヘッドは炭素繊維のストリップを選択的に供給し、それにより貼り付け用のストリップの幅を構成するためのそれぞれの炭素繊維のストリップを送る少なくとも2つのリールを有する。これらのリール(1)は、それぞれの回転伝達によって個別に作動される個別の部分によって構成された主ローラ(5)に配置される。 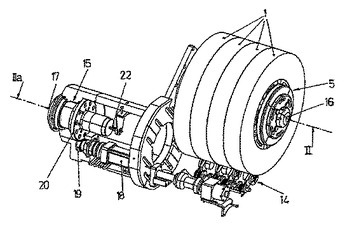 (もっと読む)
(もっと読む)
配列ヘッド
【課題】繊維束断面が扁平な状態で巻かれたボビンから供給される繊維束を、扁平の程度が小さくなるのを従来よりも抑制した状態で配列することができる配列ヘッドを提供する。
【解決手段】配列ヘッド11は棒状に形成されるとともに、繊維束を案内する案内孔12は、断面形状が扁平で、かつ配列ヘッド11の基端から先端まで延びるように形成されている。配列ヘッド11は、長手方向と直交する断面における形状が円形で、案内孔12が扁平な矩形状に形成されている。配列ヘッド11は、案内孔12の扁平な側と垂直の方向から見た場合、先端に円弧状突出部11aを備えている。配列ヘッド11は外径が一定で、案内孔12の断面積は先端部及び基端部を除いて一定に形成されている。配列ヘッド11は、案内孔12の扁平な側が互いに分かれる状態に2分割する平面に対して対称に形成されている。
(もっと読む)
容器およびその製造方法ならびに製造装置
【課題】強度の高い容器を提供する。
【解決手段】容器50の製造方法は、樹脂4を含浸する繊維5に第一の張力を加えて中空体3に巻きつける工程と、第一の張力で巻きつけた樹脂含浸繊維の樹脂4を硬化させて第一フィラメントワインディング層10aを形成する工程と、樹脂4を含浸する繊維5に第一の張力よりも大きい第二の張力を加えて第一フィラメントワインディング層10aに巻きつける工程と、第二の張力で巻きつけた樹脂含浸繊維の樹脂4を硬化させて第二フィラメントワインディング層10bを形成する工程とを備える。
(もっと読む)
トッピング装置
【課題】トッピング時のコードの目飛びを抑え、コードプライを高品質で形成する。
【解決手段】カレンダ手段6の入口側に、コード配列体3の各コード3Aを案内するガイド溝12を凹設したガイドローラ4を具える。ガイド溝12は、ローラ外周面4Sにおける開口部13と溝底面14の最深部との間に溝巾が最大となる最大巾部15を有するとともに、前記開口部13の開口溝巾Weと、ローラ外周面4Sから前記溝底面14の最深部までの半径方向の溝高さHgと、前記最大巾部15の最大溝巾Wmと、前記コードのコード直径Dcとにおいて、Dc<We<Wm、かつ Dc<Hg しかも、ガイド溝12の内面Siを平滑面とした断面壺状をなす。
(もっと読む)
複合部品の予備成形物の製造のための繊維層を製造する方法
本発明は、展開不可能な表面を有する回転体の形態で、複合部品の予備成形物を形成するための繊維層を形成する方法を提供する。本方法は、環状空間(23)を、この環状空間の内縁および外縁を夫々規定する第1および第2のキャンバス(20,21)で規定する工程と、少なくとも一方向で、環状空間に繊維を配置し、かつ縫合により両キャンバスに繊維を保持することによって、これらキャンバスの間に繊維を配置する工程と、環状空間(23)の内縁の近くで、環状の接続を果す縫合を行う工程と、両キャンバスから前記繊維層を取り出すために、このようにして環状空間(23)に形成された繊維層を切り離す工程とを具備することを特徴とする。 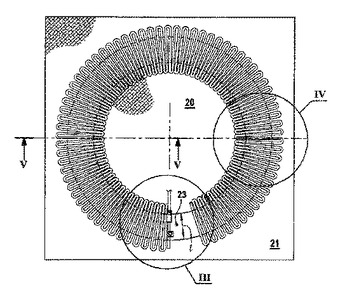 (もっと読む)
(もっと読む)
ガラス繊維強化硬質ポリウレタンフォームの製造方法及びガラス繊維強化硬質ポリウレタンフォームの製造装置
【課題】従来よりもより厚さ方向のガラス繊維の均一性に優れたガラス繊維強化硬質ポリウレタンフォームの製造方法並びに厚さ方向のガラス繊維の均一性に優れたガラス繊維強化硬質ポリウレタンフォームの製造に適した製造装置を提供する。
【解決手段】ほぐしローラー20を通過させるほぐし工程と発泡原液組成物を発泡・硬化させる発泡工程を有し、ほぐしローラー20を構成する第1ローラー22と第2ローラー24は、回転軸26、28と回転軸に配設した複数の大径円板30、34と小径円板32、36とからなり、大径円板には両面から傾斜した傾斜部42と断面が円弧状ないし平坦面を有する円弧状の外周縁43とからなる周端部44が形成されており、第1ローラーと第2ローラーの1方の大径円板の周端部が他方の小径円板の外周面に近接ないし当接するように構成されているガラス繊維強化硬質ポリウレタンフォームの製造方法とする。
(もっと読む)
繊維強化複合材
【課題】低コストで製造することのできる繊維強化複合材を提供する。
【解決手段】連続繊維が一方向に配列されて形成されたx糸層4とy糸層5は、交互に複数層積層されて2軸配向の積層繊維群6を形成している。繊維構造体1は、厚さ方向糸7と抜け止め糸8によって結合された積層繊維群6の連続繊維が切断されていない非切断領域2と、連続繊維が切断されている切断領域3とを備えている。切断領域3は製品形状に成形する際に変形が必要な部分に設けられている。また、繊維構造体1の両端部は非切断領域2となっている。切断領域3は、前記各糸の一部が切断されている為、拘束力が弱く変形しやすい。従って、連続繊維の三次元繊維構造体を強化材としても成形の際の変形が容易である。
(もっと読む)
281 - 300 / 331
[ Back to top ]