
Fターム[4F205HF05]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 成形材料の供給 (663) | 挿入物等の供給 (331)
Fターム[4F205HF05]に分類される特許
81 - 100 / 331
繊維塗布機械
【課題】複合材料からなる部品を生産するための塗布ローラを有する繊維塗布機械に関し、樹脂を用いて繊維を予備含浸する際に、繊維張力制限システムや繊維搬送システム等を備え、直線的な設計で、空間要求性が減少し、より安価な繊維塗布機械を提供する。
【解決手段】繊維塗布機械は、塗布ローラーと繊維を前記塗布ローラーに案内するための手段とを備える繊維塗布ヘッド移動システム、繊維貯蔵手段、および、前記貯蔵手段から塗布ヘッドまで繊維を搬送するための繊維搬送手段を備えている。該繊維塗布機械は、繊維搬送手段は可堯管を備え、各管はその内部通路に繊維を受け入れることができる。
(もっと読む)
繊維強化プラスチック成形体の製造方法
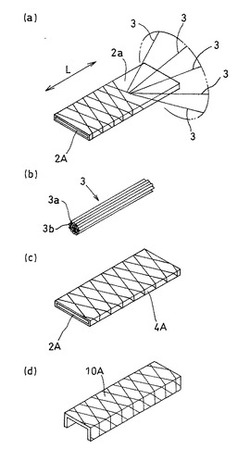
【課題】成形された成形体の連続強化繊維に均一に熱可塑性樹脂を含浸することができる成形体を容易に製造することができる繊維強化プラスチックの製造方法を提供する。
【解決手段】熱可塑性樹脂と連続強化繊維を含むプリプレグ3から編組体4Aを編み上げる工程と、次に、該編組体4Aの熱可塑性樹脂が溶融するように、少なくとも編組体4Aを加熱しながら、編組体4Aを所定の形状に成形する加熱成形工程により、繊維強化プラスチック成形体10A。
(もっと読む)
連続繊維複合材料構造体およびその製造方法ならびにそれを用いた複合成形体

【課題】強度および剛性の高い複合材料構造体を精度良く高い生産性で提供する。
【解決手段】互いに実質的に平行に配列した連続繊維束と熱可塑性樹脂とからなる特定の曲率を有する構造体であって、連続繊維束は座屈する事無く、連続繊維束の配向方向に直行する方向における構造体の幅方向の中心部を結んだ骨格線について、下記(A)および(B)
(A)1/(20×d)(rad/mm)以上の曲率を有する部分を含み、
(B)1/(20×d)(rad/mm)以上の曲率を有する部分の中心角の合計が30度以上である
(dは曲げを付与する前の、連続繊維の配向方向に直行する方向における構造体の幅、mm)
を満足することを特徴とする記載の連続繊維複合材料構造体。
(もっと読む)
プリプレグ繊維の製造方法および製造装置
【課題】ボイドや毛羽立ちの発生が抑制されたプリプレグ繊維を提供する。
【解決手段】繊維束20の搬送に応じて回転するように軸支された含浸装置24を繊維束20が通過する際に樹脂液が含浸され、プリプレグ繊維が作製される。含浸装置24は、繊維束20と接触する繊維束接触面35を有する円筒形状の繊維束含浸部34と、繊維束含浸部34の内側に配置され、樹脂液を貯留するための貯液部32と、を含む。繊維束含浸部34は、貯液部32と連通し、含浸装置24の回転に応じて樹脂液が吐出される複数の樹脂液吐出孔54を有し、樹脂液吐出孔54から吐出された樹脂液が、繊維束接触面35の近傍を通過する繊維束20に含浸される。
(もっと読む)
張力制御ユニット、フィラメントワインディングシステム、圧力容器の製造方法
【課題】複数のプリプレグ繊維をそれぞれ適切な張力が保持された状態で並行してライナに巻き付けることができ、かつ、設置スペースの増大を抑制することが可能なフィラメントワインディングシステムを提供する。
【解決手段】張力制御ユニット52は、プリプレグ繊維ガイド44aから送り出されるプリプレグ繊維10の張力を制御するための張力制御機構50aを備える。張力制御機構50aは、プリプレグ繊維10に張力を付与する張力ローラ56と、張力ローラ56に張架されたプリプレグ繊維10から受ける荷重を測定するための荷重センサ60と、荷重センサ60で測定された荷重に応じて、ライナの軸に対して垂直方向に伸縮するアーム58とを有し、ライナの軸に対して垂直方向に配置されるように複数設けられてなる。
(もっと読む)
高圧タンクの製造装置、高圧タンクの製造方法および繊維束の拡幅装置
【課題】ライナへの繊維束の巻き付けの際の繊維束の拡幅量の変動を抑制することができる高圧タンクの製造装置を提供する。
【解決手段】ライナとライナの外面に繊維を巻き付けて構成された補強層とを有する高圧タンクを製造するための高圧タンクの製造装置であって、複数の繊維を含んで構成された繊維束を通して拡幅するための、曲率を変更可能で拡幅量に応じた幅のスリットを有する拡幅手段を備える高圧タンクの製造装置である。
(もっと読む)
FRP複合シャフト及びその製造方法
【課題】FRP円筒と継手部材の接合部に捩り方向の力が加わったときに起こる接着剤破壊(接着界面破壊)を確実に防止し、加工が簡単で低コストであるFRP複合シャフト及びその製造方法を得ること。
【解決手段】本発明は、FRP円筒の中空端部内に継手部材を挿入し、接着剤を介して接合してなるFRP複合シャフトにおいて、上記FRP円筒の内周面と上記継手部材の外周面の間のクリアランス内に挿入する上記接着剤中に、上記FRP円筒の内周面の呼び径と上記継手部材の外周面の呼び径との差をXとしたとき、X/2よりも粒径が大きくかつ上記FRP円筒及び上記継手部材よりも機械的強度が強い無機粒子を含有させたことを特徴としている。
(もっと読む)
炭素繊維の樹脂含浸ストランドおよびペレットの製造方法
【課題】炭素繊維にジアミン成分として1,9−ノナンジアミン単位を含む半芳香族ポリアミド樹脂を含浸させたストランド、および炭素繊維の長繊維ペレットを提供する。
【解決手段】炭素繊維にジアミン成分として1,9−ノナンジアミン単位を含む半芳香族ポリアミド樹脂を含浸させたストランドの製造方法であって、複数の開繊ローラーを繊維束走行に対して交互に斜めに配置した含浸浴中に溶融状態の樹脂を充填し、炭素繊維束を含浸浴中の開繊ローラーに接触通過させ開繊させつつ樹脂を含浸させることによる炭素繊維の含浸ストランドの製造方法。
(もっと読む)
漸進的な剛性を有する複合構造部材
【課題】 繊維強化による複合構造部材を提供する。
【解決手段】 本発明は、繊維強化による複合構造部材および航空機用の主翼ボックスの製造におけるその応用に関する。より詳しくは、前記部材の長手方向(2)に関連して0度、90度、および+/−θを含む方向に配向される複数のレイヤーから成る繊維強化による複合構造部材(230)に関するものであり、これらの配向の1つにおけるレイヤーの相対的比率は、横軸(3)に沿った機械的応力の規定の配分に従って部材の剛性を空間的に調整するように、前記部材の横方向(3)に沿って可変である。
このように、部材の剛性は、前記部材の全容積にわたってフォース・フラックスを分散するように、応力システムに局部的に適合している。
(もっと読む)
高圧タンクの製造方法、高圧タンクの製造装置および樹脂ライナ
【課題】ライナへの繊維の巻き付けの際の特に内層部の繊維の緩みの発生を抑制することができる高圧タンクの製造方法を提供する。
【解決手段】ライナ16とライナ16の外面に繊維を巻き付けた繊維層を含んで構成された補強層とを有する高圧タンクを製造する高圧タンクの製造方法であって、互いに回転可能に嵌合された少なくとも胴部18と両端部20,22との分割構造を有するライナ16の外面に少なくとも1層目の繊維を巻き付けた後、前記両端部20,22の少なくとも一方を回転させることにより繊維を巻き締めて繊維層を形成する高圧タンクの製造方法である。
(もっと読む)
高圧タンクの製造装置および高圧タンクの製造方法
【課題】ライナへの繊維の巻き付けの際の繊維束の拡幅率を向上することができる高圧タンクの製造装置を提供する。
【解決手段】ライナとライナの外面に繊維を巻き付けて構成された補強層とを有する高圧タンクを製造するための高圧タンクの製造装置であって、ライナの外面に繊維を巻き付ける際にライナを振動させる振動手段を有する高圧タンクの製造装置である。
(もっと読む)
トリポード型等速自在継手およびトリポード型等速自在継手の外側継手部材
【課題】強度の低下を伴わず、大幅な軽量化が可能なトリポード型等速自在継手およびトリポード型等速自在継手の外側継手部材を提供する。
【解決手段】内周に軸線方向に延びる三本のトラック溝26を設けると共に各トラック溝26の内側壁に互いに対向するローラ案内面27,27を設けたトリポード型等速自在継手の外側継手部材である。内周にトラック溝26が形成された金属製のカップ部24を備える。カップ部24に薄肉部40となる小外径部41を形成し、小外径部41をFRP層42にて被覆する。
(もっと読む)
コード入り帯状ゴム部材の製造方法および装置
【課題】補強コード12間における一側帯状ゴム20と他側帯状ゴムとの接着力を効果的に向上させる。
【解決手段】隣接する周方向溝24間のプレスロール23外周にそれぞれ副周方向溝25を形成したので、周方向溝24から突出した補強コード12の残部12bを一側帯状ゴム20に押し込む際、一側帯状ゴム20の一部は流動して副周方向溝25に侵入する。この結果、一側帯状ゴム20が隣接する補強コード12間に深く侵入するようになり、これにより、その後、隣接する補強コード12間に侵入してくる他側帯状ゴムとの圧着界面における接着力が効果的に向上する。
(もっと読む)
高圧ガスタンクの製造方法
【課題】高圧ガスタンクの強度を保ちつつ、補強層の層間剥離を抑制する。
【解決手段】ライナーのシリンダー部とドーム部のつなぎ目部分を覆うようにフープ層を形成して、フープ層の端部に階段状の肩部を形成する。肩部の上に、繊維よりも弾性率の低い粉末状部材を噴霧して低弾性率層を形成する。低弾性率層の形成後、ヘリカル層を形成する。上記工程を繰り返すことにより、ライナーの強度を補強する多層の繊維巻層からなる補強層を形成する。
(もっと読む)
強化繊維プリフォームの作製方法及び強化繊維プリフォーム
【課題】 強度の高いフランジ付の強化繊維プリフォームを容易に作製することができる、ブレイダー装置を用いた強化繊維プリフォームの作製方法及び、強化繊維プリフォームを提供する。
【解決手段】 少なくとも第1筒状部21と第2筒状部22とを含む組成物12を、ブレイダー装置BRを用いて継ぎ目無く作製する工程と、第1筒状部21を変形させ、第1筒状部21の壁を第2筒状部22に対して突出させてフランジ部31を形成する工程と、を備える強化繊維プリフォームの作製方法とする。
(もっと読む)
複合材料の製造方法
炭素繊維複合材料
【課題】熱可塑性樹脂をマトリクスとした炭素繊維複合材料成形を提供する。
【解決手段】繊維長10mm超100mm以下の炭素繊維と熱可塑性樹脂とから構成され、炭素繊維が実質的に2次元ランダムに配向しており、式(1)で定義される臨界単糸数以上で構成される炭素繊維束(A)について、繊維全量に対する炭素繊維束(A)の割合が30Vol%以上90Vol%未満であり、かつ炭素繊維束(A)中の平均繊維数(N)が下記式(2)を満たすことを特徴とする複合材料。臨界単糸数=600/D(1)6×104/D2<N<2×105/D2(2)(ここでDは炭素繊維の平均繊維径(μm)である)
(もっと読む)
風力発電設備のロータブレードを製造する方法及び風力発電設備のロータブレード
【課題】高品質の風力発電設備のロータブレードをより経済的に製造する方法を提供すること。
【解決手段】風力発電設備のロータブレードの製造方法は、少なくとも1つの型を準備する工程と、少なくとも1つの芯材を有する積層繊維複合物を少なくとも1つの型に配置する工程と、樹脂を供給する工程と、を含む。芯材は、第1溝部を有する上面、第2溝部を有する下面、及び第1溝部と第2溝部との間の接続部を有する。樹脂は、積層繊維複合物が十分に満たされるまで、特に第1溝部及び/又は第2溝部を通じて、供給される。
(もっと読む)
構造材の製造方法、構造材
【課題】複合材からなる構造材において3次元的に湾曲する部分においても、複合材シートにシワが生じるのを抑えつつ、構造材の強度を十分に確保し、その製造を効率よく行うことのできる構造材の製造方法、構造材を提供することを目的とする。
【解決手段】稜線部Cに沿って狭幅プリプレグシート20Nを貼り、他の部分に広幅プリプレグシート20Wを貼ることで、稜線部Cの両側の部分においては、切れ目のない広幅プリプレグシート20Wを貼り込む。
また、狭幅プリプレグシート20Nは、スパー10が湾曲する部分において、その軸線方向に複数に分割して貼り込み、スパー10の軸線方向における湾曲部分の曲率半径に応じて狭幅プリプレグシート20Nの長さを調整することで、様々な曲率半径にも容易に対応する。
(もっと読む)
繊維強化熱可塑性プラスチックおよびその製造方法
【課題】表面に摘み皺の少ない炭素繊維ウェブを用いた場合に力学特性及び品質に優れる繊維強化熱可塑性プラスチック及びその製造方法を提供することを目的とする。
【解決手段】強化繊維ウェブに熱可塑性樹脂を含浸させてなる繊維強化熱可塑性プラスチックにおいて、
前記強化繊維ウェブは、少なくとも強化繊維束(a)と強化繊維束(b)とからなり、前記強化繊維束(a)は繊維長5〜15mm、前記強化繊維束(b)は繊維長5mm未満であり、前記強化繊維束(a)と強化繊維束(b)の強化繊維の繊維径が同一の繊維径を有するとともに、前記強化繊維束(a)を30〜99重量%、前記強化繊維束(b)を1〜70重量%を含んでなることを特徴とする繊維強化熱可塑性プラスチック。
(もっと読む)
81 - 100 / 331
[ Back to top ]