
Fターム[4F205HF05]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 成形材料の供給 (663) | 挿入物等の供給 (331)
Fターム[4F205HF05]に分類される特許
61 - 80 / 331
中空材の製造方法、及びこれに使用する肉取板
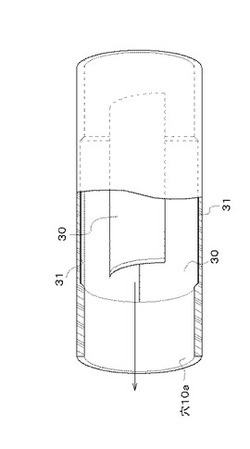
【課題】剛性が高く軽量でもある中空材を、製造のための資材に無駄がないように製造することができる方法を提供すること。
【解決手段】両端部の厚肉部11と、これらの間の薄肉部12とからなり、繊維強化プラスチックにより一体化されて、構造材または巻芯となる中空材10を、次の各工程を含んで製造する方法。(1)成形芯金20の表面に、薄肉部12を形成することになる複数の肉取板30を配置し、(2)各肉取板30の表面に密着阻止材31を配置し、(3)この密着阻止材31及び成形芯金20の表面に、繊維強化プラスチックの未硬化材を取り付け、(4)この未硬化材を硬化させて中空材10とし、硬化した中空材10から成形芯金20を抜き出し、(6)成形芯金20が抜き出された穴10aから、少なくとも各肉取板30を取り出す工程。
(もっと読む)
有機繊維巻きテープとその製造方法
【課題】保管や運搬が容易であり、作業性を著しく向上させることができる、円筒状芯材に炭素テープが巻き付けられた有機繊維巻きテープと、その製造方法の提供。
【解決手段】式(I)から求められる有機繊維テープの幅(W)が5〜100mmの範囲であり、前記幅(W)が5〜100mmの範囲の有機繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである有機繊維巻きテープ。2.5×10-5×N×d≦W≦2.5×10-4×N×d(I)(式(I)中、Wは有機繊維テープの幅であり、Nは有機繊維テープを構成する有機繊維の本数で、前記幅(W)を5〜100mmの範囲にできる本数であり、dは有機繊維の繊維径で5〜20μmの範囲である。)1.0×F×t≦D(II)(式(II)中、Fは有機繊維量で、20〜60質量%の範囲であり、tは有機繊維テープの厚みで、0.1〜1.0mmの範囲である。)
(もっと読む)
炭素繊維基材及び炭素繊維強化プラスチック

【課題】CFRPの層間の剥離強さ(層間剪断強さ)を向上させることのできる炭素繊維基材、及びCFRPを提供すること。その上で、望ましくは、構成する炭素繊維マルチフィラメント糸の所望の強度を維持することのできる炭素繊維基材、及び所望の強度を維持することのできるCFRPを提供すること。
【解決手段】炭素繊維強化プラスチック用の炭素繊維基材であって炭素繊維マルチフィラメント糸で形成されている炭素繊維基材において、積層面に炭素繊維マルチフィラメント糸の一部のフィラメントを切断して得られた毛羽を有することを特徴とする。積層面における平均毛羽長さは、1mm以上であり、積層面における毛羽密度に平均毛羽長さを乗じて得られる総毛羽長さは、20〜200cm/cm2であることを特徴とする。積層面における平均毛羽長さは、2.5mm以下であることを特徴とする。
(もっと読む)
プリプレグテープ並びにテープ制御情報設定方法
【課題】プリプレグテープの貼着時に、様々な曲面に対応して皺無く貼着や積層を図ることを提供する。
【解決手段】テープ幅を等分した複数条のテープ分割体に分断され、三次元に湾曲した曲面に貼着されるプリプレグテープを用いる。このプリプレグテープの貼着に要するテープ制御情報のうち少なくとも一要素を設定するテープ制御情報設定方法は、プリプレグテープが貼着される曲面に設定されるレイアップパスを取得するレイアップパス取得ステップS1、S6と、レイアップパス取得ステップS1、S6で取得したレイアップパス上に演算開始点を設定する演算開始点設定ステップS101と、演算開始点を通り且つレイアップパスに対して曲面沿いに直交する横断ラインと、各テープ分割体が貼着される分割ゾーンの中心を通る縦断ラインとが交差する点にテープ制御点を設定するテープ制御点設定ステップS7とを備えている。
(もっと読む)
プリプレグ材の製造方法とその製造装置、および樹脂歯車の製造方法とその製造装置
【課題】効率的で生産性の高い波形形状のプリプレグ材の製造方法とこの製造方法を実現する製造装置、およびこれらの製造方法や製造装置によって製造されたプリプレグ材を使用する樹脂歯車の製造方法とこの製造方法を実現する製造装置を提供する。
【解決手段】プリプレグ材の製造方法と樹脂歯車の製造方法は、第2ピンが第1ピンの径方向外方に配された姿勢でプリプレグ材を配置する配置工程(S1)と、プリプレグを加熱しながら、第2ピンが第1ピンよりも径方向内方に配されるように、少なくとも一方のピンを径方向に稼動させる稼動工程(S2)と、プリプレグ材とマトリックス樹脂を一体成形する成形工程(S3)から構成されている。
(もっと読む)
強化繊維基材、強化繊維複合材のプリフォームおよび強化繊維複合材
【課題】従来よりも賦形性に優れた強化繊維基材、強化繊維複合材のプリフォームおよび強度に優れた強化繊維複合材の提供にある。
【解決手段】強化繊維を一方向に引き揃えた一方向強化繊維シート12と織布13との積層により形成された強化繊維基材11である。織布13は、織布13の厚み方向に貫通する複数の切れ目14を備える。複数の切れ目14が織布13の全面にわたって配設され、複数の切れ目14により賦形時における織布13の皺の発生が抑制される。
(もっと読む)
FRP及びFRPの製造方法
【課題】断熱材を別途設けることなく断熱性を向上させ、安価に製造可能なFRP及びFRPの製造方法を提供する。
【解決手段】荷重方向に配向された繊維からなる垂直繊維層3と、該垂直繊維層と直交する向きに配向された繊維からなる水平繊維層4と、前記垂直繊維層に対して傾斜した向きに配向された繊維からなる剪断繊維層5を所定数層積層させるFRP1であって、所定数層の前記剪断繊維層からなる剪断繊維積層層7が熱源側に配置され、所定数層の前記垂直繊維層と前記水平繊維層からなる垂直水平繊維積層層8が前記剪断繊維層の非熱源側に配置される様前記垂直繊維層と前記水平繊維層と前記剪断繊維層とを積層。
(もっと読む)
繊維強化樹脂シートの製造方法
【課題】透明な硬化性樹脂を硬化してなる非通気性のバリア層をキャリアフィルム上に安定して連続的に形成する方法を提供すること。
【解決手段】メッシュ体に透明硬化性樹脂を含浸・硬化してなるコンクリート構造物の補修又は補強用繊維強化樹脂シートの製造方法において、少なくとも下記の工程(1)〜(2)を含む製造方法。
工程(1):キャリアフィルム及びカバーフィルムが共に2軸延伸ポリエチレンテレフタレートフィルムであり、キャリアフィルムの厚みT1が25〜100μm、カバーフィルムの厚みT2が12〜50μmであり、かつ、厚みの比T1/T2が1.5〜5である、キャリアフィルム及びカバーフィルムをそれぞれ選択し、該キャリアフィルム上に、厚みが30〜100μmで非通気性のバリア層を形成するため、透明硬化性樹脂組成物(A)を塗布して液層(a)を形成し、該液層(a)を該カバーフィルムで積層して硬化炉に導き、透明硬化性樹脂組成物(A)を硬化する工程、及び
工程(2):前記キャリアフィルム上の硬化された透明硬化樹脂からなるバリア層の表面からカバーフィルムを剥離して、該剥離されたカバーフィルムを後の工程のカバーフィルムに使用すべく迂回させるカバーフィルムの剥離・迂回工程。
(もっと読む)
無機繊維巻きテープとその製造方法
【課題】円筒状芯材に無機繊維テープが巻き付けられた無機繊維巻きテープを提供する。
【解決手段】無機繊維(炭素繊維は含まない)とオレフィン系樹脂を含む複合体からなる無機繊維テープが、円筒状芯材に巻き付けられた無機繊維巻きテープであって、式(I)から求められる無機繊維テープの幅(W)が5〜100mmの範囲であり、前記無機繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである無機繊維巻きテープ。2.5×10-5×N×d≦W≦5.0×10-4×N×d(I)(Wは無機繊維テープの幅であり、Nは無機繊維テープを構成する無機繊維の本数で、前記幅(W)を5〜100mmの範囲にできる本数であり、dは無機繊維の繊維径で5〜30μmである。)3.0×F×t≦D(II)(Fは無機繊維量で、20〜60質量%の範囲であり、tは無機繊維テープの厚みで、0.1〜1.0mmである。)
(もっと読む)
FRP構造要素およびそれを用いたパネル構造体
【課題】構造体の各部を形成する構造要素という概念に着目し、該構造要素に特別の工夫を加えることで、FRP構造体全体として高い設計の自由度を持って容易に所望の形状に成形可能とし、かつ、構造要素単体としてもその集合体としてもFRPが有する優れた特性を容易に発現させることが可能なFRP構造要素、およびそれを用いたパネル構造体を提供する。
【解決手段】平面形状が5角形または6角形の多角形に形成された繊維強化樹脂成形体からなり、該多角形の全辺部にスチフナが閉ループ形状に形成されて閉ループ稜構造に構成され、該閉ループ形状の内側が面構造に構成されていることを特徴とするFRP構造要素、およびそれを用いたパネル構造体。
(もっと読む)
耐摩耗性の繊維強化複合材及びその製造方法
【課題】アンダーコート層、或いは、セラミックス粒子が食い込んだトップコート層を設けることなく、良好な接着強度を有する溶射皮膜が形成された耐摩耗性の繊維強化複合材及びその製造方法を提供する。
【解決手段】最外層に溶射皮膜層4を有する耐摩耗性の繊維強化複合材1であって、繊維強化プラスチック基材層2と、繊維強化プラスチック基材層2の表層に積層されたガラス繊維強化プラスチック層3と、ガラス繊維強化プラスチック層3の表層に溶射により被覆された溶射皮膜層4とを有する。
(もっと読む)
しわの発生が少ない高度に曲線の付けられたスチフナの製造方法及び製造装置
【課題】曲線を有する繊維補強複合部材を製造方法において、レイアップ工程中に、しわが発生することを実質的に低減又は解消でき、且つプライの切り分け及び継ぎ合わせの必要としない、硬度に曲線の付けられた繊維補強複合部材を製造するための方法及び装置を提供する。
【解決手段】所望の面外湾曲及び対応するマンドレル面内形状変化を有するマンドレルを用いて、プライを面外湾曲に適合させること、すなわち、各プライの繊維を公称直線配向から面外湾曲により決定される変形配向へと全般的に変形せしめることを含む。レイアップの締め固めは、各プライを締め固めて、プライのしわを実質的に除去し、且つ変形された繊維配向をプライに設定する。
(もっと読む)
ゴム−金属複合体の製造方法、ゴム−金属複合体、タイヤ、免震用のゴム支承体、工業用ベルト、及びクローラー
【課題】ゴムと金属材料との初期接着性、耐湿熱接着性、及び接着耐久性に優れたゴム−金属複合体の製造方法、前記ゴム−金属複合体の製造方法により製造されたゴム−金属複合体、前記ゴム−金属複合体を備えたタイヤ及び免震用のゴム支承体、並びに前記ゴム−金属複合体を適用した工業用ベルト及びクローラーを提供する。
【解決手段】金属材料とpH5以上pH7.2以下の緩衝液とを接触させる工程と、前記接触後の金属材料とゴムとを接着させる工程と、を有するゴム−金属複合体の製造方法である。
(もっと読む)
繊維強化プラスチック部品
【課題】孔のあいた板状の強化繊維プラスチック部品において、孔の周囲の強度を高める。
【解決手段】ヒンジを構成する要素であるヒンジプレート12は、先端20側に孔14があけられている。ヒンジプレート12を多層構造とし、その少なくとも1層を複数の補強繊維26を有する補強層22とする。補強層22の複数の補強繊維26は、孔14の先端20側では、孔14の周囲に同心円状に配置される。この同心円状に配置された部分の両端が、先端20と反対側の基端18に向けて延びる。
(もっと読む)
繊維強化プラスチック部品
【課題】繊維強化プラスチック部品において、補強繊維を適切に配置し、部品の強度を高める。
【解決手段】繊維強化プラスチック部品10は、スリット16を有する筒部分14と板部分18と、板部分に交差し、筒部分と隣り合って延びる側方板20を有する。筒部分14と板部分18に、これらの部分に連続するように連続層22,24を設ける。これらの連続層の補強繊維は、筒部分においては周方向に延び、板部分においては筒部分から離れる方向に延び、かつ筒部分と板部分で連続している。これにより、筒部分と板部分を分離しようとする力に対抗する。側方板は、板部分を貫通する複数の側方心材42を有する。側方心材により、スリットを広げ、板部分の層間を引き剥がそうとする力に対抗する。
(もっと読む)
フィラメントワインディング装置
【課題】2軸回転式のFW装置において自転及び公転の加減速頻度を少なくしてインプレーン巻きの速度を向上させ、生産性を向上する。
【解決手段】公転アームを公転軸に対して傾斜させ、公転アームに対して回転可能に傾斜アームを保持し、傾斜アームの先端に自転軸を回転可能に保持し、自転軸にマンドレルを保持する。公転アームに対して傾斜アームを傾けた状態で公転させることで、自転軸の回転を少なくしてインプレーン巻きすることができ、巻回時間を短縮することができる。
(もっと読む)
炭素繊維巻きテープとその製造方法
【課題】保管や運搬が容易であり、作業性を著しく向上させることができる、円筒状芯材に炭素テープが巻き付けられた炭素繊維巻きテープの提供。
【解決手段】炭素繊維と芳香族ポリアミド樹脂又は脂肪族ポリアミド樹脂を含む複合体からなる炭素繊維テープが、円筒状芯材に巻き付けられた炭素繊維巻きテープであって、特定式から求められる炭素繊維テープの幅(W)が5〜100mmの範囲であり、前記幅の炭素繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである炭素繊維巻きテープ。4.5×F×t≦D≦50×F×t(II)(式(II)中、Fは炭素繊維量で20〜60質量%の範囲であり、tは炭素繊維テープの厚みで0.1〜0.5mmの範囲である。)
(もっと読む)
フラット・ワイヤおよびその製造方法
【目的】時間が経過してもらせん形状に変化が生じにくいフラット・ワイヤを提供する。
【構成】フラット・ワイヤ10は,熱硬化樹脂が含浸された多数本の炭素繊維31から構成されている。フラット・ワイヤ10の横断面は長方形であり,常に内方を向く内面12と常に外方を向く外面11をもち,長手方向に一定の径でらせん状に型付けられている。フラット・ワイヤ10を構成する炭素繊維31は,内面12から外面11に向かうにしたがってその長さが次第に長くなっている。
(もっと読む)
繊維塗布機械
【課題】複合材料からなる部品を生産するための塗布ローラを有する繊維塗布機械に関し、樹脂を用いて繊維を予備含浸する際に、繊維張力制限システムや繊維搬送システム等を備え、直線的な設計で、空間要求性が減少し、より安価な繊維塗布機械を提供する。
【解決手段】繊維塗布機械は、塗布ローラーと繊維を前記塗布ローラーに案内するための手段とを備える繊維塗布ヘッド移動システム、繊維貯蔵手段、および、前記貯蔵手段から塗布ヘッドまで繊維を搬送するための繊維搬送手段を備えている。該繊維塗布機械は、繊維搬送手段は可堯管を備え、各管はその内部通路に繊維を受け入れることができる。
(もっと読む)
繊維強化複合材
【課題】熱可塑性樹脂を用いた繊維強化複合材の機械的強度を向上する。
【解決手段】本発明の筐体用繊維強化複合材は、重量平均による繊維長さが10〜30mmであり、不織布に由来する強化繊維と、強化繊維を保持する熱可塑性樹脂からなるマトリクス材と、を備えることを特徴とする。この繊維強化複合材100,200は、厚み方向の中央部に配置される内層101,201と、内層101,201の厚み方向の両側に配置される外層103,203とを備える場合、外層103よりも内層101に多く強化繊維が存在する形態(a)と、内層201よりも外層203に多く強化繊維が存在する形態(b)とを包含する。また、厚み方向に強化繊維が断続的に存在する形態(c)も包含する。
(もっと読む)
61 - 80 / 331
[ Back to top ]