
Fターム[4F206AD16]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 形状、構造 (4,599) | 繊維製品(編織物、不織布、長繊維物、コード) (236)
Fターム[4F206AD16]に分類される特許
221 - 236 / 236
熱可塑性エラストマー製歯付ベルトの製造方法。
【課題】樹脂の流れを均一にして心線の並びを良好にし、ベルトスリーブのスクラップ量を低減した熱可塑性エラストマー製歯付ベルトを提供する。
【解決手段】内型3がベルト成型部11とその両端の支持部10からなり、この支持部10に着脱リング14a,14bを装着してベルト成型部11の外周面と同一面にした後、心線16を一方の着脱リング14aの巻始め領域Sからベルト成型部10へ、そして他方の着脱リング14bを巻終り領域Tにして巻付けし、ベルト成型部10の両端部15で心線止め部Pを形成した後、巻始め領域Sと巻終り領域Tに巻付けた心線16を切断して各着脱リング14a,14bを抜取り、この内型3を外型2bに設置し、溶融樹脂33をベルト成型部の幅をゲート幅とするフィルムゲート46から心線の巻付け方向へ流し込んでベルトスリーブ18を成形し、内型3から脱型したベルトスリーブ18を切断して歯付ベルトにする。
(もっと読む)
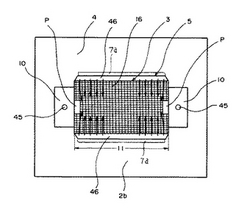
加飾樹脂成形品及び加飾樹脂成形品の射出成形方法

【課題】 表皮材がキャビティ内において成形時に延ばされないようにした。
【解決手段】 可動型7にインサート型保形部材2bを保持するインサート型保形部材保持部としての引掛け突起7dを設け、固定型6及び可動型7の型締め時には、加飾樹脂成形品であるピラーガーニッシュ2の隅角形状部2aを形成する固定型6の隅角形状部成形凹部6c内に可動型7側の引掛け突起7dに保持されたインサート型保形部材2bを挿入することにより表皮材4の裏面側を押圧して表皮材4を挟持固定し、固定型6及び可動型7の型締めによって形成されるキャビティ内においてインサート型保形部材2bをインサートしたままピラーガーニッシュ4を成形するように構成した。
(もっと読む)
制御パネルと制御パネルの製造方法
自動車用の制御パネル(1)で、線状要素(2)から構築されたフレーム構造(3)を持ち、線状要素で区分されたフレーム構造の領域(4)を少なくとも部分的にプラスチックシート要素(5)で塞ぎ、プラスチックシート要素を単体材料結合により線状要素と結合する。これにより、従来の通常の単に部分的な強化とは対照的に、制御パネル全体の包括的な強化を初めて達成できる。 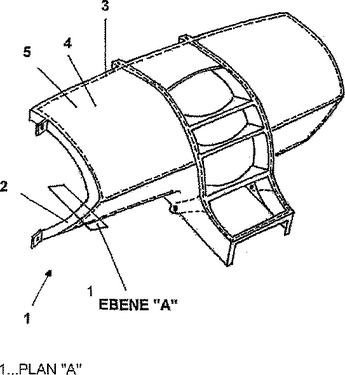 (もっと読む)
(もっと読む)
繊維強化プラスチック成型品の製造方法
【課題】 多数の接合部を有する複雑な3次元構造を有するファン等の羽根車などをクローズドモールドで生産することを可能とし、しかも接合部の強度を確保でき、製品間のばらつきが少ない製造方法、接合強度の高い3次元成型品を提供する。
【解決手段】 最終製品形状に相当する形状を有する強化繊維製プリフォームを金型内にセットし、閉型する工程;該金型内に、マトリックス樹脂を充填し、硬化する工程を含む製造方法。当該方法で成型されるFRP成型品は、複数枚の強化繊維シートを組合わせてなる3次元形状の強化繊維プリフォームにマトリックス樹脂が含浸された繊維強化プラスチック製成形品であって、第1の強化繊維シートと第2の強化繊維シートとの接合部分で、両者のマトリックス樹脂が渾然一体化している。
(もっと読む)
直接射出成型栓体を形成するための成型機
成形充填密封包装容機械でカートンに直接栓体を成型する構成とする。当該機械は、カートンを受け取り形成するカートン成形ステーションおよび直噴射出成形ステーションとを含む。成形ステーションは、カートンを受け取る内部成形工具と、外部成形工具セットとを有する。内部および外部成形工具セットは、その間でカートンの一部を受けて固定し、カートンの一部を入れる鋳空を画成する。外部成形工具セットは、ポリマー射出システムを受け入れ、鋳空にポリマーを射出するための開口を画成する。栓体がカートンの所定場所に直接成型され、鋳空内に配置されたカートンの開口の内周縁を被覆する。包装機械は、カートンを充填する充填ステーションおよびカートンにシールを形成する密封ステーションも含む。  (もっと読む)
(もっと読む)
荷重担持用織地アセンブリおよびキャリヤ・アセンブリを製造する方法
【課題】荷重担持用織地アセンブリにおいて取付欠陥を容易に検出できるようにする。
【解決手段】荷重担持用織地14はキャリヤ16に対して直接的に取付けられる。フレーム12には、キャリヤおよび織地が該フレームに対して取付けられた後で、キャリヤと荷重担持用織地との間の接合部の目視検査を可能とする視認ポート18が形成される。荷重担持用織地アセンブリに対するキャリヤを製造する方法は、織地の少なくとも一部を成形型の表面に直接的に係合させ乍ら織地を成形型の内側に載置する段階と;織地の融点より高い融点を有すると共に溶融した熱可塑性プラスチックを成形型内へと注入してキャリヤを成形する段階と;溶融した熱可塑性プラスチックが硬化して織地上にキャリヤを直接的に成形することを許容する段階とを含む。織地は、溶融した熱可塑性プラスチックが進入することで織地が成形型キャビティの表面に付勢される様に位置決めされる。
(もっと読む)
一体化成形品およびその製造方法
【課題】FRP製第一の部材と他の第二の部材とが強固に接着した一体化成形品を提供する。
【解決手段】マトリックス樹脂に多数本の連続したフィラメントからなる強化繊維群が層状に配置された第一の部材と、熱可塑性樹脂組成物(A)からなる第二の部材とが結合されてなる一体化成形品において、第一の部材と第二の部材とが、熱可塑性樹脂組成物(B)を介して接着されており、かつ(A)および(B)を構成する熱可塑性樹脂の溶解度パラメータδ(SP値)の差の絶対値(|δAーδB|)が1.2以下である一体化成形品、およびその製造方法。
(もっと読む)
管継手の製造方法
【課題】
不織布層と合成樹脂層とをそれぞれ均一の厚さに形成できるような、合成樹脂複合成形品の製造方法の提供。
【解決手段】
不織布13からなる不織布層11aと、該不織布層11aに積層される合成樹脂からなる合成樹脂層11bとを有するとともに、その厚み方向に凹凸を有する合成樹脂複合成形品11,40の製造方法であって、シート状の不織布13を、上記成形品中の不織布層11aの凹凸形状に対応する凹凸形状に成形する不織布成形工程と、該不織布成形工程で成形された不織布上に、上記成形品中の合成樹脂層の凹凸形状に対応する形状の合成樹脂を成形する合成樹脂成形工程とを有する合成樹脂複合成形品の製造方法。
(もっと読む)
電子部品をコンディショニングガスでカプセル封入する方法および装置
【課題】金型に電子部品をカプセル封入するときにおける金型とカプセル封入材との間の付着問題を改善する。
【解決手段】本発明は、A)カプセル封入用電子部品(12)を金型キャビティ(4)に載置する工程及び、B)カプセル封入材(5)を金型部(4)に供給する工程、のプロセス工程によって、電子部品を金型(2、3)にカプセル封入する方法に関し、金型キャビティ(4)を画定する金型面(8)の少なくとも一部は、大気に対して酸素濃度が減じられたコンディショニングガスと接触する。該装置はまた、電子部品(12)、特に半導体を、カプセル封入材でカプセル封入する装置に関連する。
(もっと読む)
高負荷伝動ベルトおよびその製造方法
【課題】より短い時間で効率よく製造することができ、しかもブロックとセンターベルトとの間が強固に固定されており、ブロックとセンターベルトとの摩擦の発生やセンターベルトの切断などの問題を防止した寿命の長い高負荷伝動ベルトおよびその製造方法を提供する。
【解決手段】センターベルト3と、該センターベルト3の長手方向に沿って複数のブロック2を設けた高負荷伝動ベルト1において、センターベルト3はエラストマー4中に心線5をスパイラル状に埋設すると共に上下面の少なくとも片面に補強布6を有し、一方ブロック2は樹脂からなっており、ブロック2を構成する樹脂が前記補強布6の布目に食い込むことによってブロック2とセンターベルト3をアンカー固定してなる。
(もっと読む)
加飾成形品及びその製造方法
【課題】金型のキャビティ内に充填される溶融樹脂が加飾シートの貫通孔から加飾シートの表面側へ流出するのを防止する。
【解決手段】表面部材101を加飾する加飾シート102の裏面に貫通孔102aを加飾シート102の裏面から閉塞し、かつ表面部材101との接着が可能なフィルム103が積層接着された状態に設けられているため、加飾成形品10を金型によりモールド成形するときに、加飾シート102に模様パターンを構成する多数の貫通孔102aが形成されていても、金型のキャビティに充填される溶融樹脂が加飾シート102の貫通孔102aから加飾シートの表面側へ流出するのを防止する。
(もっと読む)
発泡体裏打ち空気透過性織物製品の製造方法および装置
【解決手段】発泡体裏打ち空気透過性織物製品の製造方法では、フィルム等を設けて反応物または発泡体が可視面に侵入することを防止する替りに、反応物または反応物の反応によって形成された発泡体のいずれも織物製品に侵入することができないように、反応中に発生した圧力を意図的に減少させる。このようにして製造された製品は、気候的な快適性が改善され、より良好な音響効果を達成することができる。本発明は、本方法を実施するのに適した装置、および対応する発泡体裏打ち空気透過性織物製品にも関する。 (もっと読む)
装飾製品の金型内ラミネーション
装飾層1、バッキング層3、及び非常に優れた“深みのあるイメージ”を提供するクリアー外層5を有している装飾用熱可塑性配合材の製造方法に関する。バッキング層3をクリアー外層5の背面、且つ薄い箔、フィルム、ファブリック、又はベニヤ材1の上面にバッキング層3を射出成形することにより、広範囲に渡る装飾パターンを有している装飾用アップリケ又は保護用アップリケを形成することができる。  (もっと読む)
(もっと読む)
主基材に対する装飾製品のインモールドラミネーション
露出前面、背面、シェルの背面に形成され接着された発泡層、及び前面及び背面を有するアップリケを有している好ましくは可撓性を有するプラスチック材料のシェルを含んでいる装飾トリムパネルに関する。アップリケは、外側シェルの露出前面の一部の形状を引き立たせるように形成される。そして、アップリケは、スキンの背面と前面との間に接着層をさらに含んでいる。接着剤は、アップリケをシェルに接着する発泡層を形成している間に活性化される。対応する装飾トリムパネルの製造方法についても開示されている。 (もっと読む)
剛性部と関節状部分とから成るプラスチック射出成形部品およびその用途
本発明は、少なくとも1つの剛性領域(11)および少なくとも1つの可撓性弾性関節状領域(12)を有するプラスチック射出成形部品(10)に関する。前記射出成形部品は、剛性領域の近傍にある少なくとも1つの射出点(1)からコインジェクション成形される様々なプラスチック組成物から、1つのキャビティ内で生産され、一方の構成要素が剛性領域を過ぎて突出し、関節状領域を形成することを特徴とする。 (もっと読む)
プラスチック支持体及びその製造方法
自動車両のインナカバー部材用のプラスチック支持体(1)の製造方法並びにそのようなプラスチック支持体(1)に関する。プラスチック支持体(1)はエアバック通過用の跳ね蓋(4)を有する。跳ね蓋(4)のヒンジ領域は粗メッシュ状の織物部材(2)を用いて補強されている。製造時、先ず織物部材(2)が後の跳ね蓋(4)のポジションで射出成形用鋳型内へ入れられる。引き続く射出成形時、プラスチック材料が織物部材(2)を一方では型内壁に押し付け、他方では粗いメッシュ構造を通じて織物部材(2)に入り込む。射出成形後、跳ね蓋(4)の開口輪郭線を決定する破断線(5、6、7)が好ましくはレーザ加工により製造される。  (もっと読む)
(もっと読む)
221 - 236 / 236
[ Back to top ]