
Fターム[4F206AD16]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 形状、構造 (4,599) | 繊維製品(編織物、不織布、長繊維物、コード) (236)
Fターム[4F206AD16]に分類される特許
21 - 40 / 236
複合体及びその製造装置及び方法
【課題】軽量で強度や耐久性に優れ、かつ、外観や手触り感が良好な複合材及びその製造装置及び方法を提供する。
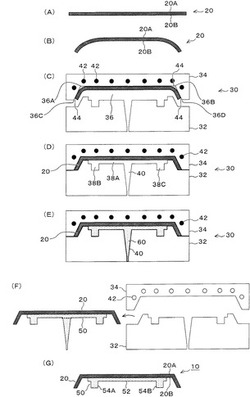
【解決手段】強化繊維を含有し、熱可塑性樹脂からなるシート材20を、熱成形によって仮賦形(図1(C))してから金型30のキャビティ36にインサートする(図1(D))。そして、該シート材20を加熱冷却すると同時に、あるいは、加熱冷却後に、前記シート材20の主面20Bに熱可塑性樹脂を射出成形して金型形状に追従させ(図1(E)及び(F))、冷却後に金型30から複合体10を離型する(図1(G))。複合体10は、強化繊維を含有する熱可塑性樹脂からなるシート材20と、熱可塑性樹脂からなる射出成形部50が一体に強力に融着されており、軽量で強度や耐久性能に優れている。しかも、外観や手触り感が良好であり、成形後に別途表面処理を施すことなく、シート材主面20Aをそのまま仕上がり面として利用可能である。
(もっと読む)
樹脂組成物及びその成形体の製造方法
【課題】少ない導電性フィラーの使用量で優れた電磁波シールド性を示す成形体を製造することが可能な樹脂組成物及びその成形体の製造方法を提供する。
【解決手段】(A)熱可塑性樹脂10〜98質量%と、(B)平均繊維長1mm〜20mmの導電性繊維1〜50質量%と、(C)平均粒径5〜100μmの非導電性球状無機フィラー1〜50質量%と、を含有する(但し、(A)熱可塑性樹脂、(B)導電性樹脂、及び(C)非導電性球状無機フィラーの含有量の合計を100質量%とする)。
(もっと読む)
炭素繊維強化ポリプロピレン樹脂成形品
【課題】難燃性や成形性が良好で、ポリプロピレン樹脂と炭素繊維との界面接着性が良く力学特性に優れた炭素繊維強化ポリプロピレン樹脂成形品を提供すること。
【解決手段】(A)ポリプロピレン樹脂40〜94.5重量%、(B)炭素繊維5〜40重量%、および(C)難燃剤0.5〜20重量%を含んでなる炭素繊維強化ポリプロピレン樹脂成形品であり、成形品中において(B)炭素繊維が屈曲して存在していることを特徴とする炭素繊維強化ポリプロピレン樹脂成形品。
(もっと読む)
複合成形体の製造方法および装置

【課題】比較的小さな装置スペースにて、短時間のうちに効率よく、容易に、しかも低コストで、目標とする複合成形体を製造可能な、複合成形体の製造方法および装置を提供する。
【解決手段】1台の竪型プレス機に、強化繊維含有溶融熱可塑性樹脂をプレス動作による型締動作と連動させて型内に射出する射出成形用ステーションを設けるとともに、該射出成形用ステーション以外の他工程用ステーションを少なくとも1つ併設することにより、1台のプレス機に対し複合成形体製造用動作のための一連のステーションを形成し、該一連のステーションにおける前段のステーションでの処理体を後段のステーションに順送するとともに、全ステーションにおける動作をプレス機によるプレス動作と連動させて行うことを特徴とする複合成形体の製造方法、および製造装置。
(もっと読む)
タイヤ、及びタイヤの製造方法
【課題】熱可塑性樹脂材料を用いて形成され、且つ、弾性率が高く、転がり抵抗が抑制されたタイヤの製造方法、及び、該製造方法により製造されたタイヤの提供。
【解決手段】スクリュー長Lとスクリュー径Dとの比(L/D)が60〜150であるスクリューを備えた2軸混練機を用い、分子内にハードセグメント及びソフトセグメントを有する熱可塑性エラストマーを含み、固有粘度が0.5dl/g〜5.0dl/gである原料熱可塑性樹脂材料を、前記ハードセグメントを構成するポリマーの融点よりも5℃〜50℃高い温度で、10分〜30分混練する混練工程と、前記混練工程を経て得られた熱可塑性樹脂材料によって、タイヤ骨格体17を形成するタイヤ骨格体形成工程と、を含むタイヤの製造方法。
(もっと読む)
樹脂成形体の製造方法
【課題】有機繊維及び熱可塑性樹脂を含有し、高い衝撃強度を有する成形体を製造することが可能な樹脂組成物成形体の製造方法を提供する。
【解決手段】有機繊維と、熱可塑性樹脂とを含有する樹脂組成物を、射出成形機を用いて可塑化する可塑化工程と、
前記可塑化工程によって可塑化された樹脂組成物を、金型キャビティ内に充填する充填工程と、
前記金型キャビティ内に充填された樹脂組成物を、70〜300MPaの保圧力で0.5〜60秒間保持する保圧工程とを有する樹脂成形体の製造方法。
(もっと読む)
熱可塑性樹脂発泡成形体及びその製造方法
【課題】軽量で且つ、優れた断熱性及びクッション性を有する熱可塑性樹脂発泡成形体とその製造方法を提供する。
【解決手段】表裏スキン層1a、1bの内面に表裏発泡層2a、2bが設けられていると共にこれらの表裏発泡層2a、2b間にコア層3を設けてなり、上記コア層3は、上下両端が上記表裏発泡層の対向面に連らなっている無数の細い短繊維状樹脂体3aと、隣接する短繊維状樹脂体間に形成された空隙3bとからなることを特徴とする熱可塑性樹脂発泡成形体。
(もっと読む)
車両用樹脂パネル及びその製造方法
【課題】車両用樹脂パネルのクラックを防止するとともに熱伸びを抑制する。
【解決手段】板状基材5の裏面に補強リブ15が一体に突設されたボンネットフード1において、基材5の裏面における補強リブ15非突設箇所、及び補強リブ15の基端側側面に、基材5成形時に不織布19に溶融樹脂Rを含浸させてなる補強布17を設ける。
(もっと読む)
成形品、高強度部材および成形品の製造方法
【課題】機械強度に優れた成形品を提供する。
【解決手段】フェノール樹脂(A)および繊維(B)を含み、繊維(B)の重量平均繊維長が1mm以上50mm以下であるとともに、繊維(B)の繊維長分布について、短繊維長側から重量累積50%における繊維長L50に対する重量累積90%における繊維長L90の比L90/L50比が2以下である、成形品。
(もっと読む)
複合成形品およびその製造方法
【課題】板状部材に貫通穴などを設けることなく射出成形金型にインサートすることができ、自由に熱可塑性樹脂を一体化することができる複合成形品の製造方法を提供する。
【解決手段】強化繊維を含む樹脂組成物からなる板状部材を製造し、射出成形金型のキャビティ内に位置決め固定した後、分散した強化繊維で強化された熱可塑性樹脂組成物からなる樹脂部材を射出成形により一体化させた複合成形品の製造方法であって、前記板状部材に突起部材を予め凸設し、前記突起部材を前記キャビティの内面に設けられた凹形状部に嵌め込んで位置決めを行った後、射出成形することを特徴とする複合成形品の製造方法。
(もっと読む)
複合成形体の製造方法
【課題】不連続繊維強化樹脂成形体と長繊維あるいは連続繊維強化樹脂成形体とを、大きな面積を有する成形品、さらにはその肉厚が薄い成形品に対しても、特別な手法によることなく低圧で容易にかつ反り等の変形を抑えて精度よく所望の形態に一体成形できるようにした複合成形体の製造方法を提供する。
【解決手段】竪型プレス機のプレス端に金型を配置し、該金型のキャビティ内に、強化繊維と熱可塑性樹脂からなる予備成形体を配置し、該キャビティの残りの空間内に不連続強化繊維を含有する溶融熱可塑性樹脂を射出し、竪型プレス機によるプレスでキャビティを所定の容積に縮小することによって、不連続強化繊維含有溶融熱可塑性樹脂をキャビティ内に充満させつつ予備成形体をキャビティの所定の内面に押し付け、該不連続強化繊維含有熱可塑性樹脂と予備成形体を一体化して複合成形体に成形することを特徴とする複合成形体の製造方法。
(もっと読む)
収納構造体およびそれを用いた収納方法
【課題】従来技術におけるばね支持体と同等の収納物保持機能を確保しつつ、全体として構造の簡素化、部品点数の大幅な削減、製造の容易化が可能な収納構造体、およびそれを用いた簡便かつ合理的な収納方法を提供する。
【解決手段】四面に囲まれた収納物収納空間を有する収納構造体であって、該構造体全体が一体に成形されており、四面の少なくとも一面を形成する壁が繊維強化熱可塑性樹脂からなり、かつ、該繊維強化熱可塑性樹脂からなる壁が、収納空間内部に向かって湾曲して張り出し、ばね性能を発揮可能な凸状壁に構成されていることを特徴とする収納構造体、およびそれを用いた収納方法。
(もっと読む)
表面に天然木目柄を有する成型品の製造方法
【課題】自動車の内装部品、携帯電話、家電製品などの工業製品の外観に天然の木目を加飾する場合に天然木突板シートをもちいるが比較的緩やかな曲面形状でも製造過程で割れや層間剥離をおこすことが多い。また、予備成形や射出成形後に打ち抜くなど工程数が多く生産性が悪い。天然の木の風合いを持った成形品を得る方法を提供する。
【解決手段】表面改質処理を施して密着性が向上しシート全体が補強され層間の接着強度が向上した天然木突板シートを得る。さらにあらかじめ決定した外周形状に天然木突板シートを打ち抜き、金型内に配置したのち射出成形することにより予備成形の工程や射出成形後に打ち抜く工程を省くため生産性が高い。また、得られた成形品の表面に表面改質処理を施し密着性が高く強度のある薄い塗装で木の風合いを損なわない成形品。
(もっと読む)
発泡成形部材、その取付用クリップ、発泡成形部材の製造方法並びに発泡成形部材の取付構造
【課題】比較的簡易な構造の金型を用いて製造することが可能であり、且つクリップ本体の端面に挿入穴を塞ぐ封体を設けることを不要とすることが可能なクリップと、このクリップを備えた発泡成形部材と、この発泡成形部材の製造方法と、この発泡成形部材を被取付部材に取り付けた取付構造とを提供する。
【解決手段】クリップ10は、被取付部材20に設けられたクリップ係止用突起21が挿入される挿入穴12を有した筒状のクリップ本体11と、該挿入穴12の内周面に設けられた、該クリップ係止用突起21が係合する係合部15とを備えている。係合部15は、クリップ本体11を外周側から挿入穴12まで貫通した貫通孔16よりなる。
(もっと読む)
エアフィルタユニットの製造方法
【課題】フィルタ濾材と射出成形による枠体とを備えたエアフィルタユニットのリーク発生を抑制する。
【解決手段】キャビティ21の直路22,23に少なくとも1つずつゲート32,33を配置するとともに、フィルタ濾材1の山谷線11に垂直な直路22に配置されるゲートの数が平行な直路23に配置されるゲートの数よりも多く、キャビティ21の周回路の隅角部24に最も近いゲート32eが直路22に位置するように、ゲート32,33を配置し、ゲート32eから射出されて隅角部24へと向かう樹脂42の流れが、直路23から隅角部24を経由して直路22へと回り込んできた別の樹脂43の流れと直路22において衝突するようにタイミングを定め、ゲート32,33から樹脂を射出する。この方法によれば、フィルタ濾材1の隅角部近傍における山谷形状の崩れを防止できる。
(もっと読む)
ガラス繊維強化ポリアミド樹脂組成物
【課題】 高い機械特性、特に剛性と耐熱老化性に優れるポリアミド樹脂組成物を提供する。
【解決手段】 ポリアミド樹脂(A)40〜20重量部、ガラス繊維(B)60〜80重量部、及び銅化合物(C)0.01〜0.5重量部を含むガラス繊維強化ポリアミド樹脂組成物であって、該樹脂組成物からなるペレットにおける残存ガラス繊維長より求められる単位本数あたりの平均ガラス表面積(S)が、臨界ガラス表面積(Sc)の1.1倍以上となるガラス繊維強化ポリアミド樹脂組成物。
(もっと読む)
繊維強化複合材用の不織布素材
【課題】熱可塑性樹脂を用いた繊維強化複合材の機械的強度を向上する。
【解決手段】不織布素材に由来する強化繊維と、強化繊維を保持する熱可塑性樹脂からなるマトリクス材と、を備える繊維強化複合材に用いられる不織布素材であって、この不織布素材は、熱可塑性樹脂からなる繊維を含む。この不織布素材は、不織布を作製(抄紙)する際に、熱可塑性樹脂からなる繊維も同時に抄紙することで、強化繊維と熱可塑性樹脂からなる繊維がランダムに配向する形態を含む。また、この不織布素材は、強化繊維からなる不織布と熱可塑性樹脂繊維からなる繊維シートとが積層されている形態とすることもできる。
(もっと読む)
加工物を製造するための成形方法
【課題】樹脂の悪臭を低減する。
【解決手段】型1,2内にガラス繊維4を準備するステップと、ガラス繊維4の周囲に閉鎖された型キャビティ7を準備するステップと、閉鎖された型キャビティ7内に無酸素ガスを流通させるステップと、前記閉鎖された型キャビティ7内に樹脂を噴射するステップと、成形された加工物を硬化させるステップとを有する。
(もっと読む)
射出成形品及びその製造方法
【課題】本発明は、優れる耐摩性及び高強度を有する射出成形品及びその製造方法を提供することを目的とする。
【解決手段】本発明に係る射出成形品は、第一表皮材、中間層及び第二表皮材を備える。前記第一表皮材は軟質層であり、前記中間層はプラスチック層であり、前記第二表皮材は硬質層である。前記第一表皮材及び前記第二表皮材は、一次射出成形によって前記中間層の対向する両面にそれぞれ結合される。
(もっと読む)
電子装置のケース体及びその製造方法
【課題】アンテナ放射体と一体成形されて、アンテナ放射体を内蔵した電子装置のケース体及びその製造方法を提供すること。
【解決手段】本発明の電子装置のケース体は、軟質層と、前記軟質層に固着されるアンテナ放射体と、前記軟質層のアンテナ放射体が設けられている片面を被覆して接合される本体部と、を備える。前記アンテナ放射体の一端は、前記軟質層と前記本体部の間から両者の外部へ延出される。
(もっと読む)
21 - 40 / 236
[ Back to top ]