
Fターム[4F206AD16]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 形状、構造 (4,599) | 繊維製品(編織物、不織布、長繊維物、コード) (236)
Fターム[4F206AD16]に分類される特許
121 - 140 / 236
ゴムクローラの製造方法及びその成型用金型
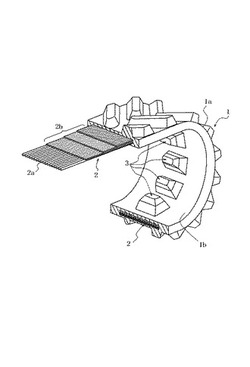
【課題】ゴムクローラを効率よく製造できる方法及び形成用金型を提案する。
【解決手段】内側モールド4と、この内側モールド4に合わさる外側モールド5との相互間に、クローラの内周壁を形成するインナーゴムシート、補強層を形成する埋設部材及び接地部を形成するアウターゴムシートをそれぞれ順次に積層配置して加圧、加硫、成型してゴムクローラを製造するに当たり、前記内側モールド4に、インナーゴムの内表面につながり該内側モールドの周りに沿い間隔を掛けて配列された複数のキャブティを有するモールドを設置し、このモールドのキャビティ内にゴム材料をそれぞれ供給、充填することによりインナーゴムと一体になる駆動突起用の凸部を形成する。
(もっと読む)
織物加飾樹脂製品の成形方法

【課題】透明又は半透明の熱可塑性樹脂に炭素繊維及び/又は合成繊維で成る織物シートを積層し含有させ強度、意匠性、成型性に優れた織物加飾樹脂製品の成形方法を提供する。
【解決手段】熱可塑性樹脂で成る透明又は半透明の透過シートを予熱して金型内で加圧し予備成形し、炭素繊維及び/又は合成繊維の繊維束内に前記透明又は半透明の熱可塑性樹脂フィラメントを織り込んで成る織物シートを予熱して金型内で加圧し予備成形し、前記予備成形された透過シートと織物シートは、該透過シートを表面側に位置させて重ね合わせた状態で、熱加圧成形により両者を一体化し加飾予備成形品を成形し、前記加飾予備成形品を射出成型用金型内にセットし、裏面側に前記熱可塑性樹脂と同質の熱可塑樹脂を射出成形して織物加飾樹脂製品を完成する。
(もっと読む)
フィルタ及びその製造方法
【課題】電気掃除機の遠心力集塵器用などとしてメッシュが枠体から外れにくい耐久性に優れたフィルタを提供する。
【解決手段】ABS樹脂製の枠体2と、枠体2のほぼ肉厚中心部で少なくとも周縁が保持されたPET樹脂製のシート状メッシュ3とを備えるフィルタ1において、前記枠体2が、前記メッシュ3に対して垂直方向に又は面方向内方に突き出たリブ5を要所に一体的に有することを特徴とする。
(もっと読む)
筐体製造方法
【課題】好ましい触感の筐体の製造に適した筐体製造方法を提供する。
【解決手段】金型の壁面に、凹凸模様を有する型材を配置する工程と、上記金型に溶融材料を注入する工程と、上記溶融材料を硬化させ、成形体を形成する工程と、上記成形体から上記型材を分離する工程と、を有する。ここで、上記型材を上記壁面に配置する工程後、該型材に重ねて、樹脂フィルムを配置する工程を有することや、型材は、凹凸模様を有する織布であることが好ましい。
(もっと読む)
シート材の樹脂成形方法
【課題】本発明は、表面形状が変形又は破損しやすいシート材の表面形状を損なうことなく樹脂封止して成形することが可能なシート材の樹脂成形方法を提供することを目的とするものである。
【解決手段】上面に凹部が形成された基板材1を成形し、形成された凹部にシート材3を収容してその上面に前処理用樹脂材料を付与する。付与方法としては、液状の樹脂材料をスプレーにより均一に散布して付与したり、上面を樹脂フィルムで被覆して加熱により融解して付与する。前処理用樹脂材料が付与されたシート材3の上面を含む下型10の上面全体に面方向に沿って封止用樹脂材料を流入させて充填する。充填した樹脂材料を固化させてシート材3を両側から樹脂封止する。
(もっと読む)
金属積層ボードおよびその製造方法
【課題】より確実に端末処理を施すことができるとともに形状自由度を向上させることのできる金属積層ボードおよびその製造方法を得る。
【解決手段】車両用ボード1は、2枚の金属板14,16の間に樹脂基材15を介在させて接合したボード17の表裏面のうち少なくとも一方の面に被覆材18を貼り合わせて形成した被覆材積層ボード6と、前記被覆材積層ボード6の端部6bに設けられるとともに、当該被覆材積層ボード6の端部6bを包み込む樹脂製の第1エンド部12と、を備えており、前記第1エンド部12を、インサート成形により前記被覆材積層ボード6と一体に形成した。
(もっと読む)
金属積層ボードおよびその製造方法
【課題】より確実に端末処理を施すことができるとともに形状自由度を向上させることのできる金属積層ボードおよびその製造方法を得る。
【解決手段】車両用ボード1は、2枚の金属板14,16の間に樹脂基材15を介在させて接合したボード17の表裏面のうち少なくとも一方の面に被覆材25を貼り合わせて形成した被覆材積層ボード6と、前記ボード17の端部を包み込む樹脂製のエンド部12と、を備えており、前記エンド部12は、当該エンド部12の端部のうち少なくとも前記ボード17の表裏面の一方の面側の端部12aが、前記ボード17の前記一方の面側の金属板表面と当該一方の面側に貼り合わされた被覆材25との間に介在するようにインサート成形されている。
(もっと読む)
フィルタユニットおよびその製造方法
【課題】ポリテトラフルオロエチレン(PTFE)多孔質膜および通気材を含むフィルタ濾材と枠体とを有するフィルタユニットにおいて、フィルタ濾材と枠体との接着力が良好であり、かつフィルタ濾材の変形が抑制されたフィルタユニットを提供する。
【解決手段】ポリテトラフルオロエチレン多孔質膜および前記多孔質膜を挟持するように配置された2枚のポリエステル通気材を含み、当該2枚のポリエステル通気材が、両表面においてそれぞれ露出しているフィルタ濾材3と、アクリロニトリル−ブタジエン−スチレン樹脂またはポリカーボネート樹脂が成形されてなり、前記フィルタ濾材を支持する枠体4と、を有するフィルタユニット5とする。
(もっと読む)
熱可塑性プラスチックの構造強化
本発明は、陥入/隆起を有する支持体スクリーン上にオーバーモールド成形された熱可塑性樹脂からなる成形熱可塑性プラスチック物品に関する。  (もっと読む)
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】ブロー成形体の膨張が妨げられることを抑制することができる樹脂成形品の成形方法及び成形装置を提供する。
【解決手段】パリソンをブロー成形して形成される中空のブロー成形体23の内部へ発泡性樹脂31を注入した後に、成形型10のキャビティの容積を拡大させるように成形型のコア部13を型開き方向に所定量移動し、前記発泡性樹脂の発泡を促進させてブロー成形体23を膨張させるようにした樹脂成形品の成形において、コア部13の移動開始前または移動開始後に、ブロー成形体23の膨張に伴ってブロー成形体23の延伸されることとなる部分23aに分離部23bを形成することを特徴とする。
(もっと読む)
転写シートおよび樹脂成形品の製造方法
【課題】表面に機能層を有する場合や機能層が一様でない場合においてもシワが少なく外観に優れ、密着性を確保し、さらに安価に樹脂成形品を製造する方法、および、このような樹脂成形品の表面に金属等の導体層を形成するために用いる転写シートを提供することを目的としている。
【解決手段】本発明における転写シート10は、フィルム転写成形に用いる転写シート10であって、樹脂層と1、前記樹脂層1中に埋め込まれ、所定材質の繊維を隙間を空けて織った織物2と、前記樹脂層1の一の面に形成され、転写対象の所定の機能を有する機能層とを備える。
(もっと読む)
フィラー高充填樹脂組成物、錠剤の製造方法およびそれからなる成形品
【課題】 本発明は、溶融成形が可能で、加工時の金型腐食がなく、得られた成形品は、高強度で用いるフィラーの特性を高効率に発揮することを可能とした従来得られることができなかったフィラー高充填熱可塑性樹脂組成物およびそれから得られる成形品の提供。
【解決手段】(a)重量平均分子量(Mw)が1万以上、重量平均分子量/数平均分子量(Mn)で表される分散度が2.5以下のポリアリーレンスルフィド5〜50容量%と(b)無機フィラー95〜50容量%からなるフィラー高充填樹脂組成物。
(もっと読む)
表皮一体成形物の製造方法
【課題】基体を備えない表皮一体成形物を容易に得られる製造方法を提供する。
【解決手段】樹脂製の本体11と、本体11の表面に一体に密着した表皮20とを備える表皮一体成形物1の製造方法であって、袋状の表皮20の口元部21を、口元部取付用の治具30に取り付ける工程と、袋状の表皮20内に樹脂12を充填する工程と、射出された樹脂12を冷却し、所定形状に保持する冷却・保持工程と、冷却・保持後の表皮一体成形物1を治具30から取り外す工程と、を含む。
(もっと読む)
型内被覆成形方法及び型内被覆成形品
【課題】植物繊維を強化材とした熱硬化性成形材料の圧縮成形や射出成形において、平滑性に優れ、ヒケの少ない型内被覆成形品を得る成形方法を提供する。
【解決手段】(A)キャビティ内で熱硬化性成形材料の圧縮成形又は射出成形により、植物繊維を強化材とする樹脂成形品を成形する工程、
(B)前記樹脂成形品が熱硬化性樹脂からなる型内被覆用組成物の注入圧力及び流動圧力に耐え得る程度に硬化した後、前記金型温度又は該樹脂成形品の型内被覆する表面側の金型温度を、前記熱硬化性成形材料を硬化させる温度よりは低いが、型内被覆用組成物が十分硬化する温度にする工程、
(C)該樹脂成形品の型内被覆する表面と金型の内壁との間に型内被覆用組成物を注入し、該樹脂成形品の表面上に被膜として硬化させる工程、を含むことを特徴とする、型内被覆成形方法である。
(もっと読む)
電磁波シールドケース体物品とその製造方法
【課題】網目状シールド体と樹脂との一体化を容易、かつ良好として複雑形状を有するケース体構成においてもその製造を容易とし、さらには、ROM周り等の必要な部位のみにおいて電磁波シールドを施すことも可能な、電磁波シールドケース体物品の新しい製造方法と、この方法による電磁波シールドケース体物品を提供する。
【解決手段】折り曲げによりケース体の中央部1Aとその周囲の折り曲げ辺部1Bとを構成する平板のケース体展開形状を有する網目状電磁波シールド体1を金型内にてインサート成形して形成した平板状の電磁波シールド部品を、ケース体形状に折り曲げた後に、金型内で樹脂2色成形する。
(もっと読む)
導電性樹脂成形体及びその製造方法
【課題】導電層を構成する極細導電繊維の脱落がなく、長期に亘って製造当初の導電性を維持できる導電性樹脂成形体と、その製造方法を提供する。
【解決手段】樹脂基体1の表面に極細導電繊維2aからなる導電層2が形成された導電性樹脂成形体Tであって、極細導電繊維2aが樹脂基体1の表面に埋入、固定されている構成とする。その製造方法は極細導電繊維を分散させた塗液を剥離フィルムに塗布、乾燥して形成した転写フィルムを射出成形金型又はプレス成形金型に配置し、樹脂基体の成形と同時に導電層を転写して極細導電繊維を埋設、固定する。
(もっと読む)
芯材を有する成形品と、射出プレス成形方法および射出成形機
【課題】 芯材を有する成形品を射出成形機によって製造可能な射出プレス成形方法を提供する。
【解決手段】 移動型22の内部に芯材41を取付けたのち、固定型20と移動型22とを型締することにより、芯材41の一方の面41aと固定型20との間に第1のキャビティ61を形成する。第1の射出工程において、射出装置によって第1のキャビティ61内に材料M1を充填する。そののち移動型22を型開き方向に少し移動させることにより、芯材41の他方の面41bと移動型22との間に第2のキャビティ62を形成する。第2の射出工程において、第2のキャビティ62に材料M2を射出したのち、再び固定型20と移動型22を型締することにより、固定型20と移動型22との間で、材料M1,M2を加圧する。これら一連の射出プレス動作により、芯材41とスキン部材42とを有する成形品40が所定形状に成形される。
(もっと読む)
複合成形品
【課題】軽量、薄肉、高強度・高剛性で、かつ高意匠性、高耐傷性に優れたものであり、これらの特性が要求される用途に適した複合成形品を提供する。
【解決手段】シート状強化部材(II)と樹脂部材(III)とを含む複合成形品(I)において、少なくともシート状強化部材(II)と樹脂部材(III)との接合部にまたがる表面の一部に鉛筆硬度が2H以上の硬質層(IV)が形成されているとともに、該硬質層(IV)が形成されるシート状強化部材(II)と樹脂部材(III)との接合部の間隙Sが0〜50μmであり、かつ表面高低差Dが0〜50μmであることを特徴とする複合成形品(I)である。
(もっと読む)
把手付蓄電池の製造方法
【課題】把手2の把手帯体21に把手係止片22を一体成形する際に下金型4の支持体4aで把手帯体21を支持することにより、把手係止片22の成形不良を防止することができる把手付蓄電池の製造方法を提供する。
【解決手段】鉛蓄電池1に形成された把手装着部12に、編織物からなる把手帯体21の端部に一体成形された把手係止片22の嵌入部22aを係止する把手2を備えた蓄電池の製造方法において、上金型3と下金型4との間に把手帯体21の端部を挟持すると共に、下金型4の金型内面から突設した3本の支持体4aの先端によって把手帯体21を支持した状態で、これらの成形金型3、4の間に樹脂を充填することにより把手係止片22を把手帯体21に一体成形する構成とする。
(もっと読む)
樹脂製成形品
【課題】インサート物の作製が容易でかつインサート物と射出樹脂との密着性を高めることができる樹脂成形品およびその製造装置を提供する。
【解決手段】雄型3と雌型2との間のキャビティ7内に軟質性のメッシュ状電磁波シールド繊維11が配置され、雄型3と雌型2とが型締められる。このとき軟質性の電磁波シールド繊維11は雄型3の表面の形状に追従して変形する。このためキャビティ7内の形状に合わせてインサート物を作製する必要はない。またメッシュ状の電磁波シールド繊維11の表面に射出樹脂12が射出されて樹脂製成形品10が成形される。雌型2に設けられた突出型2bにより射出樹脂12に貫通穴13が形成される。
(もっと読む)
121 - 140 / 236
[ Back to top ]