
Fターム[4F206AD16]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 形状、構造 (4,599) | 繊維製品(編織物、不織布、長繊維物、コード) (236)
Fターム[4F206AD16]に分類される特許
201 - 220 / 236
車両用複合シャシ部片を製造する方法およびツール

本発明は、互いに対して調節可能な第1(14)および第2のツール部品(12)を備えるツール(10)内で、自動車両用の複合シャシ部片(16、28)、特にルーフモジュールを製造する方法に関する。外皮(16)が、第1のツール部品内に、外皮の第1のツール部品に面する側の外周領域(22)の少なくとも一部分(24)が、第1のツール部品に設けられた封止部材(18)内にきつく挿入されるように配置され、プラスチック材料(28)が、外皮の第1のツール部品とは反対側に面する側に付着され、このプラスチック材料の成形は、第2のツール部品によって実施され、この複合シャシ部片は、封止部材から開放され、ツールから取り外される。本発明は、さらに、対応するツールにも関する。 (もっと読む)
装飾フィルムのインサート成形方法
本発明は、熱可塑性材料(3)用の1またはそれより多くの入口開口部(5)を有する金型キャビティ(7)において、装飾フィルム(2)を熱可塑性材料(3)でインサート成形する方法に関する。フィルム(2)はその全面が金型キャビティ(7)の内壁に配置され、インサート成形の前に、少なくとも1つの入口開口部(5)の付近で装飾フィルム(2)に保護要素(4)が供給されている。  (もっと読む)
(もっと読む)
プラスチック複合物品及びその製造方法
一体構造(例えば、地球物理的繊維素材)、多層長尺部材又はそれらの組合せを含むことができる中間品形体として典型的に提供される、一般に少なくとも1つのポリマー強化相を使用する強化複合物品及びその製造方法。中間品形体は、例えば複合物品を形成するように製造及び加工できる。任意の団結工程を含む中間品形体の加工(例えば、オーバーモールドプロセスよっても他の方法によっても)は一般に、ポリマー強化材及び比較的平滑な表面を有する物品中に比較的高度の形態保持を生じる傾向がある。  (もっと読む)
(もっと読む)
混合された材料表面領域を有する成形部品およびその製造方法

本発明は、魅力的な外観を有し、皮革、布帛、木材、金属または他の半硬質の表面材料等の少なくとも2つの異なる材料の表面領域を備える薄い射出成形プラスチック製品を与える。これらの成形製品は、天然材料の本物の触感と、薄い寸法、美観および/または耐久性との所望の組み合わせを有する。したがって、成形プラスチック製品は、概略同一平面または概略連続的に、2つの表面層材料が接する境界線を含んで近接および連結する複数の表面領域を有する異なる第1の材料(1)および第2の材料(2)の層の少なくとも2つの装飾表面領域を有する前面装飾表面を備えるプラスチック基体部品を有する。前面については、第1の材料の少なくとも一部は、第2の材料の少なくとも一部の上部に配置されかつ第2の材料の少なくとも一部と重なる。プロセスの態様において、2つの表面材料片は型キャビティ内に配置され、2つの材料はともに、各々が成形部品の前面側に表面領域を与えるように配置される。任意選択的に、一方または両方の表面材料片の背面側または非装飾側に接着剤および/またはバッキングの材料(3,5)がある。成形用プラスチック(9)は、型(6,7)内に射出され、表面材料の背面側に接触および接着し、成形プラスチック基体部品を与える。成形用プラスチックが十分に流動性である間に、キャビティに圧力を適用し、好ましくは射出成形プロセスにおいて、2つの異なる表面材料を実質的に同一平面または連続的な表面に圧縮および/または形成し、そしてより厚い重なり領域を必要な深さまでプラスチック基体部品内に向かってプレスするのに十分である。 (もっと読む)
成形構造体
【課題】 基体、特に繊維ボード等の低密度の基体を変形させることなく、その上に十分な接合力で成形体が接合された成形構造体を提供することを目的とする。
【解決手段】 ドアトリム1のトリムボード2は、植物等の繊維とこれを繋ぐようにポリプロピレンをバインダーとして含浸させて形成した基材21と、これの表面に被覆した表皮22とにより構成されている。固定型62と移動型63との間に形成されたキャビティ65の開口を、トリムボード2によって閉塞した後、キャビティ65内に熱可塑性樹脂材料を射出することにより、ブラケット3をトリムボード2上に成形する。ブラケット3のトリムボード2への接合部33は、ブラケット3の外周縁に配置され基材21上に延びた線状部34と、線状部34から基材21上をブラケット3の外方に向けて突出した枝部35により構成されている。
(もっと読む)
複合成形品、および複合成形品の作製方法
本発明は、平滑で魅力的な熱可塑性表面を有する複合成形品に関する。また、本発明は、効率が向上され有害性大気汚染物質の放出が削減された、熱可塑性外側層を有する複合繊維強化熱硬化性樹脂材料を含む複合成形品の作製方法にも関する。  (もっと読む)
(もっと読む)
射出成形靴およびそれをリサイクルした再生樹脂組成物
【課題】 ハロゲン含有樹脂を使用せず、成形性、胛被と靴底との接着性、耐久性に優れ、また胛被と靴底を分離することなく容易にリサイクルできる射出成形靴を提供すること、またリサイクルの結果靴底用途に再度利用可能な高品質の再生樹脂組成物を提供することにある。
【解決手段】 ポリエステル系合成繊維布帛よりなる胛被と、ポリエステルブロック共重合体を50重量%以上含有しかつショア硬度がAスケールで50〜90である熱可塑性エラストマ組成物よりなる靴底とを有し、かつ該靴底が射出成形により胛被と接着一体化している射出成形靴、およびその射出成形靴を、胛被と靴底とを分離することなく裁断したのち溶融混練して得られる再生樹脂組成物。
(もっと読む)
再生可能な射出成形靴及びその靴の製造方法
【課題】再生処理における胛被と靴底との材料分別工程を省略するとともに、製造される再生樹脂に胛被の繊維が混じることを防止し、再生樹脂を使用した成形品には該繊維を現出させないで外観を良好にすると共に、物性の低下を抑え、資源の有効利用を高める射出成形靴及びその靴の製造する方法を提供する。
【解決手段】少なくとも靴底8との接着部をポリエステル系繊維とした胛被2に、ポリエステル熱可塑性エラストマーからなる靴底材を射出成形して靴底8と胛被2を接着一体化した射出成形靴1とし、その靴を使用済み後回収し、胛被2及び靴底8を共に溶融し、押出成形しペレット化して、再生樹脂としてリサイクル可能とした。また側布3及び伸び率の小さい中底7を有したポリエステル繊維からなる袋状の胛被2を作成し、該胛被2の下部にポリエステル系熱可塑性エラストマーの靴底材を射出成形して胛被2と靴底8とを接着一体化して靴を製造する。
(もっと読む)
管状フィルタ作用媒体にキャップを施すための熱可塑性樹脂射出成型方法
【課題】少なくともその一縁部に熱可塑性樹脂エンドキャップを有する管状フィルタ要素をオーバモールドするための方法を提供する。
【解決手段】オーバモールド法は、先例のない範囲の重合体材料および重合体成分から、良好な耐久性のあるフィルタカートリッジを、容易に且つコスト効率的に製造するために使用され得る。熱可塑性樹脂オーバモールド法は、上記一端部16Bの予備ラミネーションを必要とせず、且つ管状フィルタ作用媒体における望ましくない形態的な変化を結果として生じることのない温度および圧力にて遂行され得る。オーバモールド法を通して作られる例示的なフィルタカートリッジは、熱可塑性樹脂エンドキャップ間に介挿される管状フィルタ作用媒体を備え、エンドキャップの熱可塑性樹脂材料は管状フィルタ作用媒体に浸透し、それによってその両端に機械的な連結ゾーンを作り出す。
(もっと読む)
ステアリングホイール装飾カバー及び室内装飾要素並びにそれらの製造方法
本発明は、木製ベニヤによる外表面層及びプラスチック支持レイヤからなる、ステアリングホイール装飾カバー及び室内装飾要素に関するものである。本発明によれば、木製ベニヤ(1)は、不合格品(廃棄物)及び部品を減らすためにその内面にフェルト(2)を備える。 (もっと読む)
自動車用内装部品
【課題】積層構造体を少なくとも一部に含む自動車用内装部品であって、製品の軽量化を図るとともに、熱によるダメージを防ぎ、外観性能を良好に維持する。
【解決手段】ドアトリム10は、軽量でかつ保形性を有する発泡樹脂基材21の裏面に樹脂リブ22が積層一体化され、かつ表面に加飾材23を貼付した積層構造体(ドアトリムアッパー)20と樹脂単体品(ドアトリムロア)30とから構成され、発泡樹脂基材21の素材である発泡樹脂シートSの表裏面の少なくとも一方側面に不織布層、あるいはPPシート等からなる断熱層24,24Aが積層され、樹脂リブ22の成形時に加飾材23の表面に熱的ダメージが加わるのを上記断熱層24,24Aにより防止して、外観性能を高め、かつゲート点数の低減、樹脂リブ22形状の造形自由度を高める。
(もっと読む)
真空注入法によりファイバ複合成形品を製造する方法及び装置
【課題】
【解決手段】鋳型キャビティを有する鋳型と、鋳型キャビティ及び液体供給ポリマーを有するポリマー供給源7と連通する複数の入口通路3、21、22と、鋳型キャビティと真空圧源10と連通する複数の真空圧通路2と、前記鋳型を充填する過程の前に、ファイバ材料14が鋳型キャビティ内に挿入され、負圧が真空圧通路2内に、従って、鋳型キャビティ内に発生され、その結果、液体ポリマーが入口通路3、21、22を介してポリマー供給源7から鋳型キャビティ内に吸引される真空注入法によりファイバ複合材成形品を製造する装置及び方法である。1つ又はより多くの入口通路3、21、22は、真空圧源とも連通し及び(又は)1つ又はより多くの真空圧通路2は、ポリマー供給源7とも連通することもできる。  (もっと読む)
(もっと読む)
フィルターエレメントの製造方法およびその製造装置
【課題】 フィルターを予め所要形態に形成し金型内に挿入する工程を要せず、余分のフィルター部分を削除する工程を別途設ける必要もなく、樹脂成形時に余分なフィルター部分が切断され、量産性に優れ、極めて容易かつ低廉にフィルターエレメントを作製できるフィルターエレメントの製造方法および製造装置を提供する。
【解決手段】 本発明のフィルターエレメントの製造装置1は、所望形態のフィルターエレメント50を形成するためのコア2およびキャビティ3を備えた金型4と、フィルター材20を配した状態でコア2およびキャビティ3間に樹脂を充填する樹脂充填手段5と、一体化された樹脂製枠材51とフィルター材20とを離型させるためのエジェクトピン6とを有し、エジェクトピン6が樹脂製枠材51とフィルター材20を押圧する際にフィルター材20が所要形状に切断されてフィルターエレメント50が作製されるフィルターエレメントの製造装置である。
(もっと読む)
架空ケーブル用回転式鳥害防止器の製造方法
【課題】電力線や通信線などの架空ケーブルに野鳥が止まって閃絡や糞害等をもたらすのを防止する回転式鳥害防止器の製造方法であって、組み立てが容易となり製造コストを軽減するとともに、耐候性、耐久性等の品質が優れた製品を提供できるようにする。
【解決手段】半割環状の支持体6a,6bが両端部に設けられ該両支持体の外周縁部間に複数本のバー3を平行に設けることにより架空ケーブルに回転自在に取り付けられる回転式鳥害防止器であって、バー3は多数本の長いガラス繊維4を束としてこれに不飽和ポリエステル樹脂等の熱硬化性樹脂を含浸させ、該熱硬化性樹脂が完全に硬化反応が完了しない状態で外周に耐候性樹脂をコーティングして樹脂被覆5を形成するとともに、前記支持体を成形するに際し該バーを成形型内に配置し、該バーの両端部が該支持体内に挿入された状態に一体的にインサート成形する。
(もっと読む)
表面に起伏を有する内装材とその成形方法
【課題】 表皮材と熱可塑性樹脂とを一体成形する工程の中で、表皮材の表面に任意の起伏形状を同時に成形してなる表面に起伏を有する内装材とその成形方法を提供すること。
【解決手段】 表面側からファブリック1a、クッション層1b、裏基布1cを積層した表皮材1を金型内にセット後、溶融した熱可塑性樹脂を注入して表皮材1と熱可塑性樹脂3とを一体成形した内装材であって、前記ファブリック1aとして縦横の熱収縮率に差を有しているとともに、ファブリック1aと裏基布1cとがクッション層1bを介して、熱収縮率の大きい方向に2点以上、ドット状に溶着されたものを用いる。これにより、表皮材表面には金型内に溶融した熱可塑性樹脂を注入した際の溶融樹脂からの受熱により、前記ドット状の溶着部2,2間においてファブリック1aの熱収縮率の大きい方向に偏ってファブリック1aが縮んで凹み筋模様4を形成するようにした。
(もっと読む)
複合成形品および複合成形品の製造方法
【課題】軽量、薄肉、高強度・高剛性で、かつ高意匠性、安全性に優れたものであり、これらの特性が要求される用途に適した複合成形品および複合成形品の製造方法を提供する。
【解決手段】シート状強化部材(II)と樹脂部材(III)とを含む複合成形品(I)であって、該シート状強化部材(II)が(a)孔部、(b)切り欠き部、および(c)凹部、からなる群より選ばれた1種以上の形状の部分を有し、該形状部分の加工面の少なくとも一部が樹脂部材(III)で覆われていることを特徴とする複合成形品(I)である。
(もっと読む)
他のタイプの材料との熱可塑性材料の接合
熱可塑性材料は、金属およびセラミックスなどの他のタイプの材料に接合されるが、それは、凹凸面を有するシートを他の材料に結合する工程と、熱可塑性材料を凹凸面を有するシートに溶融結合する工程とによって接合される。このようなシートには、微孔性であるシートまたは不織布であるシートが挙げられる。得られた接合体は、熱可塑性材料と別の材料との組合せが有用である様々な目的のために有用である。 (もっと読む)
一体成型用表皮材
【課題】射出成型において金型内部に配置される一体成型用表皮材として加工性に優れ、成型時、溶融ポリマーによる流動皺も起こらず、表皮のずれもなく、樹脂漏れも起こらない表皮材を提供する。
【解決手段】ニットからなる表皮層1と短繊維不織布層2が積層された不織布積層体であって、短繊維不織布層2の構成繊維間接着が熱融着性複合繊維で融接着され、表皮層1と短繊維不織布層2間の接着は熱融着性繊維シート3により融接着されて構成されており、常温における50%伸張応力が150N/50mm〜350N/50mmの範囲である一体成型用表皮材である。
(もっと読む)
インモールド成形法
【課題】不織布の目付け量を増大させずにインモールド成形するに際して、成形材料の意匠不織布等の意匠シート表面(意匠面)への滲出を確実に防止することが可能なインモールド成形法を提供すること。
【解決手段】透液性の意匠シートを金型の製品キャビティ内にセットして、該製品キャビティ内に成形材料を注入して基材部の成形と同時に、該基材部と前記意匠シートとを融着一体化させるインモールド成形法。意匠シート12として、インモールド成形時における注入材料に対するバリア膜20を意匠不織布層14と裏打ち不織布層16との間に備えている。バリア膜20と各不織布層14、16とは融着作用を奏する接着膜22により結合一体化している。
(もっと読む)
溶融樹脂で厚さを貫通する浸潤を行うための方法及び装置
浸潤成形方法における溶融樹脂又はピッチの急速移送のための成形装置。この装置は例えば樹脂又はピッチを溶融し運搬するための押出し器(4)と、樹脂又はピッチがモールド内のモールドインサート空洞(19)内に運搬されるように配置されるモールド(10)とを有する。モールドインサートはモールドインサート空洞の1側(ID)からモールドインサート空洞の反対側(OD)に向かう樹脂又はピッチの圧力勾配及び流れを生じさせるための外径リング(20)のような内部突出部を有する。モールドインサートはまた多孔性物体を通る溶融樹脂又はピッチの1方向流れをもたらすような位置においてモールドインサート空洞内で多孔性物体(1、18)を位置決めするための位置決めリング(25)のような内部突出部を有する。また、急速樹脂又はピッチ浸潤成形方法は、モールド内の圧力勾配を介して加熱されたプリフォームの1方向含浸を行うために高融点で高粘度の溶融樹脂又はピッチをモールド内へ射出する工程を有する。 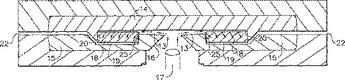 (もっと読む)
(もっと読む)
201 - 220 / 236
[ Back to top ]