
Fターム[4F206AD16]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 形状、構造 (4,599) | 繊維製品(編織物、不織布、長繊維物、コード) (236)
Fターム[4F206AD16]に分類される特許
161 - 180 / 236
キャスター用車輪及びそのインサート成形方法並びにインサート成形用金型
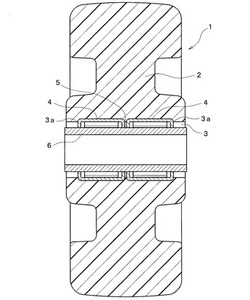
【課題】 軸受孔に、軸方向に複数のシェル形針状軸受がインサート成形されたキャスター用車輪、その成形方法及び金型を提供する。
【解決手段】 キャスター用車輪1は、樹脂製本体2の軸受孔3に、複数のシェル形針状軸受4が相隣接してインサート成形により固定されている。相隣接する2つのシェル形針状軸受4の隣接端面間には、圧縮されたリング状の弾性シール部材5が介在する。キャスター用車輪1は、は、金型11のキャビティ14内に、複数のシェル形針状軸受4を、相互隣接端面間にリング状の弾性シール部材5を介在させ軸方向に隣接させてインサートし、このシェル形針状軸受4の外周部をキャビティ14内に露出させ、キャビティ14内に溶融樹脂材料を射出して固化させ、シェル形針状軸受14の外周部と樹脂材料とを結合させて一体化することにより成形される。
(もっと読む)
紙と合成樹脂との複合材による成形品及びその成形方法

【課題】紙材を使用した成形品であって、合成樹脂成形層によって紙材の剛性を強化すると共に、微細な変形部を有する成形を可能とし、熱や蒸気に曝しても復元することなく成形時の形状を保つことができるようにした紙と合成樹脂との複合材による成形品及びその成形方法を提供する。
【解決手段】伸縮性を有する紙材(伸縮性紙2)の面に合成樹脂成形層3が一体成形されてなる成形品1であって、該成形品1における合成樹脂成形層3の形状に従って紙材2が伸縮変形されてなるもので、その成形方法は、金型内に装入された伸縮性を有する紙材の面に溶融樹脂8を射出成形することにより、該溶融樹脂8を金型内のキャビティ10に充填させることによって紙材2を押圧変形させることにより、紙材2に合成樹脂成形層3を一体的に形成させ、紙材2と合成樹脂成形層3とから成る所定形状の成形品1を形成する。
(もっと読む)
樹脂成形品及びその製造方法
【課題】優れた携帯性と優れた装飾性とを簡単に同時に実現でき、またその製造も低コストかつ簡易に行える樹脂成形品及びその製造方法を提供する。
【解決手段】金属シート2(Alシート)と樹脂とが一体化される領域(周縁領域)と、繊維シート3(CFシート)と樹脂とが一体化される領域(周縁領域)とに、耐熱ゴム系接着剤である接着剤6を塗布する(a)。金属シート2と繊維シート3とを仮止めして接着剤6を乾燥させた後(b)、その接合体7を射出成形機10内に収容して、ポリカーボネート樹脂12を射出して、その接合体7(金属シート2及び繊維シート3)をポリカーボネート樹脂12で一体成形する(c)。
(もっと読む)
導電性成形体とその成形方法
【課題】射出成形工程において導電性編地を均一に安定的に成形体に貼り付けることが可能な成形方法を提供する。
【解決手段】メッシュ状導電性編地3をコア型1bに密着させるための突起2a,2bを有するキャビティ型1aを用いて射出成形する。
(もっと読む)
繊維強化樹脂成形品の製造方法
【課題】繊維強化樹脂成形品において、繊維が糸玉状になることを抑制し、繊維による補強効果を効果的に得ることができる繊維強化樹脂成形品の製造方法を提供する。
【解決手段】繊維2と樹脂3とを組み合わせ繊維により強化された繊維強化樹脂から成形されてなる繊維強化樹脂成形品1の製造方法は、繊維と樹脂とを混練させる混練ステップと、該混練ステップの後に、繊維を延伸させる延伸ステップとを備え、延伸ステップは、成形型内において繊維を延伸させる延伸力Fを付与することにより行われることを特徴とする。また、繊維強化樹脂成形品の製造方法は、混練ステップの前に、繊維又は樹脂に発泡剤を含ませることを特徴とする。
(もっと読む)
リニアガイドウェー用エンドプレートの製造方法
【課題】エンドプレートの射出成形による残留応力を解消して、エンドプレートが長期間貯蔵されても変形しないようにすること。
【解決手段】コ字形を呈し、コ字形の中央区域は連接部であり、コ字形の両側はそれぞれサイドアームであり、リニアガイドウェーのレールに嵌合し、循環に流動する転がり体を回流させるエンドプレートの製造方法は、その上でコ字形のエンドプレートの輪郭が成形してあり、前記輪郭の二つのサイドアームの間に前記二つのサイドアームを連接するリブの輪郭が成形してある金型を用意する工程と、材料を前記金型に射出する工程と、型抜けを実施する工程と、一定時間を経過した後、リブを切り取る工程とを含む。
(もっと読む)
樹脂成形体
【課題】軽量でありながら高剛性の取付座を備え、しかも取付部品を取付座に安定して取り付けることができる樹脂成形体を提供する。
【解決手段】プレート本体15に筒状取付座25を一体に突設する。プレート本体15にプレート本体15の一側面側に開放口43を有するように他側面側に一体に突設された脚部45と、脚部45の先端に一体に連結された取付座部47と、取付座部47に開放口43側に脚部45との間に空間51を有するように一体に突設されたボス部49とで取付座25を構成する。取付座部47及びボス部49に取付部品としてのガイドレール27を取り付けるための取付孔53を連続して貫通形成する。取付座25を除くプレート本体15の表面にスキン層37を形成するとともに内部に膨張層39を形成する。取付座25を膨張層39を有しないソリッド層41に形成する。
(もっと読む)
スタビライザブッシュの製造方法及びスタビライザブッシュ
【課題】ゴム弾性体における軸受穴内周面に固着されるライナーの局部的な肉厚化及び皺の発生を防止する。
【解決手段】モールド60の注湯路72から溶融状態のゴム組成物84を注入する注入工程では、インサートピン76の外周側を流動するゴム組成物84が、その粘性によりインサートピンの外周側に巻き付けられたライナー42に対して周方向に沿った剪断荷重を作用させるが、ライナー42の内周面には凹状の被転写溝44が形成され、この被転写溝44内にはインサートピン76の転写突起80が食い込んだままの状態となっている。これにより、被転写溝44及び転写突起80が剪断荷重を受けているライナー42に大きな抵抗力(移動抵抗)を作用させるので、ライナー42に皺が発生することを阻止できると共に、織布構造であるライナー42の編目密度が不均一になることも防止できる。
(もっと読む)
円筒形状部位保有成形品用ポリアリーレンサルファイド樹脂組成物及び円筒形状部位保有成形品
【課題】成形性及び機械的強度に優れ、且つ真円度が高く、ショット間の寸法バラツキが抑制された円筒形状部位を保有する成形品用のポリアリーレンサルファイド樹脂組成物を提供する。
【解決手段】(A) 樹脂温度310℃、剪断速度1200sec-1における溶融粘度が10〜100Pa・sであり、且つ結晶化温度が210℃以下であるポリアリーレンサルファイド樹脂に対して、(B) 繊維状充填剤及び非繊維状充填剤からなる無機充填剤を40〜70重量%(組成物中)配合し、(B) 無機充填剤中の繊維状充填剤の割合を25〜75重量%とする。
(もっと読む)
ポリアミド系積層成形体
【課題】本発明はポリアミド樹脂の持つ優れた機械特性や耐熱性および耐薬品性を保持した成形品で、導電性と絶縁性を必要とする多くの用途分野で使用することが出来て、かつコスト/性能の優れた成形品の提供を課題とする。
【解決手段】(A)結晶性ポリアミド樹脂35〜58質量%、(B)非晶性ポリアミド樹脂10〜25質量%および(C)ポリアミド樹脂と反応する官能基を含有するオレフィン系樹脂32〜50質量%からなるポリアミド系樹脂組成物100質量部に対し無機強化材0〜120質量部を配合、混錬してなるポリアミド樹脂組成物からなる成形体に導電性のオレフィン系樹脂組成物を積層、接着することを特徴とするポリアミド系積層成形体。
(もっと読む)
電子機器のキャビネットをインサート成形する方法
【課題】電子機器のキャビネットに、合成皮革を柔らかい触感を保つように接着する。
【解決手段】合成皮革本体30と、成形面32aに革しぼ模様の凹凸が施された成形型31とを用意する。合成皮革本体30を凹凸が施された成形面32aに当接するように成形型31に取り付ける。合成皮革本体30の裏側に圧力をかけながら溶融樹脂を流し込んでインサート射出成形し、合成皮革本体30の表面に革しぼ模様を施す。
(もっと読む)
電子機器のキャビネットをインサート成形する方法
【課題】曲面状のキャビネットでも、合成皮革を皺のできにくいように柔らかい触感を保ちながらインサート成形する。
【解決手段】合成皮革本体30の裏面にプラスチックシート21を接着し、合成皮革本体30の表面にインサート成形時に、この表面にかかる圧力を吸収するための発泡ウレタンシート(保護手段)を貼り付けて合成皮革製カバー9を成形する。発泡ウレタンシートが、成形型31の成形面32aに当接するように合成皮革製カバー9を成形型31に取り付けて溶融樹脂を流し込んでインサート成形する。
(もっと読む)
電子機器のキャビネットをインサート成形する方法及び布製カバーによって覆われたキャビネットを有する電子機器
【課題】電子機器のキャビネットに、布地を皺のできにくいようにインサート成形する。
【解決手段】平面状の布地本体30と平面状のプラスチックシート21とを接着する。プラスチックシート21が接着された平面状の布地本体30を加熱しながら予めプレス成形して曲面状の布製カバー9を成形する。この後、布製カバー9を成形型31に取り付けて溶融樹脂を流し込んでインサート成形する。
(もっと読む)
電子機器のキャビネットをインサート成形する方法及び皮革製カバーによって覆われたキャビネットを有する電子機器
【課題】電子機器のキャビネットに、皮革又は合成皮革を柔らかい触感を保ちながら確実に密着させる。
【解決手段】合成皮革本体30と、不織布の両面に接着剤が含浸された両面テープ43とを用意する。合成皮革本体30の裏面側に両面テープ43を貼り付けて合成皮革製カバー9を成形する。この合成皮革製カバー9を、その合成皮革本体30が成形面32aに当接するように成形型31に取り付け、両面テープ43側に溶融樹脂を流し込んでインサート成形する。
(もっと読む)
電磁波シールド性を有する導電性成形体、及びその成形方法
【課題】電磁波シールド性が要求される樹脂性筐体、特にフラットパネルディスプレイの筐体を得るのに最適な射出成形方法、及びその成形方法で成形された電磁波シールド性を有する成形体を提供する。
【解決手段】空隙を連続的に有するメッシュ状の伸長性のある導電性編地2を型内に挿入した後、射出成形して、メッシュのアンカーリング効果により、接着剤を用いることなく成形体の片面に導電性編地を貼り付ける。
(もっと読む)
電子機器のキャビネットをインサート成形する方法及び皮革製カバーによって覆われたキャビネットを有する電子機器
【課題】曲面を持つキャビネットに、平面形状の皮革又は合成皮革を皺のできにくいようにインサート成形する。
【解決手段】平面状の合成皮革本体30と平面状の金属シート21とを接着する。金属シート21が接着された平面状の合成皮革本体30を予めプレス成形して曲面状の合成皮革製カバー9を成形する。この後、合成皮革製カバー9を成形型31に取り付けて溶融樹脂を流し込んでインサート成形する。
(もっと読む)
電子機器のキャビネットをインサート成形する方法及び皮革製カバーによって覆われたキャビネットを有する電子機器
【課題】曲面状のキャビネットに、皮革又は合成皮革を皺のできにくいように密着性を保ちながらインサート成形すると共に、柔らかい触感を保つ。
【解決手段】合成皮革本体30とプラスチックシート21とを第1両面テープ43で接着する。プラスチックシート21の裏面側に第2両面テープ44を貼り付けて合成皮革製カバー9を成形する。この合成皮革製カバー9を、その合成皮革本体30が成形面32aに当接するように成形型31に取り付ける。第2両面テープ44側に溶融樹脂を流し込んでインサート成形する。
(もっと読む)
表皮材積層発泡樹脂成形品の成形方法及び成形装置
【課題】表皮材のセット性を良好に維持しつつ、コアバックに起因する表皮材の皺発生を容易に抑制することができる方法および装置を提供する。
【解決手段】凹状彫込み32を有する第1型30と、凸状コア42を有する第2型40との間に、縁部51によってコア42の外周と略同形の窓部が形成された額縁状の第3型50を配設し、第3型50の表皮材保持面55に沿って表皮材12を保持し、型締めしてキャビティを形成させつつ、窓部52にかかる表皮材内側部12aを、コア42の前面でキャビティ35内側に押入し、発泡性樹脂92を注入し、コアバックを行いつつ発泡させる表皮材積層発泡樹脂成形品の成形方法において、型締めの開始時点以降かつコアバックの開始時点以前に、表皮材12のキャビティ内側に押入された部分12aと表皮材保持面に沿って保持された部分12bとを自動的に切離させる。
(もっと読む)
成形方法及び成形治具
【課題】2枚の外板間を中間桁で保持した繊維強化樹脂複合材製の中空パネルをRTM法により成形し、品質及び生産効率を向上することができる成形方法及び成形治具を提供する。
【解決手段】一端が開口し収縮膨張可能なゴムバッグ4a〜eが挿入された筒状織物体8a〜eをキャビティ10内に側面同士を隣接させて敷き、ゴムバッグの開口端を下型1の相対する両側面に交互に配設されたバッグ挿通孔から外に出し、ゴムバッグとバッグ挿通孔との間を封止し、中間桁を形成するゴムバッグ間に向けて樹脂導入孔3a及び排気孔1dが配された状態にて、ゴムバッグ4内に加圧空気を導入して、樹脂導入孔3aから樹脂を導入し、その後樹脂を硬化させる。
(もっと読む)
伝動ベルトの製造方法及び金型装置
【課題】ゴム原料をキャビティへ圧入し充填しても、コアー型に巻付けた心線がコアー型の長手方向へずれるといったピッチ乱れを起こさない伝動ベルトの製造方法及び金型装置を提供する。
【解決手段】熱可塑化したゴム原料を射出成形あるいはトランスファー成形によって金型内のキャビティに充満させて伝動ベルトを製造する方法であり、未加硫のゴム層19を付着処理した帆布20をゴム付着面が外側になるようにコアー型14に被せ、ゴム付着面に心線21を巻付けて心線21がゴム層21に喰い込むようにし、そしてこのゴム層21を半加硫した後、かかるコアー型14と外型2aとの間に形成されたキャビティ16に熱可塑化したゴム原料をコアー型に巻き付けられた心線と直角方向へ圧入し、加硫する。
(もっと読む)
161 - 180 / 236
[ Back to top ]