
Fターム[4F206AP06]の内容
プラスチック等の射出成形 (77,100) | 検出量又は監視量 (1,871) | 位置(←角度、開度) (356)
Fターム[4F206AP06]に分類される特許
1 - 20 / 356
産業機械のボールねじ寿命管理方法及び装置
射出成形機、及び射出成形機の型厚調整方法
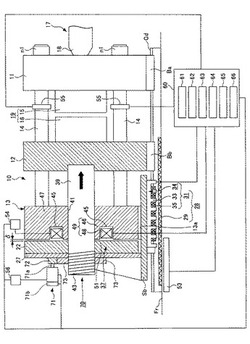
【課題】金型装置の交換に適した射出成形機を提供すること。
【解決手段】射出成形機は、固定金型15が取り付けられる第1の固定部材11、可動金型16が取り付けられる第1の可動部材12、第1の可動部材12と共に移動する第2の可動部材22、第1の可動部材12と第2の可動部材22との間に配設される第2の固定部材13、第2の可動部材22及び第2の固定部材13の一方に形成され、他方を吸着して型締力を発生させる電磁石49、及び第1の可動部材12と第2の可動部材22との間隔を調整する型厚調整部70を備え、第2の可動部材22と第2の固定部材13との間に所定のギャップδを形成し、且つ第2の可動部材22の型開き方向への移動を制限した状態で、型厚調整部70を駆動して、第1の可動部材12を型閉じ方向に移動させ、固定金型15及び可動金型16を介して第1の固定部材11に接触させる。
(もっと読む)
ねじ抜き金型の回転中子制御装置

【課題】ねじ部を有する成形品を射出成形する金型の回転中子を駆動するサーボモータを、サイクル時間を短縮するように制御可能な回転中子制御装置を提供することである。
【解決手段】成形品の抜き出しを行い、中子原位置までの移動距離(回転中子の復帰開始位置から逆回転で中子原位置へ復帰する際の回転数Dmと回転中子の復帰開始位置から順回転で中子原位置へ復帰する際の回転数Dp)を求め、DpがDmより大きいか否か判断し、DpがDmより大きい場合(つまりYesの場合)、中子原位置まで回転中子を逆回転し、処理を終了し、DpがDmより大きくない場合(つまりNoの場合)中子原位置まで回転中子を順回転し、処理を終了する(SA01〜SA05)。
(もっと読む)
射出成形機
【課題】センサを用いて型厚調整を適切に監視しつつ、不要な警報等を抑制すること
【解決手段】射出成形機は、フレームと、固定金型が取り付けられる第1の固定部材と第1の固定部材と対向して配設され、センターロッドが貫通する第2の固定部材と、可動金型が取り付けられる第1の可動部材と、第1の可動部材とセンターロッドで連結される第2の可動部材と、センターロッドを第2の可動部材に対して移動させる型厚調整機構と、センターロッドとフレームとの位置関係を表す情報を取得するセンサと、センサの検出結果に基づく所定警報出力条件が満たされた場合に、警報を出力する制御装置とを備え、制御装置は、所定条件が満たされた場合に、警報を抑制する。
(もっと読む)
射出成形機のノズルタッチ制御装置
【課題】ノズルタッチ力を正確に制御するとともに、万一ノズルタッチに異常が発生した場合には異常を的確に検出し、さらに異常による成形不具合や機械の故障を未然に防止することができる射出成形機のノズルタッチ制御装置を提供すること。
【解決手段】ノズル2の先端が金型(固定側金型46b)の当接する前の状態1から、ノズル前後進用サーボモータ214を駆動(モータ回転)することにより、射出ユニット39を金型46方向に前進させると共にノズル2の先端も金型46方向に前進し、ノズル2の先端が金型(固定側金型46b)の射出ユニット39側の面にノズルタッチし、ノズル2の先端が金型46にタッチすると弾性部材(バネ35)が縮み始め、近接スイッチ38は弾性部材であるバネ35が縮み始めると反応する位置に設置されていることから、近接スイッチ38の反応によってノズル2が固定側金型46bにタッチしたことを検出することができる。
(もっと読む)
射出成形機の波形モニタ装置
【課題】 特定の成形方式により成形を行う射出成形機に対応した生産時の十分なモニタリングを可能にし、成形品質及び歩留まり率等の向上を実現するとともに、汎用性及び発展性に寄与する。
【解決手段】 特定の成形方式により成形を行う射出成形機Mに搭載することにより、少なくとも成形時の動作波形をモニタリングするための射出成形機Mの波形モニタ装置1を構成するに際して、成形時における時間に対するパーティング開量Lmの変化データを検出するパーティング開量検出手段Fpと、少なくとも金型2への樹脂充填開始ts以降から金型2の冷却時間終了teまでのパーティング開量検出手段Fpにより検出した変化データを、成形機コントローラ3に付属するディスプレイ4の画面4vの波形表示部5に表示する動作波形表示手段Fdとを備える。
(もっと読む)
竪型射出成形機
【課題】型厚調整装置がエンドプレートから下方に突出させたタイバーと支持面との衝突をより確実に防止する竪型射出成形機を提供すること。
【解決手段】本発明に係る竪型射出成形機100は、タイバー13a〜13cに接続された可動プラテン11とエンドプレート12との間の距離を調整する型厚調整部50と、型厚調整部50による調整量を制限する型厚調整制限部60と、を備える。型厚調整制限部60は、検出部62、63と、検出部62、63に対して鉛直方向に相対的に変位する被検出部64とを有し、検出部62、63が被検出部64の近接を検出したときに型厚調整部50による調整を停止させる。
(もっと読む)
射出成形機
【課題】樹脂部品がインサート成形されるフープ材の何れの箇所に異常があるのかを容易に把握できるようにする。
【解決手段】金型間で挟み込まれた状態で型閉された金型内に溶融樹脂を充填することで樹脂部品がインサート成形される長尺状のフープ材4と、インサート成形する際の所定条件が該所定条件から外れたことを異常として検出する成形条件検出センサ31と、成形条件検出センサ31で異常が検出された時に樹脂部品35がインサート成形されたフープ材4の位置を検出するフープ材動作距離検出センサ32とを備える。前記所定条件から外れたとき、それに基づき成形条件検出センサ31が異常が発生したとして検出を行ない、フープ材動作距離検出センサ32は、異常が発生した時に樹脂部品35がインサート成形されたフープ材4の位置の検出を行なう。
(もっと読む)
射出成形機のノズルタッチ制御装置
【課題】射出ユニットの機構部に過大な負荷が加わることがない射出成形機のノズルタッチ制御装置の提供。
【解決手段】速度補償器106は、速度偏差に基づいて比例、積分などの速度ループ制御をおこなってトルク指令(電流指令)を求める。トルク制限値108は、トルク制限指令TlimCMDにより、該速度補償器から入力するトルク指令を制限し、減算器110に出力する。該減算器は、トルク指令(電流指令)から、サーボアンプ114の駆動電流を検出する電流検出器(図示せず)よりフィードバックされる電流フィードバックIfを減算し電流偏差を求める。電流補償器112は、電流偏差を基に該サーボアンプに出力される電圧指令が生成する。該サーボアンプは該電流補償器から入力する電圧指令に基づいてサーボモータ116を駆動制御する。該サーボモータにトルク制限値を超える過大な負荷が発生した場合には該サーボモータが負荷に負けて回転する。
(もっと読む)
型締装置、成形機、型盤、型締装置の制御方法、及び型盤の制御方法
【課題】高精度に調整可能な型締装置を提供する。
【解決手段】一つの形態に係る型締装置1は、金型11が取り付けられる型盤3と、型盤3の傾きを調整可能な駆動部31と、型盤3または金型11の角度に関する情報を検出する測定部33と、測定部33からの情報に基づいて駆動部31を動作させる制御部34とを備える。
(もっと読む)
射出成形機
【課題】電源コンバータの大型化を必要とすることなく、必要な際にDCリンクのエネルギを所望の値に維持すること。
【解決手段】所定の成形サイクルで成形を行うために電源からの電力を変換してDCリンクを介してモータに供給する電源コンバータを制御する制御装置を備えた射出成形機であって、前記電源コンバータは、前記電源からの電力を変換して前記DCリンク側に出力する順方向及び前記モータの回生電力を変換して前記電源側に出力する逆方向の双方向の動作が可能であり、前記制御装置は、前記成形サイクルにおける所定期間だけ、前記DCリンクの両極間電圧が所定の目標電圧となるように、前記電源コンバータを前記順方向で動作させる。
(もっと読む)
成形機の射出装置
【課題】シリンダ装置と他の駆動装置とによって好適に射出を行うことができる成形機の射出装置を提供する。
【解決手段】射出装置1は、プランジャ5と、シリンダ装置7と、駆動装置11と、着脱部13とを有する。プランジャ5は、キャビティ105に成形材料を押し出し可能である。シリンダ装置7は、プランジャ5と連結されたピストンロッド25を有する。駆動装置11は、被駆動部(ナット65等)を有し、ナット65等をピストンロッド25と平行な方向において駆動可能である。着脱部13は、ピストンロッド25とナット65等との連結及び当該連結の解除が可能である。
(もっと読む)
光学素子の製造方法
【課題】新しい成形金型を使用する場合であっても、光学素子の性能不良を防止することができる光学素子の製造方法を提供すること。
【解決手段】新しい成形金型40を使用する場合であっても、所定回数のドライサイクル運転を行った後にレンズLPの生産開始を行うことにより、レンズLPの性能不良を防止することができる。つまり、予め所定回数のドライサイクル運転を行うことで初期摩耗状態を起こし、位置決め部材である凹状部材59及び凸状部材69の摩耗の進行が比較的緩やかになった後にレンズLPの生産を行うことでレンズLPの性能が安定する。これにより、レンズLPの歩留まりを向上させることができる。
(もっと読む)
熱硬化性プラスチックの成形方法と熱硬化性プラスチックの成形装置
【課題】設備コストを低減することができる熱硬化性プラスチックの成形方法を提供する。
【解決手段】熱硬化性プラスチックの成形方法は、(1)未溶融の熱硬化性のプラスチック材料90を材料供給ブロック10のポット15内に供給し、ポット15内でプラスチック材料90を溶融する工程と、(2)ポット15に連なる材料供給口16を閉塞する工程と、(3)キャビティ45を有する可動型40を材料供給ブロック10に押圧することにより、ポット15内で溶融した溶融プラスチック91を圧縮し材料供給ブロック10の充填通路18から押し出して可動型40のキャビティ45に充填し、キャビティ45に充填された溶融プラスチック91を加熱し硬化させる工程と、(4)可動型40を材料供給ブロック10から離反させて、キャビティ45で硬化させたプラスチック製品を取り出す工程と、を備える。
(もっと読む)
射出成形機及び射出成形方法
【課題】良否判定を短い時間で漏れなく行うことができ、不良品の流出を防ぎ、品質の安定化をはかることができる射出成形機及び射出成形方法を提供する。
【解決手段】射出成形機10及び射出成形方法は、金型11と、樹脂の射出後、金型11が閉じているときに、金型11の内部において樹脂に接する金型11の一部の面に、加圧手段15により樹脂に対して突き出す加圧機構14と、を備え、加圧機構14による突き出す面の突き出し量に基づいて樹脂の良否判断を行う。
(もっと読む)
射出成形機のノズルタッチ制御装置
【課題】射出シリンダの温度が上昇することで熱膨張し、全長が伸びて生じる過大な圧接力によって金型や射出装置が破損することを防止し、また、温度が下降することで熱収縮し、全長が縮むことでノズル先端より樹脂が漏れることを防止可能な射出成形機のノズルタッチ制御装置を提供する
【解決手段】射出装置を前進し(SA01)、ノズルと金型は圧接したか否か判断し(SA02)、圧接していない場合には射出装置の前進を継続し、圧接した場合にはブレーキを作動させ(SA03)、射出シリンダの現在温度Trを測定して監視温度Taとし、Taを基準温度Tbとして記憶し(SA04)、射出シリンダの現在温度Trを測定して監視温度Taとし(SA05)、|Ta―Tb|はTlimitより大きいか否か判断し(SA06)、大きくない場合にはステップSA05へ戻り、大きい場合にはブレーキを解除し、処理を終了する。
(もっと読む)
射出成形機及び射出成形機の調整方法
【課題】射出スクリュが前進限位置にあるときの射出ノズルの内壁とスクリュヘッドとの間の隙間のばらつきを抑えることができる射出成形機を提供すること。
【解決手段】射出シリンダ10内に回転可能に且つ軸方向に移動可能に配置される射出スクリュ20の軸方向位置を検出する射出スクリュ位置検出器32を備えた射出成形機は、射出シリンダ10の先端に配置された射出ノズル12の内壁12aとスクリュヘッド23との接触を検出する接触検出部50bと、接触検出部50bにより接触が検出された際の射出スクリュ位置検出器32の出力値に基づいて射出スクリュ位置検出器32の基準を決定する基準決定部50cとを備える。
(もっと読む)
射出成形機
【課題】エジェクタ機構としても機能する圧縮コアによる金型装置の突き落としを防止する射出成形機を提供すること。
【解決手段】金型キャビティCV内の樹脂HRに対して圧縮コア22aを押し付け可能な圧縮ピストン18cを駆動する油圧回路30を有する射出成形機100は、型締中であるか否かを判定する型締判定部51と、圧縮ピストン18cの駆動圧を制御する駆動圧制御部52とを備え、駆動圧制御部52は、型締判定部51が型締中であると判定する場合に、所定圧力以上の油圧による圧縮ピストン18cの駆動を許容し、型締判定部51が型締中でないと判定する場合に、所定圧力以上の油圧による圧縮ピストン18cの駆動を禁止する。
(もっと読む)
射出成形機
【課題】型締中における金型コアによる溶融樹脂の圧縮をより柔軟に制御可能な射出成形機を提供すること。
【解決手段】固定金型21の端面SF1と、可動金型22の端面SF2と、可動金型22に対してX1−X2方向にスライド可能に取り付けられる枠型コア22fの内面SF3とによって形成されるキャビティ空間CVに溶融樹脂HRを充填する射出成形機100は、キャビティ空間CV内の溶融樹脂HRに対して、可動金型22の金型コア22aを押し付ける型締装置10と、金型コア22aによる溶融樹脂HRの圧縮力及び圧縮速度の少なくとも一方を可変制御可能な圧縮制御部52とを備える。
(もっと読む)
型締装置及びその制御方法並びに射出成形機
【課題】より安価に型締部を基準姿勢に戻すことができる射出成形機等に用いられる型締装置及び射出成形機を提供する。
【解決手段】型締装置は、第1及び第2の型締部40と、駆動源としてのモータ92及び前記第1の型締部の移動を案内する軸91を含み、前記第1の型締部の互いに異なる被付勢部位に対して、前記第1の型締部を移動させる移動力をそれぞれ独立して付勢する、複数の駆動手段90と、各々の前記被付勢部位の移動量を検出する検出手段93とを備える。前記モータを制御して、前記第1の型締部をその限界まで傾かせた第1姿勢とし、更に、逆方向に限界まで傾かせた第2姿勢とし、前記検出手段が検出した、前記第1姿勢から前記第2姿勢に移行する間の前記被付勢部位の移動量に基づいて、前記第1の型締部の姿勢を基準姿勢に復帰させる。
(もっと読む)
1 - 20 / 356
[ Back to top ]