
Fターム[4F206AR02]の内容
プラスチック等の射出成形 (77,100) | 調整制御量(制御の対象) (4,319) | 力 (630) | 圧力 (474)
Fターム[4F206AR02]の下位に属するFターム
樹脂圧 (160)
Fターム[4F206AR02]に分類される特許
81 - 100 / 314
成形機
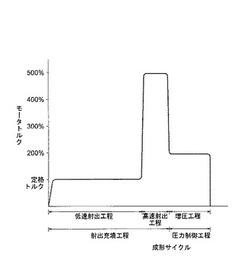
【課題】安価かつ簡便な構成にして、高い射出速度と増圧(保圧)圧力を得ることができる成形機を提供する。
【解決手段】射出用電動サーボモータ11として、複数巻3相モータを備える。低速射出工程においては射出用電動サーボモータ11をその定格トルクで駆動し、高速射出工程においては射出用電動サーボモータ11をその最大トルクで駆動し、増圧工程においては射出用電動サーボモータ11を定格トルクの200%以下で駆動する。
(もっと読む)
樹脂封止装置

【課題】予備成形樹脂の金型への搭載を常に良好に行なう。
【解決手段】予備成形樹脂12を吸着・保持可能な吸着部93を備えると共に予備成形樹脂12を金型21、22内へと搬送する樹脂投入ハンド(搬送機構)75と、吸着部93を冷却する冷却ステージ(冷却手段)99と、を備え、予備成形樹脂12を冷却可能な状態で金型内に載置する。
(もっと読む)
射出成形方法および射出成形機
【課題】 キャビティ内を真空化して溶融材料の流動を良好にするとともに、キャビティ内に射出された溶融材料からのガス等の発生を抑えることのできる射出成形方法および射出成形機を提供する。
【解決手段】 固定金型13と可動金型14の間に形成され真空化されたキャビティ53内に射出装置11から溶融材料Mmを射出する射出成形方法において、真空化されたキャビティ53内に、真空手段36により真空化された加熱筒15内で可塑化された溶融材料Mmを射出することにより、キャビティ53内における溶融材料Mmの流動を良好にするととも、溶融材料Mmからのガス等の発生を抑える。
(もっと読む)
プラスチックメッキ体の製造方法及びプラスチックメッキ体
【課題】簡単な工程で、表面平滑性を良好とし、メッキ密着強度が高く、耐熱性の良好なPAS樹脂のプラスチックメッキ体及びその製造方法の提供。
【解決手段】ポリアリーレンスルフィド(A)と、アミド基及び/又はイミド基を有するポリマー(B)と、を含む樹脂組成物からなるプラスチック成形体に、5〜35MPaの範囲にある高圧二酸化炭素を接触させる工程を用いてメッキを施すことを特徴とするプラスチックメッキ体の製造方法;該製造方法により得られるプラスチックメッキ体。
(もっと読む)
微孔質材料の射出成形
【課題】微孔質物品と同様に、微孔質発泡材料を製造するのに有益な射出成型システム及び方法を提供する。
【解決手段】圧力降下速度及び剪断速度は、幾つかの具体例において重要な特徴であり、本発明は、射出成型システムにおいて、これらのパラメータを制御するシステムを提供する。他の面では、加圧された金型の上流にある核形成器を含む射出成型システムを含む。他の面では、無核の発泡剤及びポリマー材料の単一層溶液を形成するための往復スクリューを有する押出しシステムを含む。他の面では、非常に薄い壁のある微孔質材料及び非常に薄い壁のあるポリマー材料を含む。他の面では、無発泡部分と顕著な相違のない表面を有する非常に薄い壁のある部分において高い重量低減物を製造する方法を提供する。
(もっと読む)
気密構造体のシャッタ装置およびその作動方法
【課題】従来の気密構造体のシャッタ装置では、シール部材が摩耗して適切なシールを行うことができないという問題を解決した気密構造体のシャッタ装置を提供する。
【解決手段】開口部24a,41a,47aを開閉するシャッタ部材42が備えられた気密構造体等のシャッタ装置26において、本体部材41とシャッタ部材42との間に設けられる中間部材47と、中間部材47に対して摺動自在に当接されるシャッタ部材42と、中間部材47と本体部材41との間に設けられ中間部材47をシャッタ部材42に向けて押圧する押圧手段49,50,51とを備える。
(もっと読む)
樹脂封止装置
【課題】再登録作業を要することなく簡易かつスムーズに、被成形品の種類に応じた金型の制御を実現する。
【解決手段】被成形品を上下金型114、115でクランプした状態で樹脂にて当該被成形品を封止する樹脂封止装置100であって、金型114、115が複数種類の被成形品をクランプすることが可能であり、該複数種類の被成形品に対応するデータを記憶しておく記憶部160と、該記憶部160に記憶されたデータのうち特定種類の被成形品に対応するデータを選択する入力部170と、該入力部170により選択されたデータに基づいて金型114、115を制御可能な制御部150と、を備える。
(もっと読む)
射出成形機及びその制御方法
【課題】ポンプを作動させるのに伴って騒音が発生するのを抑制することができ、ポンプ及び液圧駆動装置のコストを低くすることができるようにする。
【解決手段】モータと、複数のシリンダが形成されたシリンダブロック、及び各シリンダに対して進退自在に配設されたピストンを備えたポンプと、ポンプの回転速度及びシリンダの数によって算出されるポンプの脈動周波数と同じ周波数の脈動抑制信号ur、vr、wrを発生させ、モータを駆動するための駆動指令信号に脈動抑制信号ur、vr、wrを加算する制御部とを有する。モータを駆動するための駆動指令信号に脈動抑制信号ur、vr、wrが加算されるので、吐出圧の変化に伴う衝撃を小さくすることができる。ポンプの吐出圧に脈動が発生するのを抑制することができ、騒音が発生するのを抑制することができる。
(もっと読む)
樹脂封止装置および樹脂封止方法
【課題】サイクルタイムの増大を最小限に抑えつつ、且つ、プランジャと樹脂との密着を確実に解くことのできる樹脂封止方法を提供する。
【解決手段】複数のプランジャ10を単一のプレス機構70にて駆動して樹脂をキャビティ内に圧入させることにより封止を行う樹脂封止装置1を用いた樹脂封止方法であって、プランジャ10が樹脂を押圧する圧力を測定可能なロードセル30と、複数のプランジャ10とプレス機構70との間に設けられ、プレス機構70からの駆動圧力を均等化するためのバネ20を備え、樹脂の圧入後且つ樹脂封止後の成形品の取り出し前に、ロードセル30の測定値が所定の条件を満たすまでプランジャ10を反圧入方向に駆動する。
(もっと読む)
熱可塑性樹脂射出発泡成形体の製造方法
【課題】 カウンタプレッシャ法によるポリプロピレン系樹脂射出発泡成形体の製造方法において、発泡倍率が大きく、残存ガスに起因する凹み等が無い外観美麗なポリプロピレン系樹脂射出発泡成形体が容易に得られる製造方法を提供すること。
【解決手段】 熱可塑性樹脂と発泡剤を含んでなる溶融混合物のフローフロントで発泡が起きない圧力以上にガス体で予め加圧した金型内に、前記溶融混合物を射出充填して発泡成形するポリプロピレン系樹脂射出発泡成形体の製造方法において、金型内への溶融混合物の射出充填を2以上の射出速度段階で行い、かつ、最終の射出速度段階の射出速度を他の射出速度段階よりも低速で行うことを特徴とする熱可塑性樹脂射出発泡成形体の製造方法。
(もっと読む)
射出成形機の制御方法
【課題】 成形サイクル(成形動作)の中断を生じることなく生産稼働を継続できるよういして生産効率の向上を図るとともに、成形品質及び歩留まりの向上に寄与する。
【解決手段】 油圧ポンプ2を駆動する駆動モータ3の回転数を可変制御して成形サイクルにおける各動作工程の制御を行うに際し、油圧ポンプ2に、少なくとも大流量の固定吐出流量Qmとこの大流量よりも小さい小流量の固定吐出流量Qsを設定可能な油圧ポンプ2を使用するとともに、予め、駆動モータ3の負荷状態に対する閾値による限度条件を設定し、成形動作時に、所定の動作工程を、大流量の固定吐出流量Qmに設定して当該動作工程の制御を行うとともに、駆動モータ3の負荷状態を監視し、当該負荷状態が限度条件に達したなら小流量の固定吐出流量Qsに切換えることにより当該所定の動作工程の制御を行う。
(もっと読む)
モールド成形用金型
【課題】
ロータリー式射出成形用のモールド成形用金型のホットランナー部内の圧力上昇を抑え、溶融プラスチック材の漏出などを防止する。
【解決手段】
ホットランナー部に連通した減圧用空間部と該減圧用空間部内に移動可能に設けられたピンと該ピンに連結されたエアシリンダーとを有し該減圧用空間部またはホットランナー部内の圧力に対応して該エアシリンダーにより該ピンを移動させる減圧手段を備え、溶融プラスチック材がホットランナー部及び成形体用空間部に充填された状態でホットランナー部の圧力が増大するとき、上記減圧手段の減圧用空間部内で上記ピンを後退移動させて該減圧用空間部の該ホットランナー部に連続した部分の容積を増大させる構成とする。
(もっと読む)
自動車用内装部品の製造方法
【課題】自動車用内装部品の製造方法であって、軽量化及びコストダウンを図るとともに、成形サイクルを短縮化し、かつ外観凹凸を解消することを課題とする。
【解決手段】ドアトリム10におけるドアトリム本体20は、軽量で保形性を有する発泡樹脂基材21と、その裏面側に一体化される樹脂リブ22と、発泡樹脂基材21の表面側に貼付される表皮23とから構成され、成形上下型41,42の型締めによる一次加圧処理により、加熱軟化処理した発泡樹脂シートSを所要形状に成形し、その後、一次加圧より高圧な二次加圧処理を成形上下型41,42で行ない、発泡樹脂基材21を圧縮した状態で成形下型42の溝部424内に溶融樹脂Mを射出充填する際、二次加圧時間と射出充填時間とを同一に設定し、その後、表皮23のクッション層23bが復元するだけの低圧プレス加工により、発泡樹脂基材21と樹脂リブ22との一体化を図る。
(もっと読む)
マグネットローラの製造方法
【課題】 従来の成形法では、一次圧(射出圧)によりキャビティ充填量の98wt%を超えた溶融樹脂磁石材料を注入していたが、成形品内部にボイドが多発し、結果的に軸方向磁束密度のバラツキやリップルが大きくなり、また、本体部の強度も低下し、輸送中や使用中に折れが発生する場合があった。
【解決手段】 マグネットローラ本体部外径がφ12mm未満の場合の一次圧(射出圧)と保圧による充填量の割合を、一次圧:保圧=85〜98wt%:15〜2wt%とし、マグネットローラ本体部外径がφ12mm以上φ18mm以下の場合の一次圧と保圧による充填量の割合を、一次圧:保圧=92〜98wt%:8〜2wt%とし、軸部一体型マグネットローラを成形することにより、軸方向磁束密度が均一となり、また本体部の強度が向上する。
(もっと読む)
部分発泡共射出成形体の製造方法及び部分発泡共射出成形体
【課題】微細かつ均一な大きさの発泡セルが分布している発泡樹脂層と共に、発泡セルが分布していない非発泡樹脂層とを有する多層構造を有しており、しかも非発泡樹脂層の厚み等の制限がなく、設計の自由度の高い部分発泡成形体を製造する方法を提供する。
【解決手段】発泡剤が溶解した発泡性樹脂と発泡剤が溶解していない非発泡性樹脂とを用意する工程;前記発泡性樹脂及び非発泡性樹脂を、少なくとも発泡性樹脂については、保圧をかけて発泡を抑制しながら、逐次または同時射出して冷却固化することにより、発泡性樹脂層と非発泡性樹脂層とを有する多層一次成形体を成形する共射出工程;前記多層一次成形体を加熱して発泡性樹脂を発泡させることにより、発泡性樹脂層を発泡樹脂層とする発泡工程;を含む。
(もっと読む)
射出成形機のスクリュ駆動方法及び装置
【課題】 油圧式の駆動部であってもスクリュにおける逆流防止バルブを的確に閉鎖できるようにして、樹脂圧のバラツキ、更には計量した樹脂量のショット毎の変動を低減し、高い計量精度を確保する。
【解決手段】 先端部に逆流防止バルブ3を設けたスクリュ2を駆動するに際し、油圧駆動部4によりオイルモータ5を駆動してスクリュ2を正回転させる計量主処理工程Saと、この計量主処理工程Saの終了後、油圧駆動部4によりオイルモータ5を駆動してスクリュ2を所定の回転角Q1,Q2だけ逆回転させる逆回転処理(S3,S7)及び油圧駆動部4により射出シリンダ6を駆動してスクリュ2を所定の加圧時間T1,T2だけ前進方向に加圧する加圧処理(S5,S9)を少なくとも一回以上行う計量後処理工程Sbを有する。
(もっと読む)
インサート成形方法および装置
【課題】プレス工程を必要としない効率的なインサート成形ができるインサート成形方法および装置を提供する。
【解決手段】華飾用の表生地21に布製の芯地22を張り合わせて複層構造の布製外装カバー20を形成し、この布製外装カバー20を、前記表生地21を固定金型40の方に向けて当該金型40に装着し、次に、布製外装カバー20の芯地22側に可動金型50を押圧し、しかる後に、可動金型50のキャビティ51内に溶融樹脂mを充填する。
(もっと読む)
射出成形機
【課題】 吐出流量を変更可能なポンプが配設され油圧シリンダにより少なくとも一部の作動を行う射出成形機において、設備コストが安くて、なおかつエネルギー効率を改善することができる射出成形機を提供する。
【解決手段】 吐出流量を変更可能なポンプ52が配設され油圧シリンダ21,29,44により少なくとも一部の作動を行う射出成形機11において、前記ポンプ52は回転数が固定設定されたモータ53により作動され、少なくとも油圧シリンダ21,29,44が不作動の際には、圧力センサ58の値が圧力設定値または圧力設定値に近づくと、吐出流量が減少またはゼロになるようカットオフ制御されることを特徴とする。
(もっと読む)
射出成形機の油圧駆動装置
【課題】 背圧に対するフィードバック制御を高精度かつ安定に行うとともに、射出シリンダに付設する他の圧力センサを削減する。
【解決手段】 油圧を検出する圧力センサ2と、この圧力センサ2から得る圧力検出値Spdと成形機コントローラ3から付与される圧力指令値Spcに基づいて油圧に対するフィードバック制御を行うフィードバック制御回路Csを付設した圧力制御弁Vsを備える油圧駆動装置1を構成するに際して、圧力制御弁Vsに、作動油の流入ポート4i及び流出ポート4oから遮断された別途の接続ポート4sを設け、この接続ポート4sに連通する油路5に圧力センサ2を臨ませるとともに、少なくとも接続ポート4sと射出シリンダ6の後油室6rを所定の配油ライン7を介して接続可能に構成する。
(もっと読む)
射出成形機の油圧駆動装置
【課題】 成形機コントローラの内部から得る圧力指令値と実際に使用する圧力指令値間に生じる誤差分を排除し、圧力制御対象の圧力指令値(油圧)が小さい場合であっても正確で安定した圧力制御を実現する。
【解決手段】 油圧を検出する圧力センサ2と、この圧力センサ2から得る圧力検出値Spdと成形機コントローラ3から付与される圧力指令値Spcに基づいて油圧に対するフィードバック制御を行うフィードバック制御回路Csを付設した圧力制御弁Vsを備える射出成形機Mの油圧駆動装置1を構成するに際して、成形機コントローラ3に、圧力制御弁Vsから付与される圧力検出値Spdと成形機コントローラ3の内部から得る圧力指令値Spciに基づいて圧力制御弁Vsに付与する圧力指令値Spcを補正する第二のフィードバック制御回路Cmを設ける。
(もっと読む)
81 - 100 / 314
[ Back to top ]