
Fターム[4F206AR02]の内容
プラスチック等の射出成形 (77,100) | 調整制御量(制御の対象) (4,319) | 力 (630) | 圧力 (474)
Fターム[4F206AR02]の下位に属するFターム
樹脂圧 (160)
Fターム[4F206AR02]に分類される特許
41 - 60 / 314
成形機の液圧装置

【課題】液圧回路の異常を少ない負担で検出可能な成形機の液圧装置を提供する。
【解決手段】ダイカストマシン1の液圧装置14は、液圧回路16を介して電磁流量調整弁22からの作動液が供給される液圧シリンダ13と、液圧回路16の圧力を検出する圧力センサ26と、成形サイクルにおいて、所定の駆動用供給量(F1)の作動液が電磁流量調整弁22から流出されることにより、液圧シリンダ13が駆動されるように電磁流量調整弁22を制御する制御装置17とを有する。制御装置17は、液圧回路16における作動液の定格の外部リーク量F0より多く、駆動用供給量(F1)よりも少ない、所定の診断用供給量Ftの作動液が電磁流量調整弁22から流出されるように電磁流量調整弁22を制御し、そのときの圧力センサ26の検出圧力が所定の基準圧力P0未満であるときに、異常が生じたことを報知する処理を行う。
(もっと読む)
軽量化プラスチック靴型の処方とその製造方法

【課題】本発明は、軽量化プラスチック靴型の処方とその製造方法を提供する。
【解決手段】80乃至85重量%の高密度ポリエテンと、5乃至7.4重量%の炭酸カルシウムと、5乃至7.4重量%のマグネシウム塩ひげ結晶と、微量元素と、が含有され、これにより、材料を節約だけではなく、工程が短縮され、また、完成品が軽量化でき、省力化でき、そして、産出量が向上され、リサイクルができる。
(もっと読む)
表面改質射出成形方法及び該成形方法で成形された射出成形体
【課題】優れた表面改質特性を有する射出成形体を安定的に得ることのできる表面改質射出成形方法、及び該成形方法により成形された射出成形体を提供すること。
【解決手段】予め、液体二酸化炭素中に表面改質剤を溶解させた後、前記表面改質剤を溶解させた液体二酸化炭素を超臨界状態にして金型内に導入し、樹脂の射出成形工程において表面改質剤を溶解させた超臨界二酸化炭素を樹脂と接触させることにより、成形体の表面に表面改質剤を含浸させた射出成形体を得る表面改質射出成形方法。
(もっと読む)
マスキング部材脱着構造
【課題】主に、マスキング部材に付着した塗膜やミストなどの破片等の剥がれ落ちを防止し得るようにする。
【解決手段】樹脂成形品を成形可能な樹脂成形金型21の成形面22に対し、成形前に予め塗装による部分的な塗膜24を形成する際に、成形面22の非塗装部分26へマスキング部材27が取付けられると共に、マスキング部材27に対して、塗装後にマスキング部材27のほぼ全面を覆うように被着することにより、マスキング部材27の成形面22からの取外時に、マスキング部材27に付着した塗膜24やミストなどの破片等の剥がれ落ちを防止可能な脱着治具本体31が設けられるようにしている。
(もっと読む)
多孔質体に充填された樹脂中に発生するボイド体積変化の予測方法及び多孔質体内の樹脂材料の流動解析方法
【課題】解析を用いたボイドを防止できる条件の選定により絶縁破壊を防止する。
【解決手段】固体部材を加熱した場合のガス発生量またはモル数の時間変化についてのデータベースを予め実験的に構築し、部材からのガス発生量,ガスの比熱比を解析の入力として用いて、固体の部材を加熱した場合の樹脂中のボイド発生を解析で予測することにより、ボイドを防止できる条件の選定を行う。
(もっと読む)
合成樹脂中空体の製造方法
化粧料溶液、薬品および飲料などの流体物質を収容する合成樹脂中空体の製造方法において、オーバーモールド工程の間、中空成型体に冷却したガスまたは冷却した加圧ガスを充填する。 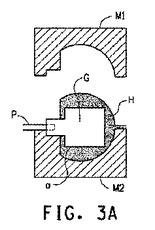 (もっと読む)
(もっと読む)
射出成形システム
【課題】遮断バルブを開く時機の設定を簡素化し、成形材料の射出成形機への供給を過剰に行うことなく、生産性を向上させる射出成形システムを提供する。
【解決手段】射出成形システムには成形材料供給装置13、真空脱気装置14、射出成形機15が具備されている。成形材料供給装置13の第1のホッパ1及び第2のホッパ2には、真空計16及び真空計17が設けられている。また、真空計16及び真空計17で測定された真空度を比較する真空比較装置18が具備されている。真空比較装置18は、各々の真空度の差を比較し、真空度差が所定の値(圧力差によって遮断バルブ3が開となったときに少なくとも第2のホッパ2に衝撃が加えられることのない値)以下になったところで真空比較装置18は遮断バルブ3を開とする。
(もっと読む)
プラスチック成形品の製造装置及びその製造方法
【課題】プラスチック成形品の表面に低光沢性をもたせることができると共にウェルドラインやフローマークなどの外観不良を消すことができ、而も艶消し塗装の省略化が可能になる。
【解決手段】キャビティ21が形成された移動側金型22及び固定側金型23で構成されると共に、移動側金型22のキャビティ部位21aにはシボ面24が形成されたプレス成形用金型2で、射出成形により加工した第一次プラスチック成形品8Aをキャビティ21に挿入して型締めにより加圧している時に、超音波振動装置3でシボ面24が形成されたキャビティ部位21aを有する移動側金型22を超音波加振して、第一次プラスチック成形品8Aのシボ面24が転写される表面部分を再溶融化する。
(もっと読む)
溶融成形用ペレット混合物およびその製造方法、ならびに該溶融成形用ペレット混合物を用いた成形品
【課題】十分な透明性を有しながらも、耐薬品性および耐衝撃性に優れた成形品、および該成形品を製造可能な溶融成形用ペレット混合物を提供すること。
【解決手段】少なくとも非晶性ポリアリレート樹脂、およびテレフタル酸成分と1,4−シクロヘキサンジメタノール成分とを主成分とするポリエステル樹脂pを溶融混練してなるペレット(I)、およびテレフタル酸成分と1,4−シクロヘキサンジメタノール成分とを主成分とするポリエステル樹脂qのペレット(II)を含む溶融成形用ペレット混合物であって、ペレット(I)中におけるポリエステル樹脂pの配合量Wpが非晶性ポリアリレート樹脂100質量部に対して10〜500質量部であり、ペレット(I)とペレット(II)との配合比率が質量比(I/II)で10/90〜80/20であることを特徴とする溶融成形用ペレット混合物。上記溶融成形用ペレット混合物を用いて成形されたことを特徴とする成形品。
(もっと読む)
平面状薄膜モジュールの作製
本願発明は、平面状薄膜モジュールを作製する方法、前記方法によって得られる平面状薄膜モジュール、熱交換モジュールを作製する方法、及び前記方法によって得られる熱交換モジュールに向けられる。一の態様において、本願発明の方法は、固体状態の平面状薄膜を提供するステップと、前記薄膜をサポートするための1つ又は複数の注封フレーム内に注封材料を射出するステップと、好ましくは熱圧によって、前記1つ又は複数の注封フレームを前記固体状態の平面状薄膜とともに組み立て、それによって薄膜フレームを形成するステップと、必要に応じて、前記平面状薄膜の少なくとも一方の側にスペーサーを提供するステップと、平面状薄膜モジュールを形成するために、気密方法で前記薄膜フレームの積み重ねを接合するステップと、を備え、前記接合するステップは、注封材料の溶着を備える。 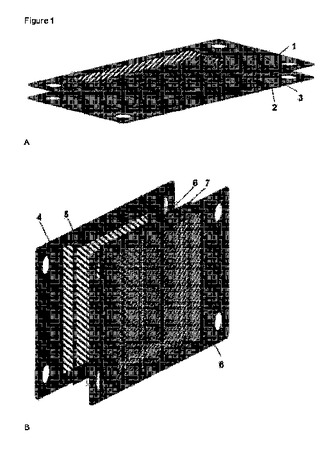 (もっと読む)
(もっと読む)
発泡樹脂成形品の成形方法
【課題】可動側金型と固定側金型とを型締めした後、エアを注入し、更に、発泡樹脂材料を射出充填した後、可動側金型を型開きさせて発泡反応を開始して所要形状に成形してなる発泡樹脂成形品の成形方法であって、製品表面のエア残りを低減し、外観性能を高める。
【解決手段】成形金型40の型締め後、冷却工程前迄製品キャビティC内に第1のエア注入管71を通じてエアを注入し続ける。そして、発泡樹脂材料Mの射出充填後、製品キャビティC内のエア圧を0.3〜1.0MPaにキープした状態で可動側金型50を型開操作し、金型外周シール部80から外部にエアを排出する一方、第2のエア注入管72を通じて可動側金型50の型面と発泡樹脂成形品20の製品面との間に薄膜のエア層Aを強制的に作り出し、外観性能を表面全面に亘り均一に保つことで外観不良をなくす。
(もっと読む)
型締装置
【課題】ブレーキの動作を保証可能な型締装置を提供する。
【解決手段】型締装置3は、固定金型503を保持する固定ダイプレート11と、移動金型505を保持し、固定ダイプレート11に対して型開閉方向に移動可能な移動ダイプレート13と、移動ダイプレート13を駆動する駆動力を生じるモータ23とを有する。また、型締装置3は、摩擦抵抗によりモータ23を制動可能なブレーキ28と、ブレーキ28の異常の有無に関する物理量を検出する圧力センサ76と、圧力センサ76の検出結果に基づいて、成形サイクルの1周期毎に異常の有無を判定する(ステップS6)制御装置7とを有する。
(もっと読む)
型締装置及びその制御装置
【課題】ブレーキの動作を保証可能な型締装置を提供する。
【解決手段】ダイカストマシン1の型締装置3は、固定金型503を保持する固定ダイプレート11と、移動金型505を保持し、固定ダイプレート11に対して型開閉方向に移動可能な移動ダイプレート13とを有する。また、型締装置3は、移動ダイプレート13を駆動する駆動力を生じるモータ23と、摩擦抵抗によりモータ23を制動可能なブレーキ28と、モータ23の動作を検出可能なモータ用センサ67とを有する。さらに、ダイカストマシン1は、ブレーキ28に制動力を発揮させた状態で、モータ23に駆動力を生じさせる制御信号を出力し、そのときのモータ用センサ67の検出結果に基づいてブレーキ28における異常の有無を判定する制御装置7を有する。
(もっと読む)
型締装置
【課題】ブレーキの動作を保証可能な型締装置を提供する。
【解決手段】型締装置3は、ブレーキ28を有し、ブレーキ28は、モータ23により駆動されるディスク47と、ディスク47に当接可能なパッド49と、パッド49をディスク47に押し付ける弾性部材57と、ロッド側室60Aに作動液が供給されることにより弾性部材57の付勢力に抗してパッド49をディスク47から離間させることか可能なブレーキシリンダ装置55とを有する。さらに、型締装置3は、弾性部材57の異常の有無に関する物理量を検出するセンサ(76)と、当該センサの検出結果に基づいて弾性部材57の異常の有無を判定する制御装置7とを有する。そして、前記センサは、ロッド側室60Aの圧力を検出する圧力センサ76である。
(もっと読む)
樹脂成型装置
【課題】オーバーモールドボトルの量産性を向上させることができる樹脂成型装置を提供する。
【解決手段】少なくとも一つの樹脂流入口101から複数の樹脂流出口102まで順次分岐されて連通している分岐樹脂流路103が形成されている。その複数の樹脂流出口102の各々に個々に複数のオーバーモールド金型300が連結され、その内部にインサートボトル500が保持される。樹脂流入口101に樹脂圧送機構200が溶融樹脂を圧送するので、インサートボトル500の外面にオーバーモールド樹脂が成型されるオーバーモールド成型が、複数のオーバーモールド金型300で同時に実行される。
(もっと読む)
金型を使う成形品の製造方法および金型装置
本発明は、金型を使用して成形品を製造する方法および金型装置を対象とする。本発明に係る方式は、耐圧性の高いフレーム(1)、およびフレーム内に配置される加圧筐体(6)を含み、加圧筐体において金型が高い圧力および温度に囲繞される。高温を利用することで、オートクレーブを使った後処理を行わなくてすむ。本製造技術に適した複数の下部分を加圧筐体(6)の下部分として配設可能であり、この場合、本発明に係る方式を用いて、プラスチック成形技術として知られ真空成形金型や射出成形金型などに用いられる技術を、圧縮成形技術によって製造される成形品および金型に適用する。 (もっと読む)
射出成形機のモード切換方法
【課題】 計量工程のモード切換を行う場合でも的確な設定変更による円滑な切換を可能にするとともに、成形条件の見直しの時間を解消又は短縮して生産効率を高める。
【解決手段】 モード切換が行われたなら、第一計量モードM1による計量工程に基づく射出工程を行い、かつ射出工程中における動作物理量をスクリュ2の移動距離により積分する積分処理を行うとともに、スクリュ2が射出工程中における条件切換位置Xc…に達したなら当該条件切換位置Xc…における積分値を基準積分値Ds…として記憶する条件学習処理を行い、この後、第二計量モードM2による計量工程に基づく射出工程を行い、かつ射出工程中における動作物理量をスクリュ2の移動距離により積分する積分処理を行うとともに、得られる積分値Ddが記憶した各基準積分値Ds…に達したなら基準積分値Ds…に達した位置を新たな条件切換位置Xc…に変更する条件適用処理を行う。
(もっと読む)
プレキュアトレッドの製造方法および装置並びにプレキュアトレッド
【課題】加硫時に未加硫トレッド13に付与されている圧力を容易かつ高精度で調節する。
【解決手段】未加硫トレッド13に付与されている圧力を該未加硫トレッド13に直接接触しながら検出する第1、第2検出センサ34、37を加硫金型22内に設け、前記第1、第2検出センサ34、37により検出された圧力に基づき型締め手段25の流体シリンダ40による型締め力を変化させるようにしたので、未加硫トレッド13に加硫金型22から付与されている圧力を容易かつ高精度で所定範囲内に収めることができる。
(もっと読む)
射出成形用金型
【課題】手間をかけずに各キャビティーへの樹脂の充填を均一にすることができるレンズ成形用金型を提供する。
【解決手段】固定金型1と可動金型2間に複数のキャビティー10が形成され、固定金型1と可動金型2間に各キャビティー10への開口部であるゲート7及び各ゲート7に接続するランナー4が形成されたレンズ射出成形用金型であって、各ゲート7に可動可能に配設され、各ゲート7の開口断面積を可変とする可動駒6と、各ゲート7に対する各可動駒6の位置を調整する可動駒位置調整機構を有する。各キャビティー10に温度センサー8や圧力センサー9を設け、各キャビティー10への樹脂の充填時に、各キャビティー10の温度履歴や圧力履歴が均一になるように、前記可動駒位置調整機構を制御し、各ゲート7に対する各可動駒6の位置を調整することが好ましい。
(もっと読む)
発泡体の製造方法及び製造装置
【課題】微細気泡を有し、高強度な発泡体を成形する方法及びそれに用いられる発泡体の製造装置を提供する。
【解決手段】発泡体の製造方法は、キャビティに、キャビティの容積よりも少ない体積の溶融樹脂を注入する注入工程と、注入工程の後に、キャビティ内の気体をキャビティ外に排出することによりキャビティを減圧する減圧工程と、前記減圧工程の後に、溶融樹脂を発泡させる発泡工程とを備えている。
(もっと読む)
41 - 60 / 314
[ Back to top ]