
Fターム[4F206AR15]の内容
プラスチック等の射出成形 (77,100) | 調整制御量(制御の対象) (4,319) | 重量、密度、比重 (77)
Fターム[4F206AR15]に分類される特許
1 - 20 / 77
発泡成形品の製造方法、発泡成形品、および発泡成形用金型
【課題】 コアバック成形において形状制約が無く、通常成形同等の形状精度で加工出来、部品強度が落ちない事。
【解決手段】 パーティングを2つ設け、可動側型板を複数枚構成としコアバックを行う可動コア端面を部品端面肉厚内に設け、押切形状、食切形状部に、駆動ユニットを設ける。また、サブパーティング内にも駆動ユニットを設け、エジェクタープレートをリターンピンと駆動ユニットで挟む構造とする。
成形プロセスは、発泡性樹脂を充填後サブパーティングが所定量コアバック移動するが、押切駒、食切駒、傾斜コア、外スライドはコアバック方向に移動せず、コアバック前の位置を維持する。
部品形状はコアバック時の可動コアと非可動コアとで内部発泡構造を変え、部品端面部の発泡倍率を少なくし、部品端面部では可動コアが部品端面肉厚内で可動コアを内包するコアの抱き駒と接している為、コアバック動作後端面形状が所望のR形状となる。
(もっと読む)
射出成形機のパージ廃材排出装置

【課題】パージ廃材を受け取る容器が満杯になる前に、パージ廃材を容器から廃棄することが可能な射出成形機のパージ廃材排出装置を提供する
【解決手段】射出成形機10は、パージ作業を行った際に射出装置18のシリンダ24のノズル26の先端から射出されるパージ廃材40を受け取る容器30、容器30に受け取られたシリンダ24のノズルから射出されたパージ廃材の質量または体積を計量する計量部32、容器30をシリンダ24のノズル26から射出されたパージ廃材40を受け取る位置と射出成形機10の外に位置するパージ廃材40が廃棄される位置との間を往復移動させる容器移動用アクチュエータ34、容器30に収容されたパージ廃材40を廃棄するために、パージ廃材を受け取る容器30からパージ廃材40を押し出すパージ廃材廃棄用アクチュエータ36を備え、射出成形機10の制御装置をパージ廃材排出装置の制御装置として用いる
(もっと読む)
回転電機のコアの電磁誘導加熱方法及び電磁誘導加熱装置
【課題】コアの両端付近のコア板から厚さ方向の中間部付近のコア板まで均一に加熱することができる回転電機のコアの電磁誘導加熱方法及び装置を提供する。
【解決手段】複数枚のコア板Waが積層されて全体として円筒形状に形成された回転電機のコアWの内周側及び外周側に、それぞれ円筒形状をなす内周側コイル14及び外周側コイル15を配置する。この状態で、各コイル14,15に交流電流を流すことにより、コアWを電磁誘導加熱する。
(もっと読む)
設計支援装置および剛性構造決定方法
【課題】軽量化を前提とした剛性構造を高精度に得ることができ、かつ解析にかかる時間を短縮する。
【解決手段】メッシュ状の要素に分割されたモデル19の各要素を、クリープ変形による変形量に基づき、複数のグループのいずれかに仕分ける処理と、前記仕分けられたグループごとに、剛性パラメータを線形解析する処理と、前記グループごとに求められた剛性パラメータを、そのグループに属する各要素に付与すると共に、各要素に生じる反力と、拘束条件とに基づき線形解析し、前記モデルの変形量を求める処理と、前記線形解析により求められた前記モデルの変形量と前記クリープ変形により求められた変形量が所定の許容範囲内で一致するように、各要素の剛性パラメータを最適値に調整する処理と、全ての要素について最適値に調整された剛性パラメータを用いて位相最適化処理を行う処理を行う。
(もっと読む)
成形条件の調整支援方法および射出成形機
【課題】成形条件出しの作業において、作業者が安心して参考として利用できる参考情報を表示する、射出成形機の成形条件の設定支援方法を提供する。
【解決手段】成形品の重量、射出材料の種類等の成形品に関連する基礎データを、射出成形機のコントローラ20に入力する。コントローラ20は四則演算によって、入力された基礎データから、成形条件を調整するときに参考となる参考情報を計算する。参考情報として、例えば、成形品を射出するためのスクリュ6のストローク、シリンダバレル5内の溶融状態の射出材料の比重、等が挙げられる。参考情報をコントローラ20に設けられている表示装置21に表示する。作業者は、参考情報を参考にして成形条件出しを安全に実施することができる。
(もっと読む)
電磁波シールド性複合成形体とその製造方法
【課題】家庭用の電気・電子機器等から発生させる低周波の磁界波と電磁波のシールド性が優れた電磁波シールド性複合成形体と、その製造方法を提供する。
【解決手段】炭素繊維及び熱可塑性樹脂を含む第1樹脂組成物からなる第1成形体層と、メジアン径(d50)が5〜100μmで、アスペクト比が10以上である扁平軟磁性粉末及び熱可塑性樹脂を含む第2樹脂組成物からなる平板状の射出成形体層とを有する電磁波シールド性複合成形体であって、前記平板状の射出成形体層中において前記扁平軟磁性粉末が厚み方向と直交する方向に配向された状態で含有されており、前記平板状の射出成形体層が、縦120mm、横120mm及び厚み2mmの平板であるときの周波数0.1〜100MHzの範囲の磁界波シールド効果が8dB以上であり、かつ前記周波数領域の電磁波シールド効果が25dB以上である、電磁波シールド性複合成形体。
(もっと読む)
繊維強化樹脂の積層成形方法及び積層成形品
【課題】積層した層毎に繊維材の配合率が異なるとともに、意匠面の表面性に優れた繊維強化樹脂の積層成形方法及び、積層成形品を提供すること。
【解決手段】繊維材を含む溶融樹脂を充填して基材層を成形する第1の射出装置と、繊維材を含む溶融樹脂を充填して表層を成形する第2の射出装置とを用い、前記第1及び第2の射出装置に用いる樹脂成形材料が、積層成形品を成形する直前に所定量の、樹脂ペレットと、前記繊維材と、複数の添加剤とを混合手段により直接混ぜ合わされ、且つ繊維材の配合比率(重量含有率)を前記基材層及び前記表層それぞれで異なるようにした。
(もっと読む)
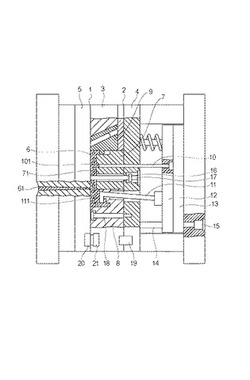
射出延伸吹き込み成形方法
本発明は、ポリエチレン材料から作製される固体プリフォームに関し、このプリフォームが、ネック領域、側壁、及びベース領域を含み、かつ内壁を有する内部と、外壁を有する外部とを有し、全ポリエチレン材料の少なくとも65重量%のポリエチレン材料は、300,000g/モル〜6,000,000g/モルのZ−平均分子量(Mz)、及び28を超えるMz/Mn値を有し、Mnが平均分子量であり、Mz/Mnが、Mz値をMn値で除したものである。  (もっと読む)
(もっと読む)
ポリ乳酸含有樹脂製耐熱性中空体の製造方法
【課題】無機充填剤をナノコンポジット化したポリ乳酸含有樹脂組成物の射出成形により中空体を得るときに、製造条件に関わらず金型を開く時期を決定できる耐熱性中空体の製造方法を提供する。
【解決手段】凹部を備える雌金型と、凸部を備える雄金型と、縁部形成部を備えるストリッパープレートとを備えた金型を用いた耐熱性中空体の製造方法。キャビティに臨む表面が射出されたポリ乳酸含有生分解性樹脂組成物の結晶化温度に対応する温度に金型を加熱する。生分解性樹脂組成物の温度T(℃)がT=(t+3.5)±1.5(t(℃)は金型の表面温度)となったことが赤外線温度センサにより検知されたときに、雄金型とストリッパープレートとを雌金型から離間させる。中空体の内面と雄金型の凸部との間に気体を導入し、ストリッパープレートを中空体方向に前進させて、中空体を金型から取り出す。
(もっと読む)
肉薄容器及びその射出成形方法
【課題】ポリ乳酸樹脂の生分解性を損なうことなく、装飾性を備える肉薄容器及びその射出成形方法を提供する。
【解決手段】肉薄容器Wは、ポリ乳酸樹脂に対して2.6〜4重量%の範囲の超臨界状態の二酸化炭素を含浸してなるポリ乳酸の溶融樹脂を射出成形してなり、ゆず肌の外表面を備える。肉薄容器Wは、0.45〜0.7mmの範囲の厚さを備えることが好ましい。肉薄容器Wは、ポリ乳酸樹脂に対して2.6〜4重量%の範囲の超臨界状態の二酸化炭素を含浸させたポリ乳酸の溶融樹脂を射出する方法により得ることができる。キャビティ29は、ゲート32とキャビティ29の先端部との間に、ゲート32の周辺部よりも肉厚である肉厚部29aを備えることが好ましい。金型12に複数のキャビティ29が配設されている場合には、各ゲート32の開閉を電磁開閉弁により行うことが好ましい。
(もっと読む)
成形品取出装置
【課題】成形品取出し部の振動に対して簡易に制振制御を行うことができる成形品取出装置を提供する。
【解決手段】駆動源により駆動される取出ヘッド(成形品取出し部)14を備えて成形機2から成形品の取り出しを行う成形品取出装置1において、取出ヘッド14の振動成分を入力したテーブル4と、前記テーブル4を用いたフィードフォワード制御によりサーボモータ(駆動源)16を駆動して取出ヘッド14の振動を抑制するように取出ヘッド14の移動速度を制御する制御手段3とを備える。
(もっと読む)
少数コンテナへの射出成形機の収容方法
【課題】射出成形機を分解した主要な各種装置を、コンテナ内に重量バランスが極端に偏らないように収容する。
【解決手段】単独のコンテナ内に射出成形機1の全体が収容できない際、射出成形機1を極力分解しないよう3つに分け、これらを第1〜第3のコンテナ13,14,15内に重量バランスが極端に偏らないように、第1のコンテナ13内の前後には、トグルリンク機構8を保持したテールストック9と移動ダイプレート3とを振り分けて収容し、第2のコンテナ14内の前後には、固定ダイプレート5を固定したフレーム6とトグルリンク機構8を覆うカバー11とを振り分けて収容し、第3のコンテナ15内の前後には、射出ユニット10とタイバー7とを振り分けて収容し、これにより、射出成形機1の主要な装置が収容された各々のコンテナの重量バランスが極端に偏らないよう安定させることができるから、安全にコンテナを吊り上げることができる。
(もっと読む)
微細発泡成形品の射出成形システム及びその方法
【課題】発泡成形品の外観上の欠陥をなくし、過量の原料液注入による問題を回避できる、微細発泡成形品の射出成形システム及びその方法を提供すること。
【解決手段】金型の型閉じを行った後、キャビティに対して継続して第一負圧を加え、成形機で原料液を注入し、液状樹脂中に高圧気体を注入して微小気泡を形成し、続いて第一負圧を停止してキャビティに対し正圧パルスを加える。
(もっと読む)
流体動圧軸受装置及びその製造方法
【課題】MIM成形したハウジングを備えた流体動圧軸受装置において、潤滑流体の外部への漏れ出しを防止する。また、MIM成形したハウジングにスラスト動圧発生部を高精度に加工する。
【解決手段】ハウジングの相対密度を95〜98%の範囲内に設定し、ハウジングの内面と外面とを連通する孔が形成されないようにした。これにより、ハウジングを介した外部への油漏れを防止できる。また、ハウジングを形成する金属粉末の平均粒径を10μm未満、あるいはスラスト動圧発生部の凹凸高さの1/2以下に設定した。これにより、ハウジングのMIM成形と同時にスラスト動圧発生部を高精度に型成形することができる。
(もっと読む)
樹脂製燃料タンク用接合部品およびその製法
【課題】樹脂製燃料タンクの開口部外周との溶着部分において優れた溶着力を奏するとともに、燃料低透過性に優れ、耐ソルベントクラック性、成形性にも優れる、樹脂製燃料タンク用接合部品およびその製法を提供する。
【解決手段】樹脂製燃料タンク用接合部品(接合パイプ1)が、下記の(A)および(B)を主成分とするとともに下記の(C)成分を含有し、(A)成分および(B)成分の含有比率が、重量比で、(A)/(B)=10/90〜70/30の範囲であり、かつ、(B)成分が海相(マトリクス)を形成し(A)成分が島相(ドメイン)を形成するアロイ材からなる。
(A)高結晶性高密度ポリエチレン樹脂。
(B)低結晶性高密度ポリエチレン樹脂。
(C)結晶増核剤。
(もっと読む)
射出制御装置及び射出制御方法
【課題】成形材料の充填が終了したときの型内圧を適正な値に維持することができ、成形品の品質を向上させることができるようにする。
【解決手段】シリンダ部材内に配設された射出部材と、射出部材を前進させるための射出用の駆動部と、駆動部を制御し、射出開始位置から速度制御終了位置まで速度制御を行って射出部材を前進させる制御部71とを有する。制御部71は、射出開始位置から速度制御終了位置まで射出部材を前進させる間に成形材料が射出部材によって押し込まれる体積を押込み量Wsとし、射出部材が速度制御終了位置に到達したときの金型装置の入口からキャビティ空間に進入した成形材料の体積をWm1としたとき、Ws>Wm1となるように制御を行う。成形材料の完全充填が行われる前に、射出部材が速度制御終了位置で停止させられるので、型内圧を適正な値に維持することができる。
(もっと読む)
射出発泡樹脂成形品
【課題】射出発泡成形方法で得られ、軽量でリサイクル性に富み、自動車の内装材等として用いた場合においても高い曲げ強度を有する射出発泡樹脂成形品を提供することを目的としている。
【解決手段】発泡層の厚み方向両面に非発泡層が設けられた発泡部を少なくとも備える射出発泡樹脂成形品において、前記発泡部の発泡層が、独立した多数の発泡セルを備え、発泡層を厚み方向に三等分に分割したとき、発泡層の中央に位置する分割部の密度が前記非発泡層の0.1倍以上0.3倍以下で、残りの分割部の密度が前記非発泡層の0.33倍以上 0.5倍以下であるとともに、前記発泡部全体の密度が非発泡層の0.28倍以上 0.56倍以下であることを特徴としている。
(もっと読む)
ポリ乳酸樹脂射出成形体の製造方法
【課題】優れた耐熱性を有するポリ乳酸樹脂射出成形体を、優れた成形性で効率的に得ることができる製造方法を提供すること。
【解決手段】以下の工程(1)及び工程(2)を有するポリ乳酸樹脂射出成形体の製造方法。工程(1):ポリ乳酸樹脂と、(a)C=Oと、NH及びOから選ばれる官能基とを分子内に有する環状化合物、(b)C=Oを分子内に有する環状化合物と、NH、S及びOから選ばれる官能基を分子内に有する環状化合物との混合物、(c)置換されていてもよく、金属を含んでいてもよいフタロシアニン化合物、及び(d)置換されていてもよいポルフィリン化合物からなる群から選ばれる少なくとも1種の有機顔料を含む有機結晶核剤とを含有するポリ乳酸樹脂組成物を、超臨界流体と接触させながら溶融混練する工程、工程(2):工程(1)で得られた溶融物を金型内に充填し、射出成形する工程
(もっと読む)
ポリ乳酸樹脂射出成形体の製造方法
【課題】可塑剤を用いなくても、優れた耐熱性を有するポリ乳酸樹脂射出成形体を、優れた成形性で効率的に得ることができる製造方法を提供すること。
【解決手段】以下の工程(1)及び工程(2)を有するポリ乳酸樹脂射出成形体の製造方法。工程(1):ポリ乳酸樹脂と、カルボヒドラジド類、メラミン化合物、ウラシル類及びN−置換尿素類からなる群から選ばれる少なくとも1種の有機結晶核剤とを含有するポリ乳酸樹脂組成物を、超臨界流体と接触させながら溶融混練する工程、工程(2):工程(1)で得られた溶融物を金型内に充填し、射出成形する工程
(もっと読む)
排水枡及びその製造方法
【課題】 胴部の外径を開口部の外径よりも小さくして軽量化を図った3層構造の排水枡およびその製造方法を提供する。
【解決手段】 排水枡1は、肉厚方向に3層以上の別種材料からなる硬質塩化ビニル製であって、胴部3と、胴部3の側壁3bの上方に接続された開口部5と、胴部3の側壁3bの下部から側方に突き出す、筒状の出側排水管取付部7と、筒状の入側排水管取付部9とを備える。入側排水管取付部9は、出側排水管取付部7より上方の胴部側壁3bから、出側排水管取付部7と直交する方向に突き出している。胴部3の外径は、開口部5の外径よりも小さい。また、出側排水管取付部7の肉厚T出と、入側排水管取付部9と胴部側壁3bとの接続部9Xの肉厚T入との比は、T出:T入=1:2.5〜1:4.5である。これにより、第2の原料(再生原料)の含有率を比較的高くした場合でもブレークスルーの発生を抑えることができる。
(もっと読む)
1 - 20 / 77
[ Back to top ]