
Fターム[4F206JA07]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (7,921) | その他の射出成形 (6,556)
Fターム[4F206JA07]に分類される特許
6,481 - 6,500 / 6,556
2つ又はそれ以上の材料で作成されるプリフォーム及びこれを得る方法
2つの異なる材料で作成されるプリフォームの作成方法、ここで第一の材料(4)及び第二の材料(22)が同軸でない中心軸を有するノズルで射出される。好ましくは、プリフォームは、第一の材料の側壁の中に第二の材料の包摂を含む。その新規プリフォームは、好ましくは底領域(1c)及び側壁領域(1b)を含み、底領域は、もっぱら第一の材料で作成され、かつ側壁領域は、第二の材料(22)により満たされる少なくとも1つの容積(14)を除いて、全般的に第一の材料(4)で作成される。  (もっと読む)
(もっと読む)
金属又は木質表面領域をもつ改良された成型部品及びそれらの製造方法

【課題】木製、金属製または他の半剛性シート材の魅力的な、均一に良く接着された、そして耐久性のある表面領域をもつ改良された射出成形物品を提供する。
【解決手段】プラスチック基材成分と接着したシート材表面片とをもち、シート材端部と同端部に隣接するシート材表面領域の少なくとも一部が成型したプラスチック端被覆成分によって重ねられており、シート材が金属製品、木質製品又は木質系紙製品からなる群から選ばれた薄い半剛性シート材料であることを特徴とする成型プラスチック物品及びその製造方法。
(もっと読む)
連続可塑化用の射出成形方法及び装置
往復(RS)射出ユニット環境では、図1に示すように、射出ユニットのコントローラが、従来の可塑化動作及びショット射出の両方の間にスクリュを連続回転させるようになっている。このように、RSユニットはより効率的であり、より少ないエネルギーを利用して、より多くの樹脂出力を生み出す。射出ユニットは、ノズルに隣接して逆止弁を含み、この逆止弁は、スクリュとともに回転して摩耗を低減するように構成されるか、又は逆止め玉式の逆止弁として設けられる。射出成形環境では、回転スクリュは、隣接するフライト間の空間で樹脂の粒状物を溶融及び混合させるフライトを含むが、フライトは、フライトの周りで樹脂が変位しすぎるのを実質的に阻止するようになっている。  (もっと読む)
(もっと読む)
装飾製品の金型内ラミネーション
装飾層1、バッキング層3、及び非常に優れた“深みのあるイメージ”を提供するクリアー外層5を有している装飾用熱可塑性配合材の製造方法に関する。バッキング層3をクリアー外層5の背面、且つ薄い箔、フィルム、ファブリック、又はベニヤ材1の上面にバッキング層3を射出成形することにより、広範囲に渡る装飾パターンを有している装飾用アップリケ又は保護用アップリケを形成することができる。  (もっと読む)
(もっと読む)
脂肪族ポリエステル樹脂組成物及び脂肪族ポリエステル樹脂成形体並びに脂肪族ポリエステル樹脂成形体の製造方法
実用上汎用樹脂並みの成形条件で、例えば成形サイクルで、離型時に変形を起こすことなく、優れた物性の成形体を得ることができる脂肪族ポリエステル樹脂組成物、かかる脂肪族ポリエステル樹脂組成物を溶融成形した脂肪族ポリエステル樹脂成形体及びかかる脂肪族ポリエステル樹脂組成物を用いる脂肪族ポリエステル樹脂成形体の製造方法を提供する。 脂肪族ポリエステル樹脂組成物として、脂肪族ポリエステル樹脂に、結晶核剤として末端が炭素数1〜6の炭化水素基で封鎖された特定の芳香族スルホン酸塩を含有させたものを用いた。 (もっと読む)
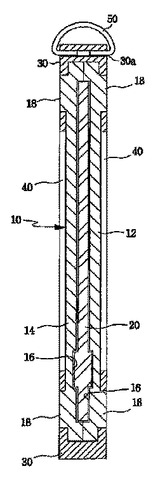
交通手段用コイン及びその製造方法
本発明は、RFラベルが内蔵された使い捨て型及び定額型交通手段用コインを回収して繰り返し再使用してもコインが簡単に破損しないようにし、コイン内部にRFラベルを内蔵することで、インサート射出成形して周縁を形成するときも、高熱によって前記RFラベルが破損しないようにしたものである。本発明の交通手段用コインは、内面の中央部に凹状の収容部が形成された第1円板と、前記第1円板の収容部と対応するように内面に収容部が形成された第2円板が一つに結合された本体と、前記本体の収容部に収容配置される円形のRFラベルと、前記本体が射出金型に挿入された状態で、前記本体の周縁部位に沿って被覆された円形のアウターリングとを備えることを特徴とする。
本発明によれば、本体の周縁にアウターリングを形成することによって、地下鉄などの交通手段の乗車券として使用するコイン(使い捨て型及び定額型を含む。)を1回あるいは複数回使用した後、回収して再び再使用しても周縁部位が剥離しないなど、コインの耐久性が大きく向上される効果がある。
 (もっと読む)
(もっと読む)
規格ゲージに固有の色で符号化した針保護装置およびその製造方法
ベース(4)およびこのベースに回動自在に取り付けた針保護ハウジング(6)を有する針アセンブリ(2)の針の規格を、ユーザーが直ちに認識することができるように、針アセンブリ(2)を、針の規格に対応する予め割り当てた色で符号化した成形材料により射出形成する。結果として、針アセンブリ(2)のベース(4)および保護ハウジング(6)の双方が同じ固有色を有し、針(12)の所定規格を、反映もしくは示す。使用前に針(12)をカバーする針シース(26)は、透明もしくは、針センブリと同じまたは異なる色のプラスチック材料で形成する。固定の針シリンジ(48)の針(12)の規格は、色で符号かした針保護ハウジングからも認識することができる。針(12)の規格に対応する色符号化マークを、固着針シリンジ(48)のシリンジ筒にプリントすることもできる。  (もっと読む)
(もっと読む)
成形機及びその温度制御方法
成形機(10)は、加熱シリンダ(51)を誘導加熱により加熱する誘導加熱手段を備える。誘導加熱手段は加熱シリンダ(51)に配設された複数の誘導加熱用コイル(112−1〜112−4)と、これらのコイルに供給する電力を制御する複数の電力供給制御部とを含む。各電力供給制御部はそれぞれ、直流電源回路(40)から電力を供給される加熱部制御用インバータ(114−1〜114−4)を備える。各加熱部制御用インバータは供給する電力の周波数制御または電流制御を行なう。 (もっと読む)
複合材料本体、それらの製造方法およびそれらの使用
ポリアセタールと、少なくとも1つの熱可塑性ポリエステルエラストマーとを含む複合材料であって、ポリアセタール成形品が熱可塑性ポリエステルエラストマーで一部または完全に被覆されるかまたはポリアセタール成形品上に熱可塑性ポリエステルエラストマーによって構成される1つ以上の成形品が直接成形されることにより形成されている上記複合材料が記載されている。本複合材料は、ポリアセタールと熱可塑性ポリエステルエラストマーとが熱可塑性ポリエステルエラストマーのポリアセタール成形品上への射出により互いに接着または凝集により結合され、ポリアセタールと熱可塑性ポリエステルエラストマーとの間の引張接着強さが少なくとも0.5N/mm2であることを特徴とする。
本複合材料は、コネクタとして;一体となった封止特性および/または一体となった制動特性を有する機能性部材として;あるいは、滑り止めおよび握りやすい(easy-grip)
機素として使用することができる。
(もっと読む)
複合材料本体、それらの製造方法およびそれらの使用
ポリアセタールと、少なくとも1つの熱可塑性ポリアミドエラストマーとを含む複合材料であって、ポリアセタール成形品が熱可塑性ポリアミドエラストマーで一部または完全に被覆されるかまたはポリアセタール成形品上に熱可塑性ポリアミドエラストマーによって構成される1つ以上の成形品が直接成形されることにより形成されている上記複合材料が記載されている。 本複合材料は、ポリアセタールと熱可塑性ポリアミドエラストマーとが、熱可塑性ポリアミドエラストマーのポリアセタール成形品上への射出により、互いに接着または凝集により結合され、ポリアセタールと熱可塑性ポリアミドエラストマーとの間の引張接着強さが少なくとも0.5N/mm2であることを特徴とする。。
本複合材料は、コネクタとして;一体となった封止特性および/または一体となった制動特性を有する機能性部材として;あるいは、滑り止めおよび握りやすい(easy-grip)
機素として使用することができる。
(もっと読む)
熱可塑性材料の光導管の製造方法
本発明は、熱可塑性材料の光導管(14)を製造する方法に関する。
この導管は、第1の軸と呼ばれる縦の軸(A−A´)に沿って光を伝えるための長方形型材によって構成され、両端の一方に前記第1の軸に対して傾斜した壁部(28)と、レンズの回転軸(B−B´)が縦の対称面に含まれるレンズ(32)とを備えた光リレー(26)を含み、前記導管(14)はレンズの厚さを超える所定の最大高さHmax及び縦の軸(A−A´)に沿った所定の平均の長さLmoyを有する。本発明によれば、光導管を、熱可塑性材料を導管と同一形状のキャビティを有する金型(1)内に射出成形することにより単体として作る。その射出を前記軸(A−A´,B−B´)によって規定される面に実質的に平行な面全体を覆うように前記キャビティの一側に設けられた注入オリフィスを通して行う。注入オリフィスは0.2HmaxとHmaxの範囲内の高さhと、0.2Lmoyと0.8Lmoyの範囲内の長さλを有する。そして、熱可塑性材料を400mm3/sから1500mm3/sの範囲内の速度で射出する。
(もっと読む)
光沢レベルの調整

溶融材料(1)と接触する金型表面(4)と、金型表面(4)上の少なくとも1層のコーティング(6)と、金型表面(4)のための温度制御手段とを有する金型(3)内で溶融材料、特にプラスチックを射出成形する方法において、金型表面(4)を温度制御手段により冷却しており、それにより溶融材料がコーティングとの界面で凝固し、射出成形品を型から取出すことができる。この過程の間、溶融材料を金型表面(4)上のコーティング(6)と接触させており、射出成形品について指定した60°光沢レベルおよび/または色値Lが得られるようにコーティング材料の熱浸透率と整合させて、前記コーティング(6)の厚さを選択する。 (もっと読む)
車両のドアのラッチ用の回路の絶縁の方法及びシステム
車両ドア・ラッチ機構に用いられる電気回路用の射出成形の方法及びシステムが開示される。一般に、モールドが設けられ、モールド内部には、モールドの壁によりモールド・キャビティが形成されている。車両ドア・ラッチと関連し且つ/又は車両ドア・ラッチと一体化された電気回路を、モールド・キャビティ内に配置することができる。次いで、プラスチック材料をモールドのモールド・キャビティの中に射出成形することができ、プラスチック材料が電気回路を覆って封止して、電気回路に対して絶縁及び環境的保護を与える。  (もっと読む)
(もっと読む)
射出成形機の制御装置
金型10の開放から閉成に至るまでの工程における、閉成指令信号に同期して、多数の時点のモータ3に流れる電流値X(t)を記憶するメモリ29rと、メモリ29rから読み出した電流値X(t)に対応する時点毎の平均値Mx(t)、分散値Vx(t)を求める平均・分散算出手段と、(A−1)回までの任意の回数における前記平均値Mx(t)、分散値Vx(t)を用いて次式のようにして前記時点毎の電流閾値Xf(t)を求める閾値算出手段と、Xf(t)=Mx(t)+N・{Vx(t)}1/2ここで、Nは、定数で≧3時点毎における電流閾値Xf(t)と電流値X(t)とを比較することにより電流値X(t)が電流閾値Xf(t)を予め定められた回数mを、超えることにより異常と判断する異物判定部29と、を備えたものである。  (もっと読む)
(もっと読む)
工具軸の操作方法
本発明は、特に、射出成形金型のセンサ(1)のセンサ素子により工具軸を操作する方法に関するものである。金型内圧を測定する少なくとも1つのセンサ(1)をキャビティ(3)に配置し、センサ素子(5)を遊び(7)を伴って鞘(4)内に挿入した後に調整し、感度を決定後、コード化可能な部品、例えば抵抗を選定し、センサ(1)に取付けて、鞘(4)と共に金型壁(2)の孔へ挿入した構成によって本発明による方法が実行される。  (もっと読む)
(もっと読む)
転写性に優れた樹脂組成物を用いたマイクロ部品
通常の射出成形の温度及び圧力以下でスタンパの微細加工又は、金型形状を精密に転写することができる樹脂組成物及び該組成物を用いたマイクロ部品の提供を目的とする。ポリプロピレン系樹脂と一般式X−Yで表記されるブロックコポリマーの水素添加誘導体とを含有していることを特徴とする。 ここで、ポリマーブロックXは、ポリプロピレン系樹脂に相溶しないポリマーブロックであり、ポリマーブロックYは、共役ジエンのエラストマー性ポリマーブロックである。 (もっと読む)
簡易型金型内製品ハンドリングシステム及び成形品を取り扱う方法
金型内蓋ハンドリングシステムは、射出成形金型の成形面にわたって横方向に並進して、成形キャビティの列上で第1の動作を行うか、又は成形キャビティの列から複数の成形品を抜き取り、その後、第2の動作のために外側位置へ後退するか、又は成形品を落下シュートへ移すように動作可能である、スライドを提供する。スライドの駆動手段は、スライドの端に取り付けられる第1のトランスミッション及び第2のトランスミッションを含む。トランスミッションは、トランスミッションに収容されている少なくとも1つのベルトが複数のガイドにより画定される経路に沿って構成され、この経路はガイド間に画定される複数の部分を含み、少なくとも1つのベルトがこの経路に沿って2つの位置間で動作可能であり、スライドが種々の適宜配置された経路部分に接続されていることにより内側位置と外側位置との間でそれぞれ駆動される、という基本原理に基づいて動作する。
 (もっと読む)
(もっと読む)
インモールド容器およびその製造装置
胴部表面に凹部または凸部を有し、意匠性に優れ、類似品を排除することができるインモールド容器を提供する。
インモールド容器10はフランジ部12を有する胴部11と、底部13とを有し、ラベル20と射出樹脂21とから形成されている。胴部11の外面に多数の凹部15および多数の凸部16が設けられている。胴部11は角θでフランジ部12側へ向って末広状に形成されている。凹部15はその底部13側に角θより小さい胴部11に対する傾斜角θ2の傾斜部15aを有し、凸部16はそのフランジ部12側に角θより小さい胴部11に対する傾斜角θ1の傾斜部16aを有している。
(もっと読む)
PCM金型およびそれを有するバッテリー
本発明は、保護回路モジュール(PCM)インサート射出成形物およびそれを有するバッテリーを提供する。PCMインサート射出成形物は、保護回路が上に形成されているプレートおよび接続端子および所望によりリード線を包含するPCMを、保護回路プレート、接続端子およびリード線を電気的に接続した状態で、金型の内側空間中に挿入し、PCMがリード線を包含する場合には、リード線が部分的に外側に露出するように、あるいはPCMがリード線を包含しない場合には、接続端子が部分的に外側に露出するように、溶融樹脂を金型の内側空間中に射出することにより製造される。PCMは、保護回路およびバッテリーセルが接続されない、即ちバッテリーに電力が印加されない条件下でインサート射出成形することにより製造されるので、PCMは一般的な樹脂を使用して成形することができ、電気的に安定しており、短絡を防止するための被覆工程を必要とせず、電気的に損傷をほとんど受けない。 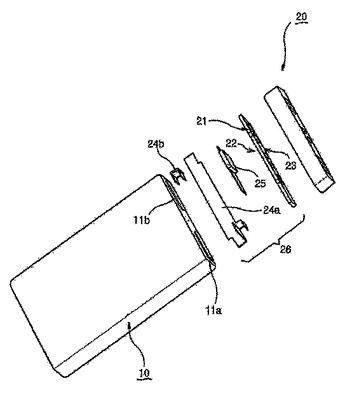 (もっと読む)
(もっと読む)
インサート部材を有するモールド部材及びその製法
冷熱時の樹脂内部の収縮応力及び歪みを吸収して緩和することが出来る、インサート部材付きのモールド部材を提供するために、樹脂で形成されるモールド部材本体と、前記モールド部材本体に金属,セラミックス,樹脂、あるいはこ
れらの材料を組み合わせた複合材料からなる部品がインサートされている樹脂モールド部材において、インサート部材の外周、少なくとも角部,突起部,段差部の近傍に空隙を設けると同時に、インサート部材の外周部に空隙無くモールド樹脂とインサート部材を連続モールドした個所も合わせて形成されている構成とした。容易な製造方法で、冷熱耐久におけるインサート部材と樹脂の線膨張係数の差から発生する樹脂のクラックを回避しうる、高信頼インサート部材付きモールド部材を実現できる。
(もっと読む)
6,481 - 6,500 / 6,556
[ Back to top ]