
Fターム[4F206JA07]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (7,921) | その他の射出成形 (6,556)
Fターム[4F206JA07]に分類される特許
6,461 - 6,480 / 6,556
活性材料素子を使用して金型の変形及び位置合わせずれに対処する方法及び装置
第1の面及び第2の面を有する射出成形用金型を制御するための方法及び装置は、第1の面と第2の面との間に配置されるように構成される活性材料素子を備える。活性材料素子は、第1の面と第2の面との間の力を感知し、対応する感知信号を生成するように構成することができる。伝送構造が活性材料素子に結合され、感知信号を伝達するように構成される。好ましくは、活性材料素子アクチュエータも第1の面と第2の面との間に配置され、感知信号に従って拡張力を第1の面と第2の面との間に提供するように構成される。本方法及び本装置は、射出成形用金型での望ましくない変形及び/又は位置合わせずれに対処するために使用することができる。
 (もっと読む)
(もっと読む)
活性材料素子を使用してベント部の間隙を制御する方法及び装置
射出成形機の金型のベント部の間隙を制御する方法及び装置が提供され、この方法及び装置は、ベント部の間隙の開口度を調整するように構成される活性材料インサートを備える。活性材料インサートは、コントローラからの信号に応答して作動して、成形プロセス中にベント部の間隙の開口を選択的に塞ぐように構成される。配線構造が活性材料インサートに結合され、作動信号を伝達するように構成される。また、溶融物フローセンサを設けてベント部の間隙の調整を支援することができ、溶融物フローセンサをコントローラに接続してベント部の間隙の動作に対してリアルタイム閉ループ制御を提供することができる。好ましくは、本方法及び本装置は、金型キャビティ内の溶融物の流れを制御するシステムの一部として使用される。  (もっと読む)
(もっと読む)
フロアディスプレイ

透明な材料からなるウィンドウプレート(2)と、ベースプレート(3)と、可撓性材料からなるフレームとを有するフロアディスプレイであって、フレーム(4)は、2つのプレート(2、3)の周囲に延びており、両プレートを一緒に保持しており、両プレート(2、3)の間には、シート状またはフィルム状の材料からなる交換可能なイメージキャリア(21)を配置することが可能になっており、フレーム(4)は、接合部によって、ウィンドウプレート(2)の外周エッジの略全体に対して離れないように接続されており、フレーム(4)は、接合部によって、ベースプレート(3)の多くとも2つの外周エッジの側面に対して離れないようにさらに接続されている。 (もっと読む)
成形システムにおいて活性材料素子を利用するための制御システム
第1の面及び第2の面を有する射出成形機を制御する方法及び装置は、第1の面と第2の面との間に配置されるように構成される圧電セラミックセンサを備える。圧電セラミックセンサは、第1の面と第2の面との間の力を感知するとともに、対応する感知信号を生成するように構成される。配線構造が圧電セラミックセンサに結合され、感知信号を伝達するように構成される。好ましくは、圧電セラミックアクチュエータも第1の面と第2の面との間に配置され、感知信号に従って第1の面と第2の面との間に拡張力を提供するように構成される。 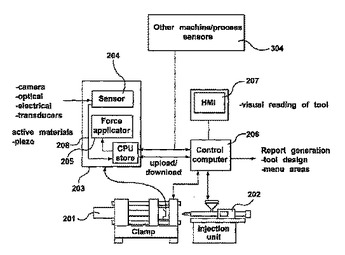 (もっと読む)
(もっと読む)
活性材料素子を使用する調整可能なホットランナーアセンブリ封止及び先端高さのための方法及び装置
第1の面及び第2の面を有する射出成形機内の境界面を封止する方法及び装置が提供され、当該方法及び装置は、第1の面と第2の面との間に力を生成するのに適したように配置されるように構成される活性材料アクチュエータを備える。活性材料アクチュエータは、活性材料センサにオプションとして接続されるコントローラからの感知信号に応答して力を生成するように構成される。また活性材料インサートを使用して、ゲート開口内でノズル先端を中心合わせするとともに、ゲート開口に対してノズル先端の先端高さを調整する方法及び装置も提供される。
 (もっと読む)
(もっと読む)
キャスター台車又はキャスター固定台車等の台車用のホイール

【課題】ホイールが製造技術上好適に形成されること、及び、このようなホイールが構造上好ましく形成されること、のうちのいずれか又はその両方である。
【解決手段】本発明は、ハブ(9)、特にポリアミドからなるハブと、タイヤ外皮(11’)とを備え、ハブがプラスチック射出成型工程で形成される、キャスター台車又はキャスター固定台車等の台車用のホイールに関する。同様のハブ(9)を生産技術上および導入上好ましく発達させるために、タイヤ外皮(11’)がタイヤ部(11)の所に形成され、タイヤ部(11)がプラスチック及びゴムのうちの1つ以上の材料が充填されたフィラーを有するように、構成される。
(もっと読む)
活性材料素子を使用して金型部品をロックする方法及び装置
成形品を第1の金型面と第2の金型面との間で成形する射出成形用金型(532、又は542、543)のはみ出しを低減する装置及び方法を提供する。装置は、電気作動信号の付与又は停止に応答して寸法を変え、第1の金型面を第2の金型面に対して付勢してその間のはみ出しを低減するようになっている活性材料アクチュエータ(530、533a及び533b、又は561a及び561b)を備える。装置は、使用中に、電気作動信号を上記活性材料アクチュエータ(530、533a及び533b、又は561a及び561b)に提供するようになっている伝送構造(533)も備える。活性材料アクチュエータ(530、533a及び533b、又は561a及び561b)は、一方が他方に載置され、第1の金型面を第2の金型面に対して付勢する様々な封止力を提供する1組の活性材料アクチュエータを有する。
 (もっと読む)
(もっと読む)
活性材料素子を使用して射出成形機からの排出を支援する方法及び装置
第1の面及び第2の面を有する射出成形機内の金型からの成形パーツの排出を支援する方法及び装置は、第1の面と第2の面との間に配置されるように構成される活性材料アクチュエータを備える。活性材料アクチュエータは、作動信号に応答して拡張力を第1の面と第2の面との間に提供し、面同士を押し離すように構成される。配線構造が活性材料アクチュエータに結合され、作動信号を伝達するように構成される。成形パーツは、作動信号が始まったとき、又は作動信号がなくなるときに排出することができる。  (もっと読む)
(もっと読む)
プラスチック射出成形被覆された打ち抜き格子の製造方法及びプラスチック射出成形被覆された打ち抜き格子
プラスチック射出成形被覆された打ち抜き格子(14)の製造方法において、この打ち抜き格子(14)に構成要素(16)を配置し、この構成要素(16)を射出成形型(40)内においてプラスチック(26)内に埋め込む。打ち抜き格子(14)を射出過程中において固定箇所(28,34)に固定部材によって固定して、打ち抜き格子(14)の形状を射出過程中において維持する。固定部材としてプラスチック部材(38)を使用し、このプラスチック部材(38)を射出されたプラスチック(26)によって取り囲み、これによって固定箇所(28,34)を密閉する。
また、プラスチック射出成形被覆された打ち抜き格子(14)であって、この打ち抜き格子(14)がプラスチックから成るケース(12)内に埋め込まれており、このケース(12)が第1及び第2の成分(24、26)を用いて製造されている形式のものが提案されている。打ち抜き格子(14)は第2の成分(26)によって完全に射出成形被覆されており、この場合、コンタクト(18)は機械的及び/又は電気的な打ち抜き格子(14)の接続のために覆われていない。第1の成分(24)はケース(12)の第1の外面(30)及び第2の外面(32)に通じている。  (もっと読む)
(もっと読む)
型空洞へ封入材料を供給するための方法およびデバイス
【課題】電子部品を封入する目的で型空洞へ封入材料を供給するための方法を提供する。
【解決手段】本発明は、次の処理ステップからなる。A)供給デバイス内で、供給すべき封入材料を少なくとも部分的に活性化すること。B)供給デバイスへ、封入すべき電子部品を持つ型空洞を結合すること。C)供給デバイスから型空洞へ、少なくとも部分的に活性化した封入材料を運ぶこと。そしてD)供給デバイスと、封入材料で少なくとも部分的に充填した型空洞とを分離すること。
(もっと読む)
バイザー付ヘルメット
予め射出成形したバイザー5と帽体3とを一体的に接合したバイザー付ヘルメット1であって、前記バイザー5に備えた接合壁部17の外側に、前記帽体に備えた開口端縁部9が接合してあり、この開口端縁部9と前記帽体3の内側に備えた舌状部31とによって前記接合壁部17を挟み込んだ構成であって前記バイザー5と帽体3との接合面を溶融接合してあると共に、前記接合壁部17に形成した貫通孔22内に入り込んだ入り込み係合部を前記帽体3の開口端縁部に備えており、前記バイザーと帽体との接合部は環状に形成してある。 (もっと読む)
複合モールド品
複数個の外部との電気的接続用端子を樹脂でインサート成形した端子部品において、少なくとも端子単品の電気的接触部と端子を固定保持している樹脂部材の間で、各端子単品の外周を途切れることなくリング状に取り囲む樹指帯を空隙なく設けると同時に、隣り合う各樹脂帯間は空
隙を有し、リング状の樹脂帯を有する複数個の端子の束とこの束を取り囲む樹脂部材間に空隙も合わせて形成されている構成とした。安価な製造方法で成形時の樹脂収縮における端子周囲と樹脂の界面に部分的な密着部を発生させて、モールド品内部側と外部の間において気密性を確保しうる高信頼性インサート部材付きモールド部材を実現できる。
(もっと読む)
スクリード形成方法
継続的、周期的に熱可塑性材料を緩衝材に形成するスクリード形成方法を開示する。
 (もっと読む)
(もっと読む)
任意のナイロンをオーバーモールドするためのブロック共重合体組成物
ナイロン基材をオーバーモールド層でオーバーモールド(OM)する熱可塑性エラストマー(TPE)は原則的に不活性フィラー、可塑剤、好ましくは鉱物油、および次の成分から選択された組合せから成る:(i)官能性が1%の官能化「高ゴム」SHDS(スチレン−水素化ジエン−スチレン)で、「小末端ブロック」が両方で重量で約8〜25%の範囲の量で存在する、官能化「高ゴム」SHDS(スチレン−水素化ジエン−スチレン);(ii)ポリスチレン末端ブロックおよびポリ(共役ジエン)中間ブロックに重合ビニル芳香族モノマーを持つ水素化SDSまたはSHDSブロック共重合体で、両方のポリスチレン末端ブロックがポリジエン中間ブロックのポリスチレンを差し引いたブロック共重合体の重量で20〜30%の範囲の量で存在する、水素化SDSまたはSHDSブロック共重合体;(iii)官能性が1%<しかし2%>である官能化「高ゴム」SHDSで、両方の「小末端ブロック」が重量で約8〜25%の範囲の量で存在する、官能化「高ゴム」SHDS;(iv)オレフィンが炭素原子を2から4コ持つ官能化ポリオレフィン(F3)で、重量で組成物の0〜30%ある、官能化ポリオレフィン(F3);(v)重量で組成物の0〜15%ある、水素化非官能化水素化ポリスチレン−ポリ(共役ジエン)−ポリスチレン(SHDS)ブロック共重合体;および(vi)組成物の有効寿命を高める添加剤。 (もっと読む)
成形機
FTPサーバープログラムやHTTPサーバープログラム等の周知のサーバープログラムを利用して、パーソナルコンピュータ等の外部端末装置から成形機の内部データが取得される。成形機は、HTTPサーバープログラム(18)を内蔵すると共に射出成形機の内部データを保存するためのメモリ(12〜15)を有する制御器(10)を有する。HTTPサーバープログラムにより任意の外部機器(30)を通信回線を介して制御器(10)と接続し、成形機から内部データを取得し、外部機器(30)に表示する。HTTPサーバープログラムに代えて、FTPサーバープログラムが用いられてもよい。 (もっと読む)
金型支持装置、成形機及び成形方法
金型が小型であっても大型であっても、金型取り付け面が変形することがなく面圧が均一になり、かつ、鋳造によって容易に製作することができるようにする。そのため、金型支持装置(11)は、金型が取り付けられる金型取り付け面(13)を備える金型取り付け部(12)と、反力付与部材(42)からの反力(46)を受ける反力受け部(16)を隅部に備える背面部(14)とを有する金型支持装置(11)であって、前記金型取り付け部(12)の中央領域と前記背面部(14)の中央領域とが中央連結部材(22)によって連結され、前記金型取り付け部(12)の外周部と前記背面部(14)の外周部とが外周部連結部材(33,34)によって連結される。 (もっと読む)
射出成形法
歯ブラシヘッドの製造方法であって、歯ブラシのヘッド部を射出成形用金型キャビティーに密閉し、その射出成形用金型キャビティー内に熱可塑性エラストマー材料を射出することによって該ヘッドのエラストマー材料部を形成することを含んでなり、その際、射出成形用金型キャビティーから空気を抜き取るために、主金型分割線経由以外のベント手段が金型ブロックに設けてあることを特徴とする。好ましくは、前記ベント手段は、第2金型分割線を設けた金型ブロックからなる。 (もっと読む)
マイクロニードルアレイの成形方法
マイクロニードル形態のネガ像を特徴とするネガ型インサート(44)を提供することを含む、成形可能なマイクロニードルアレイ(54)の製造方法を記載するが、ここで、マイクロニードルの少なくとも1つのネガ像は、約2:1〜約5:1のアスペクト比を特徴とする。ネガ型インサート(44)を使用して、ネガ型キャビティ(42)の構造化表面を画成する。加熱されたネガ型キャビティの中に溶融プラスチック材料を射出する。その後、溶融プラスチック材料を冷却して金型インサートから取り外し、成形されたマイクロニードルアレイ(54)を提供する。本発明のマイクロニードルアレイの一使用法は、薬剤又は他の物質を送達するため、および/又は、皮膚を通して血液又は組織を抽出するために皮膚を貫通することを含む。  (もっと読む)
(もっと読む)
射出成形機
金型装置又は金型支持装置内に配設されたバルブゲートを制御装置により制御することによって、キャビティ毎の成形条件に対応して樹脂を充填することができ、個々の成形品を最適な成形条件で成形することができ、成形精度や品質にばらつきがない成形品を成形することができ、金型装置のコストを低くすることができるようにする。そのため、射出成形機は、金型装置に形成された複数のキャビティと、該キャビティに樹脂を充填する樹脂流路と、前記キャビティのそれぞれに対応する樹脂流路に配設され、該樹脂流路を選択的に開閉する選択手段と、該選択手段を制御する制御装置とを有する。 (もっと読む)
2つ又はそれ以上の材料で作成されるプリフォーム及びこれを得る方法
2つの異なる材料で作成されるプリフォームの作成方法、ここで第一の材料(4)及び第二の材料(22)が同軸でない中心軸を有するノズルで射出される。好ましくは、プリフォームは、第一の材料の側壁の中に第二の材料の包摂を含む。その新規プリフォームは、好ましくは底領域(1c)及び側壁領域(1b)を含み、底領域は、もっぱら第一の材料で作成され、かつ側壁領域は、第二の材料(22)により満たされる少なくとも1つの容積(14)を除いて、全般的に第一の材料(4)で作成される。  (もっと読む)
(もっと読む)
6,461 - 6,480 / 6,556
[ Back to top ]