
Fターム[4F206JF02]の内容
プラスチック等の射出成形 (77,100) | 成形材料の供給 (3,852) | 添加剤等の供給 (563)
Fターム[4F206JF02]の下位に属するFターム
発泡剤の (246)
Fターム[4F206JF02]に分類される特許
201 - 220 / 317
ウェルド部の外観に優れたポリカーボネート樹脂組成物及びそれからなる成形品。
【構成】ポリカーボネート樹脂(A)100重量部、メタリック顔料(B)0.01〜5重量部、およびマイカ(金属被覆マイカおよびパールマイカを除く)(C)0.3〜25重量部、さらに所望によっては特定の流動性向上剤(D)からなる、ウェルド部の外観に優れたポリカーボネート樹脂組成物およびそれからなる成形品。
【効果】本発明のポリカーボネート樹脂組成物は、ポリカーボネート樹脂が本来有する優れた衝撃強度、耐熱性、熱安定性等性能を維持したまま、ウェルド部において外観ムラの少ないメタリック感を有する成形品を得ることができ、さらに高い流動性をも具備することができるため、その工業的利用価値は極めて高い。
(もっと読む)
視覚障害者誘導用ブロックを製造する方法および視覚障害者誘導用ブロック
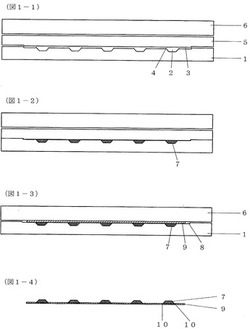
【課題】 平面状本体部9と突起部7、それぞれの物性または色調を変えて視覚障害者誘導用ブロックを射出成形により一体成形する。
【解決手段】 意匠型1、突起部ベース型5、および平面状本体部ベース型6から構成される射出成形用金型の、突起部形成キャビティー2へ、カーボンブラックを配合したゴム配合物を充填して所要の手段により加硫し突起部7を成形し、突起部ベース型5を外し、平面状本体部9を形成するキャビティー8へ弁柄を配合したゴム配合物を充填して所要の手段により加硫し平面状本体部9を成形し、突起部7と接着する。
(もっと読む)
加飾シート、加飾樹脂成形品の製造方法及び加飾樹脂成形品

【課題】高い耐摩耗性や耐擦傷性を有し、成形性が良好でクラック等が入らない表面保護層を有し、かつ高い意匠性を有する加飾成形品の成形に用いる加飾シート、該加飾シートを用いた加飾樹脂成形品の製造方法並びに該製造方法により製造される加飾樹脂成形品を提供すること。
【解決手段】上に少なくとも撥液性インキ層と表面保護層とをこの順に有し、撥液性インキ層と表面保護層とが接触してなる加飾シート10であって、表面保護層が電離放射線硬化性樹脂と熱可塑性樹脂を75:25〜25:75の比率(質量比)で含む樹脂組成物を架橋硬化したものであり、該熱可塑性樹脂のゲルパーミエションクロマトグラフィー(GPC)により測定したポリスチレン換算重量平均分子量が9万〜12万の範囲であり、表面保護層の厚さが1〜1000μmである加飾シートである。
(もっと読む)
プラスチック成形体の表面改質方法、それを含む金属膜の形成方法およびプラスチック部品
【課題】プラスチック成形体が複雑な3次元形状のものであったとしても、良好なアンカリング効果の得られる表面粗化が可能な表面改質方法、それを含む金属膜の形成方法およびプラスチック部品を提供する。
【解決手段】表面改質方法は、プラスチックを溶融して成形金型へ射出することにより形成されるプラスチック成形体2の表面改質方法であって、溶融プラスチック120に、フッ素化合物が溶解した高圧二酸化炭素を接触させるステップと、高圧二酸化炭素が接触した溶融プラスチック120を成形金型101へ射出して成形するステップと、この成形ステップで得られたプラスチック成形体2の表面部に含浸しているフッ素化合物を高圧二酸化炭素で溶解して、プラスチック成形体2の表面部からフッ素化合物を除去するステップと、を含む。
(もっと読む)
GID/WITのための熱可塑性成形材料の使用
熱可塑性成形材料の使用であって、A)別のポリエステルをA)100質量%に対して最大65質量%含有してもよいポリエチレンテレフタレート10〜89質量%と、B)0.01〜50質量%の、B1)ヒドロキシル価1〜600mg KOH/g(ポリカーボネート)を有する少なくとも1種の高分岐または超分岐ポリカーボネート(DIN 53240、第2部に準拠)、またはB2)少なくとも1種のAxBy型の高分岐または超分岐ポリエステル(式中、xは少なくとも1.1であり、yは少なくとも2.1である)、あるいはそれらの混合物と、C)繊維状または粒状充填剤10〜60質量%と、D)その他の添加剤0〜20質量%とを含有し、成分A)〜D)の質量%は合計100%になる熱可塑性成形材料の、ガス圧入法または/および水射出法を用いて成形品を製造するための使用を開示する。 (もっと読む)
燃料電池用セパレータ用樹脂組成物及び燃料電池用セパレータ
【課題】導電性と流動性に優れ、不純物が少ない燃料電池用セパレータ用樹脂組成物、並びに導電性及び寸法精度に優れ、固体電解質の性能低下を招くおそれも無い燃料電池用セパレータを提供する。
【解決手段】(A)エポキシ樹脂 、(B)硬化剤、(C)硬化促進剤、(D)炭素材料を必須成分とし、かつ、(A)エポキシ樹脂または(B)硬化剤の軟化温度が40℃以上90℃以下であり、(D)炭素材料の5〜100質量%が、平均粒径60μm以上500μm以下の低結晶性人造黒鉛であることを特徴とする燃料電池用セパレータ用樹脂組成物。
(もっと読む)
プランジャ式フィーダを備えたスクリュー押出機
本発明は、プランジャ式フィーダを備えたスクリュー押出機を含む材料押出装置に関する。これは、メインハウジングと、材料前進用スクリューと、スクリュー駆動機構と、押出材料を投入するための供給口と、押出吐出口とを有するスクリュー押出機を含む。また、細長い、上方へ偏向された(非水平)プランジャハウジング、例えばシリンダと、プランジャとを有するプランジャ式フィーダも含む。プランジャをプランジャハウジング内部で上下動させるためにプランジャ駆動機構がプランジャに連結され、プランジャハウジングの上端にはスクリュー押出機の供給口に連結される供給出口が設けられている。 (もっと読む)
ポリカーボネート樹脂組成物、ポリカーボネート樹脂成形品及びその製造方法
【課題】ガラスフィラーを含有し、メタリック調外観(全光線透過率が40%以上、かつ60°鏡面光沢度が80以上)、強度及び耐熱性に優れると共に、難燃剤を用いなくとも高い難燃性が付与されたポリカーボネート樹脂組成物、この樹脂組成物を成形してなるポリカーボネート樹脂成形品、及びその製造方法を提供する。
【解決手段】(A)ポリカーボネート−ポリオルガノシロキサン共重合体を含む芳香族ポリカーボネート樹脂60〜90質量部と、(B)前記芳香族ポリカーボネート樹脂との屈折率の差が0.002以下のガラスフィラー40〜10質量部とからなる組成物100質量部に対して、(C)反応性官能基を有するシリコーン化合物0.05〜2.0質量部、及び光沢粒子0.05〜7.0質量部を含むポリカーボネート樹脂組成物、及び該組成物を成形してなるポリカーボネート樹脂成形品、及び該組成物を金型温度120℃以上で射出成形し、成形品を作成するポリカーボネート樹脂成形品の製造方法である。
(もっと読む)
ポリカーボネート樹脂組成物、ポリカーボネート樹脂成形品及びその製造方法
【課題】ガラスフィラーを含有し、透明性、強度及び耐熱性に優れると共に、高い難燃性が付与されたポリカーボネート樹脂組成物、この樹脂組成物を成形してなるポリカーボネート樹脂成形品、及びその製造方法を提供する。
【解決手段】(A)芳香族ポリカーボネート樹脂60〜90質量部と、(B)前記芳香族ポリカーボネート樹脂との屈折率の差が0.002以下のガラスフィラー40〜10質量部とからなる組成物100質量部に対して、(C)反応性官能基を有するシリコーン化合物0.05〜2.0質量部、(D)有機アルカリ金属塩化合物及び/又は有機アルカリ土類金属塩化合物0.03〜1.0質量部、(E)光沢粒子0.05〜7.0質量部、及び(F)着色剤0.0001〜3質量部を含むポリカーボネート樹脂組成物、該組成物を成形してなるポリカーボネート樹脂成形品、及び該ポリカーボネート樹脂を成形するポリカーボネート樹脂成形品の製造方法である。
(もっと読む)
要素の壁厚の構成方法
要素の壁厚を設計する方法
本発明は、恒久的に静的及び/又は動的負荷にさらされる要素の壁厚を設計する方法であって、要素は繊維強化ポリマー材料から成る。第1の工程において、繊維強化プラスチックにおいて繊維の勾配、及び要素における溶接線の位置を第1のシミュレーションによる計算で算出する。要素の強度の利用度を第2のシミュレーションによる計算で算出する。要素の壁厚を第2のシミュレーションの結果に当てはめ、壁厚の変化があった場合に前の工程を繰り返す。また、本発明は、本発明にかかる方法により設計された壁厚を有する繊維強化ポリマー材料の要素に関する。
(もっと読む)
熱可塑性樹脂発泡体の成形方法、及び成形装置
【課題】超臨界発泡成形の冷却時間を短縮する。
【解決手段】熱可塑性樹脂材料供給手段(1)と、スクリューシリンダー(3)と、炭酸ガス供給手段(4)と、炭酸ガス供給手段(4)からの炭酸ガスを超臨界状態にするための炭酸ガス超臨界化手段(10)と、超臨界状態の炭酸ガスをスクリューシリンダー(3)内に注入して溶融した熱可塑性樹脂材料に溶かし込むための超臨界炭酸ガス導入手段(5)と、超臨界状態の炭酸ガスを溶かし込んだ溶融熱可塑性樹脂材料を射出させて微細に発泡した熱可塑性樹脂発泡体を成型するためのキャビティ(6)を含む金型手段(7)と、炭酸ガス供給手段(4)からの炭酸ガスを断熱膨張させてドライアイスを発生させるためのドライアイス発生手段を含み、ドライアイスにより金型手段(7)内での熱可塑性樹脂発泡体の冷却の少なくとも一部を行なう冷却手段(8)を備えた熱可塑性樹脂発泡体の成形装置等を提供する。
(もっと読む)
ポリ乳酸樹脂射出成形体の製造方法
【課題】可塑剤を用いなくても、優れた耐熱性を有するポリ乳酸樹脂射出成形体を、優れた成形性で効率的に得ることができる製造方法を提供すること。
【解決手段】以下の工程(1)及び工程(2)を有するポリ乳酸樹脂射出成形体の製造方法。工程(1):ポリ乳酸樹脂と、フェニルホスホン酸金属塩からなる有機結晶核剤とを含有するポリ乳酸樹脂組成物を、超臨界流体と接触させながら溶融混練する工程、工程(2):工程(1)で得られた溶融物を金型内に充填し、射出成形する工程
(もっと読む)
射出成形用硬化性組成物
【課題】
本発明の課題は、射出成形可能な優れた作業性および良好な離型性を有するとともに、透明性に優れ、硬度が高く、線膨張が低いといった特徴をも有する硬化物を与えうる射出成形用硬化性組成物を提供することである。
【解決手段】
(A)SiH基と反応性を有する炭素−炭素二重結合を1分子中に少なくとも2個含有する有機化合物、(B)1分子中に少なくとも2個のSiH基を含有する化合物、(C)ヒドロシリル化触媒、および、(D)離型剤を必須成分として含有する硬化性組成物であって、前記硬化性組成物を硬化してなる硬化物はガラス転移点が70℃以上であり、かつ、硬化物(3mm厚)の波長400nmにおける光線透過率が60%以上である、射出成形用硬化性組成物。
(もっと読む)
熱可塑性樹脂成形体の製造方法及び熱可塑性樹脂成形体
【課題】植物性材料を50質量%以上含有しながら射出成形が可能であり、比重が小さい熱可塑性樹脂成形体を得る製造方法及び熱可塑性樹脂成形体を提供する。
【解決手段】第1植物性材料101(ケナフコアなど)と第2植物性材料102(ケナフコアなど)と熱可塑性樹脂103(ポリ乳酸樹脂など)と用いた熱可塑性樹脂成形体104の製造方法であって、第1植物性材料と熱可塑性樹脂との合計を100質量%とした場合に、第1植物性材料は50〜70質量%であり、第2植物性材料は、粒状であり且つ第1植物性材料より大きく、第1植物性材料及び熱可塑性樹脂を撹拌機を用いて混合して熱可塑性樹脂組成物を得る混合工程と、熱可塑性樹脂組成物及び第2植物性材料を共に射出成形機に投入して成形し、熱可塑性樹脂成形体を得る成形工程と、を備える。本成形体は、本方法に製造される。
(もっと読む)
ジグリセロールまたはポリグリセロールおよび少なくとも1つのカルボン酸のエステルに基づく離型剤を含有する熱可塑性組成物
本発明は、d)熱可塑性ポリマーと、e)離型剤と、f)任意にさらなる添加剤とを含み、この離型剤が、2以上のグリセロール単位に基づく少なくとも1つのアルコール構成成分と、少なくとも1つのカルボン酸もしくはカルボン酸の誘導体またはその両方とのエステルを含有する熱可塑性組成物に関する。本発明はまた、熱可塑性組成物を製造するための方法、この方法により得られる熱可塑性組成物、熱可塑性組成物に基づく成形品を製造するための方法、この方法により得られる成形品、およびまた離型剤の使用に関する。 (もっと読む)
紙成分含有箸製造方法
【課題】プラスチック材料から作られた箸が有する前記問題点を解決することができ、繰り返しの使用が可能な紙成分含有箸の製造方法を提供する。
【解決手段】紙成分含有箸製造方法は、30重量%以上50重量%未満のポリプロピレン14と、30〜100μmの粒径を有する40重量%以上60重量%以下の紙粉末15と、5〜50μmの粒径を有する5重量%以上10重量%以下のゼオライト粉末16と、1〜10μmの粒径を有する5重量%以上10重量%以下の銀粉末17とを加熱、混練した溶融混合物を複数のペレット状成形材料13に成形するペレット成形工程と、ペレット状成形材料13を加熱、混練して溶融混合物に戻し、箸成形金型に溶融混合物を注入して箸成形金型内で箸の形状に成形する箸成型工程とを有する。
(もっと読む)
抗菌性プラスチック製品およびその製造方法
本発明は、抗菌活性成分として、オルトリン酸銀、または部分還元オルトリン酸銀の粒子を含む抗菌性プラスチック製品に関する。前記プラスチック製品は、非常に良好な抗菌効力を有する。その製造法は、前記プラスチック製品が、オルトリン酸銀または部分還元オルトリン酸銀の含量にも関わらず、光の作用下で変色しないという効果を実現する。本発明の第1の実施形態によれば、本発明の目的は、本発明に記載の段階を含む、抗菌作用のあるプラスチック製品を製造するための方法により実現される。 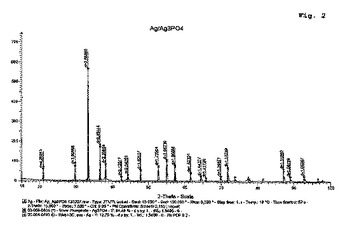 (もっと読む)
(もっと読む)
反応射出成形により成形体を被覆するための反応性混合物並びに被覆成形体
本発明は、二重結合少なくとも2個を有する5(メタ)アクリレート少なくとも40質量%を含む、反応射出成形により成形体を被覆するための反応混合物に関し、その際、この反応性混合物は、少なくとも1種の光開始剤及び少なくとも1種の熱開始剤を含む。本発明は更に、ポリメチルメタクリレート、ポリメタクリルメチルイミド、スチレン−アクリロニトリル−コポリマー、スチレン−マレイン酸−コポリマー及びポリメチルメタクリレート−コポリマーから成る群から選択した少なくとも1種のポリマーを含む射出成形法により得られる成形体及び二重結合少なくとも2個を有する(メタ)アクリレートの重合により得られる被覆を含む被覆成形体に関するが、その際、被覆が、格子切断試験により最高で1の接着強さ評価及びASTM1044(12/05)による耐引掻性試験(量500g、サイクル数=100)による20°における光沢の減少最高で10%を有する。 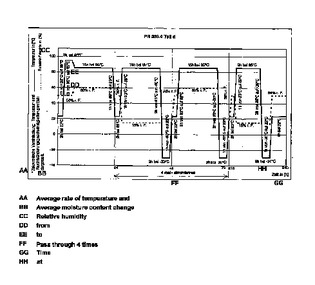 (もっと読む)
(もっと読む)
熱可塑性樹脂発泡成形体
【課題】均一で微細なセルを有し、剛性に優れた高発泡倍率の発泡成形体を提供する。
【解決手段】熱可塑性樹脂と、前記熱可塑性樹脂100重量部に対し、BET比表面積が20m2/g〜80m2/gであり、c軸長が30nm〜300nmであり、アスペクト比としてa軸長に対するb軸長の比(a軸長/b軸長)が5以上である針状ベーマイト0.01〜50重量部とを含有する熱可塑性樹脂組成物に発泡剤を配合し成形する。針状ベーマイトのa軸長が0.3〜10μmであることが好ましい。
(もっと読む)
吸音材
【課題】低周波域において優れた吸音特性を有し、組立てなどの工程が必要でなく、製品の厚みも必要以上に厚くなく、任意の厚みに発泡体を製造することができ、微粒子や繊維などが散逸するという問題もないクリーンな吸音材を提供する。
【解決手段】吸音材(1)は、熱可塑性樹脂製の独立気泡発泡体を構成するマトリックス樹脂(2)と、マトリックス樹脂(2)中に分散している多数の繊維状物質(3)とからなる。気泡(5)は発泡体中に高分散している。繊維状物質(3)は長さ0.05〜1mmを有し、全長に亘る中空部(4)を有する。
(もっと読む)
201 - 220 / 317
[ Back to top ]