
Fターム[4F206JF02]の内容
プラスチック等の射出成形 (77,100) | 成形材料の供給 (3,852) | 添加剤等の供給 (563)
Fターム[4F206JF02]の下位に属するFターム
発泡剤の (246)
Fターム[4F206JF02]に分類される特許
161 - 180 / 317
抗菌性に優れた透明熱可塑性樹脂組成物およびそれからなる成形品
【構成】透明な熱可塑性樹脂(A)100重量部、銀イオンを溶出するガラスを必須成分とする抗菌剤(B)0.05〜1.5重量部およびヒンダードフェノール系酸化防止剤(C)0.05〜1.0重量部、ならびに所望によっては紫外線吸収剤(D)0.05〜1.0重量部および蛍光増白剤(E)0〜0.1重量部からなることを特徴とする抗菌性に優れた透明熱可塑性樹脂組成物、ならびにそれからなる成形品。
【効果】本発明の抗菌性を有する透明熱可塑性樹脂組成物から得られる成形品は、色相の変化や透明性不良をもたらすことなく抗菌性を必要とする用途全般に好適に用いられる。そのため、視認性や意匠性ならびに快適・清潔・安全等の機能が求められる家電製品、文房具などの構成部品に好適に用いられ、その実用上の利用価値は極めて高い。
(もっと読む)
成形品の製造方法および製造装置
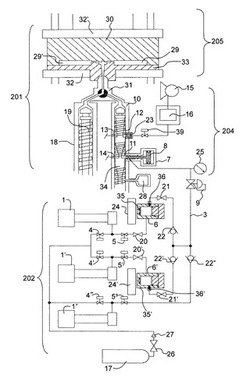
【課題】高圧二酸化炭素の圧力および温度の変動に影響されることなく、高圧二酸化炭素に溶解する金属錯体などの溶解材料を安定した量で樹脂内へ供給でき、量産に適した成形品を改質する成形方法および成形装置を提供する。
【解決手段】溶融樹脂を用いて成形品を製造する成形品の製造方法において、高圧二酸化炭素に溶解する溶解材料を、高圧二酸化炭素に過飽和となる量で溶解させて、溶解材料が飽和濃度で溶解した高圧二酸化炭素を生成することと、溶解材料が飽和濃度で溶解した高圧二酸化炭素に、さらに追加の高圧二酸化炭素を混合させて、溶解材料が未飽和濃度で溶解した高圧二酸化炭素を生成することと、溶解材料が未飽和濃度で溶解した高圧二酸化炭素を上記溶融樹脂へ供給することと、を含む成形品の製造方法が提供される。
(もっと読む)
ミキシングヘッドおよびこれを備える反応射出成形装置

【課題】ボイドの発生を抑制することのできるミキシングヘッドおよびこれを備える反応射出成形装置を提供すること。
【解決手段】ミキシングヘッド4は、本体部材18と、整流部材19と、背圧発生部材20とを備えている。本体部材18は、不活性流体が予備混合された予備混合物を原料を含む複数種類の原料が混合される混合部23と、混合部23で混合された複数種類の原料の混合物を射出するための射出口部52とを含んでいる。背圧発生部材20は、射出口部52の流れ方向Aの途中を閉塞している。背圧発生部材20を設けていることにより、混合部23内に複数種類の原料が供給されたときに混合部23内に背圧を発生させ、気泡の発生を抑制する。
(もっと読む)
ポリアミド樹脂成形品の製造方法
【課題】ポリアミド樹脂および無機充填材を含む原料を直接、射出成形機に投入し、そのまま射出成形するポリアミド樹脂成形品の製造方法において、外観不良や流動性不良、機械特性の低下がないポリアミド樹脂成形品の製造方法を提供する。
【解決手段】ポリアミド樹脂(A)および無機充填材(B)を含む原料を射出成形機に直接供給し、射出成形機内で溶融混練後、射出成形して成形品を得るポリアミド樹脂成形品の製造方法であり、前記ポリアミド樹脂(A)が、水分率が0.2重量%以下であり、かつアミノ基濃度が4.0×10−5〜5.7×10−5eq/gであることを特徴とする。
(もっと読む)
成形品の製造方法
【課題】溶融樹脂に対する高圧二酸化炭素の溶解度により制限されることなく、所望の量の溶解材料を溶融樹脂に溶解でき、工業化に適した成形品の製造方法を提供する。
【解決手段】溶融樹脂を成形して成形品を製造する成形品の製造方法において、高圧二酸化炭素およびそれに溶解させた溶解材料を溶融樹脂に供給することと、高圧二酸化炭素および溶解材料が供給された溶融樹脂を混錬することと、混錬された溶融樹脂から高圧二酸化炭素を排気することと、を含むことにより、溶融樹脂における高圧二酸化炭素の濃度を制御しつつ、混錬された溶融樹脂中の溶解材料の濃度を上げる成形品の製造方法が提供される。
(もっと読む)
射出成形体
【課題】乳酸系樹脂が本来有している生分解性をほとんど損なうことなく、優れた耐衝撃性及び耐熱性を有する樹脂組成物を提供すること。
【解決手段】樹脂組成物は、(A)乳酸系樹脂と、(B)ガラス転移温度(Tg)が0℃以下で、結晶融解熱量(ΔHm)が5J/g〜30J/gである芳香族脂肪族ポリエステル、及び/又は、ガラス転移温度(Tg)が0℃以下で、結晶融解熱量(ΔHm)が5J/g〜30J/gである、乳酸系樹脂以外の脂肪族ポリエステルとを含有し、(B)ガラス転移温度(Tg)が0℃以下で、結晶融解熱量(ΔHm)が5J/g〜30J/gである芳香族脂肪族ポリエステル、及び/又は、ガラス転移温度(Tg)が0℃以下で、結晶融解熱量(ΔHm)が5J/g〜30J/gである、乳酸系樹脂以外の脂肪族ポリエステルを5〜25質量%含有する。
(もっと読む)
ポリ乳酸樹脂射出成形体の製造方法
【課題】 優れた耐熱性を有するポリ乳酸樹脂射出成形体を、優れた成形性で効率的に得ることができる製造方法の提供。
【解決手段】 ポリ乳酸樹脂と、芳香族スルホン酸ジアルキルの金属塩、リン酸エステルの金属塩、フェノール系化合物の金属塩、ロジン酸類の金属塩、芳香族カルボン酸アミド及びロジン酸アミドからなる群から選ばれる少なくとも1種の有機結晶核剤と、分子中に2個以上のエステル基を有し、エステルを構成するアルコール成分の少なくとも1種が水酸基1個当たり炭素数2〜3のアルキレンオキサイドを平均0.5〜5モル付加した化合物からなる群から選ばれる少なくとも1種の可塑剤とを含有するポリ乳酸樹脂組成物を、超臨界流体と接触させながら溶融混練する工程(1)、及び工程(1)で得られた溶融物を金型内に充填し、射出成形する工程(2)を有するポリ乳酸樹脂射出成形体の製造方法。
(もっと読む)
ポリ乳酸樹脂射出成形体の製造方法
【課題】 優れた耐熱性を有するポリ乳酸樹脂射出成形体を、優れた成形性で効率的に得ることができる製造方法の提供。
【解決手段】 ポリ乳酸樹脂と、タルク、カオリン、層状珪酸塩等の特定の無機結晶核剤と、分子中に2個以上のエステル基を有し、エステルを構成するアルコール成分の少なくとも1種が水酸基1個当たり炭素数2〜3のアルキレンオキサイドを平均0.5〜5モル付加した化合物からなる群から選ばれる少なくとも1種の可塑剤とを含有するポリ乳酸樹脂組成物を、超臨界流体と接触させながら溶融混練する工程(1)、及び工程(1)で得られた溶融物を金型内に充填し、射出成形する工程(2)を有するポリ乳酸樹脂射出成形体の製造方法。
(もっと読む)
成形型
【課題】合成樹脂材料からなる転がり軸受けの保持器等の円環状部品を「多数個取り」により製造する成形型であり、高速充填、かつ、低圧圧縮射出成形法を用いて、真円度、反り、倒れ等について高精度の成形を行うことができ、かつ、ウェルド接合部の強度不足が改善され、ハイサイクル成形が可能な成形型を提供する。
【解決手段】複数の円環状キャビティCを形成する上型A及び下型Bと、溶融樹脂の供給路となるをホットランナー11と、各キャビティC内を圧縮する円環状圧縮入れ子とを備え、各キャビティCは、溶融樹脂が充填された後、上型A及び下型Bを型締めした状態においてオーバーフローランナー13によって連通され、各キャビティC内が圧縮されるとき、オーバーフローランナ13ーによりウェルド付近のトンネルゲート9が連通され、各キャビティC内の圧力が一定に保たれる。
(もっと読む)
熱可塑性樹脂組成物及び鏡筒用射出成形体
【課題】弾性率、機械的強度及び流動性に優れた熱可塑性樹脂組成物、並びに真円度、外観、剛性、機械的強度及びウエルド強度に優れた円筒形状の射出成形体を提供すること。
【解決手段】(A)熱可塑性樹脂50〜90質量%、(B)平均繊維長2〜8mm、繊維断面のアスペクト比(長径/短径)1〜2及び前記短径8〜17μmのガラス繊維(繊維B)5〜40質量%、及び(C)平均繊維長2〜8mm、繊維断面のアスペクト比(長径/短径)3〜6及び前記短径5〜10μmのガラス繊維(繊維C)5〜40質量%、を溶融混練することにより、得られるペレット中の繊維Bの平均繊維長を0.16〜0.40mmに、且つ繊維Cの平均繊維長を0.20〜0.45mmに制御した熱可塑性樹脂組成物。
(もっと読む)
射出成型用樹脂および射出成型用樹脂の製造方法。
【課題】PPC用紙等の化学パルプを主原料とした製紙およびペットボトル等の樹脂製品のリサイクルとして熱可塑性樹脂の生成を行い、PPC用紙および樹脂製品の再利用と、ゴミとして処理される製紙および樹脂製品を減少させることによる環境保全を行う。
【解決手段】
細かく裁断した化学パルプを主原料とした製紙の使用済み排出紙を水に浸して含水させ、この含水した前記使用済み排出紙を、少なくとも水がしたたり落ちない程度にまで脱水し、脱水を行った使用済み排出紙および前記使用済み合成樹脂を、耐圧および耐熱機能を備えたチャンバー内に封入する。そして、チャンバー内において使用済み排出紙に含まれている水を亜臨界若しくは超臨界状態にすることでセルロースを分解するとともに、当該セルロースの分解物と溶融した前記使用済み合成樹脂を攪拌しながら混合し射出成型用樹脂を得る。
(もっと読む)
電子機器用筐体および電子機器用筐体の製造方法
【課題】金属製の基板と繊維強化樹脂製の部品とが一体成形され、かつ、寸法精度の低下や接着不良等が抑制された電子機器用筐体を得る。
【解決手段】マグネシウムをマグネシウムを主成分とする底板と、ガラス繊維が分散した繊維強化樹脂製の側壁102と、その繊維強化樹脂製でネジ穴が設けられたボスとが一体成形されてなる電子機器用筐体において、上記側壁102を形成する繊維強化樹脂に分散させるガラス繊維を、扁平な断面形状を有するガラス繊維102aとした。
(もっと読む)
反応射出成形用反応原液、反応射出成形方法及び反応射出成形体
【課題】設備的に負担が少なく、また、簡単な配合処方で、成形体内部に気泡のない反応射出成形体を提供する。
【解決手段】ノルボルネン系モノマーを型内で塊状重合させて反応射出成形するための反応原液であって、少なくともノルボルネン系モノマー、非塩基性充填材及び式(1)で表わされるシフ塩基配位メタセシス重合触媒を含有してなることを特徴とする反応射出成形用反応原液(A)。この反応射出成形用反応原液(A)を必須成分とする反応射出成形用配合液を金型内に注入し、金型内で塊状重合を行なう反応射出成形方法。この反応射出成形方法によって得られる反応射出成形体。
【化1】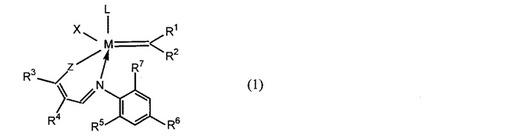 (もっと読む)
(もっと読む)
ポリ乳酸樹脂組成物の成形方法および成形体
【課題】ポリ乳酸樹脂に耐熱性を付与させ、各種用途に要求される性能を損なわず、生分解性を維持する優れたポリ乳酸樹脂組成物の射出成形方法とそれにより得られる成形体を提供する。
【解決手段】金型を、急激な昇温と急激な冷却が可能なようにし、材料のポリ乳酸樹脂に、結晶化を誘起する物質を添加剤として含有させることで、結晶化温度を特定の範囲にさせることで、ポリ乳酸樹脂組成物を当該金型内で結晶化させる。
(もっと読む)
熱可塑性エラストマー組成物及び成形部材
【課題】損失正接(tanδ)が良好であるため、優れた振動吸収性を有し、引張破断伸びの異方性が小さく、オイルブリード性が良好であり、良好な機械物性及びリサイクル特性を有する成形部材を形成可能な熱可塑性エラストマー組成物を提供する。
【解決手段】(A)極限粘度[η]が4.3〜6.8dl/gであるエチレン・α−オレフィン系共重合ゴム、(B)極限粘度[η]が1.8〜2.3dl/gであるエチレン・α−オレフィン系共重合ゴム、(C)イソブチレン−イソプレン共重合ゴム、(D)α−オレフィン系熱可塑性樹脂、及び(E)軟化剤を所定量含む原料組成物を、(F)架橋剤の存在下で、動的に熱処理して得られる熱可塑性エラストマー組成物。
(もっと読む)
生分解性樹脂成形品、その製造方法及びその処分方法
【課題】使用後に埋立処分すると微生物により短期間で土壌還元される生分解性樹脂成形品を提供する。
【解決手段】生分解性樹脂成形品において、バイオマス由来成分を任意成分として含む合成樹脂で構成される深層部と、前記深層部の表面に設けられるとともに前記合成樹脂の生分解促進剤を含有する表層部と、を備え、前記表層部は、前記生分解促進剤を前記深層部の表面に密着させるバインダとしてシングルサイト触媒で合成されたオレフィン系ワックスを含み、密封包装されて大気を遮断して流通することを特徴とする。
(もっと読む)
ランプ反射鏡
【課題】BMC材料中にガラス中空体を添加することで、BMC成形体の特性を保持しかつ軽量化できるランプ反射鏡の提供。
【解決手段】不飽和ポリエステル樹脂を主成分とするマトリックス樹脂に少なくとも補強材であるガラス繊維を無機充填材として添加混練したBMC材料を射出成形することで形成したBMC成形体を基体とするランプ反射鏡であって、BMC材料中に無機充填材としてガラス中空体を添加し、BMC成形体20の肉厚を1,5mm以上にすることで、射出成形の際、ガラス中空体の耐圧強度以上に射出剪断圧力が上昇せず、ガラス中空体が潰れて欠肉不良が発生したり十分な軽量化が達成できないとか、剛性が低下するといった問題が解消される。
(もっと読む)
樹脂成形方法および樹脂成形品
【課題】金型の構造を単純化でき、所望の部位に的確にウェルド部を形成でき、見栄えの良い樹脂成形品を成形できる樹脂成形方法、および樹脂成形品を提供する。
【解決手段】樹脂成形方法は、金型1を締め、ゲート25とキャビティ26とを備える樹脂流路90を形成し、キャビティ26に複数の分岐流路を区画するインサート部材28U、28Dを配置する型締め工程と、樹脂流路90に異方性の充填材910を有する溶融樹脂91を注入し、複数の分岐流路を通過させることにより溶融樹脂91の流れを分流し、分流した溶融樹脂91の流れが複数の分岐流路の下流側で会合することによりウェルド部WLを形成し、ウェルド部WLの延在方向における充填材910の配向性を向上させる注入工程と、金型1を開き、インサート部材28U、28Dが一体化された樹脂成形品93を取り出す型開き工程と、を有する。
(もっと読む)
繊維複合材料の製造方法
【課題】熱膨張率が低い繊維複合材料の製造方法を提供する。
【解決手段】繊維複合材料の製造方法であって、炭素繊維のアスペクト比をx、繊維複合材料中の炭素繊維の体積比をyとした場合、下記式(1)を満たすように体積比yを調整して、炭素繊維と純銅または銅合金とを複合させる方法。
y≧0.253×x-0.145−0.03 ・・・ (1)
(もっと読む)
メタリック調樹脂成型品、その製造方法及び金型
【課題】成型品の意匠面に矩形の溝部があるものであっても、当該溝部による意匠性と、塗装と同様の高いメタリック感による意匠性とを両立させる。
【解決手段】熱可塑性樹脂100重量部に対して、光輝材を0.1から4重量部添加し、アスペクト比をYとし、意匠面での矩形を含む溝部の深さをXd [mm] としたとき、Y ≧ 30とXd ≧ 0.3と Y ≦ -100 Xd + 80との条件を満たす範囲内とした。
(もっと読む)
161 - 180 / 317
[ Back to top ]