
Fターム[4F206JF02]の内容
プラスチック等の射出成形 (77,100) | 成形材料の供給 (3,852) | 添加剤等の供給 (563)
Fターム[4F206JF02]の下位に属するFターム
発泡剤の (246)
Fターム[4F206JF02]に分類される特許
101 - 120 / 317
熱可塑性樹脂組成物
【課題】射出成形した際の金型離型性に優れ、且つMD、外観不良及び剥離不良を顕著に改善する熱可塑性樹脂組成物及びその成形品を提供する。
【解決手段】ポリフェニレンエーテル系樹脂と、(A)ポリオレフィン系樹脂と、(B)非芳香族系鉱物油と、を含む熱可塑性樹脂組成物であって、前記(A)ポリオレフィン系樹脂及び前記(B)非芳香族系鉱物油の合計量が0.3〜5.0質量%である、熱可塑性樹脂組成物である。
(もっと読む)
改良ナイロン樹脂および方法
本明細書に示す開示は、分子量の増大が好ましくない溶融押出し加工および射出成形に有用な低い黄色度と優れた白色保持を示す重合体、例えばナイロン66などに関する。そのような重合体の調製を燐化合物の含有量、例えば次亜燐酸ナトリウム(SHP)などの含有量が重量で表して150から300ppmの量になるように実施する。“エンドキャップ”用添加剤、例えば酢酸、プロピオン酸、安息香酸またはこはく酸から選択した添加剤などを重合開始時に添加して存在させることで好ましくない分子量上昇を有効に軽減する。 (もっと読む)
成形品の製造方法
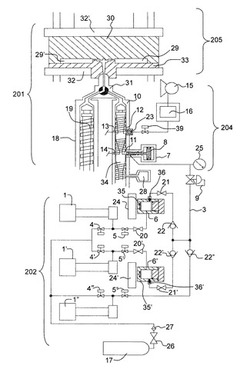
【課題】溶融樹脂に対する高圧二酸化炭素の溶解度により制限されることなく、所望の量の溶解材料を溶融樹脂に溶解でき、工業化に適した成形品の製造方法を提供する。
【解決手段】成形品の製造方法であって、溶融樹脂を成形して成形品を製造する成形品の製造方法において、高圧二酸化炭素およびそれに溶解させた溶解材料を溶融樹脂に供給することと、高圧二酸化炭素および溶解材料が供給された溶融樹脂を混錬することと、混錬された溶融樹脂から高圧二酸化炭素を排気することを含み、溶融材料を飽和濃度で溶解させた高圧二酸化炭素と、他の二酸化炭素とを混合して、溶解材料を未飽和濃度で溶解させた高圧二酸化炭素を生成し、溶融樹脂に供給する。
(もっと読む)
発泡成形品の製造方法及び発泡成形品

【課題】薄肉化を図り、軽量化を図ることができ、かつ機械的強度などの物性を高めることができる発泡成形品の製造方法を提供する。
【解決手段】発泡性熱可塑性樹脂組成物を固定型と可動型との間のキャビティXに供給し、発泡性成形品を形成した後、可動型の一部を後退させて発泡性成形品を発泡させる発泡成形法であって、可動型として、薄肉部成形用可動型2と、厚肉部成形用可動型3とを有する可動型を用い、型閉め状態で薄肉部成形用可動型2と固定型1との対向距離T1に比べ、厚肉部成形用可動型3と固定型1との対向距離T2を大きくして、発泡性成形品11を得た後に、薄肉部成形用可動型2を後退させて発泡し、薄肉部成形用可動型2が対向している部分において内層に発泡部16aを有する発泡成形品16を得る、発泡成形品の製造方法。
(もっと読む)
低収束性繊維によって強化された熱可塑性樹脂組成物
【課題】発明の目的は、繊維成分および樹脂成分を含有し、外観および耐衝撃性などの機械的強度に優れた成形体が得られる樹脂組成物を提供することにある
【解決手段】本発明は、繊維成分および樹脂成分を含有する樹脂組成物であって、(i)繊維成分は、ポリアルキレンテレフタレートおよび/またはポリアルキレンナフタレンジカルボキシレートからなり、単糸の交絡数が繊維1mあたり10個未満の繊維(A−I)であり、(ii)樹脂成分は、ポリオレフィン樹脂からなることを特徴とする樹脂組成物である。
(もっと読む)
ポリ乳酸系成形体の製造方法
【課題】ポリ乳酸系成形体を製造する際に、結晶化速度を向上させて効率よく成形できる成形材料の融解温度の範囲の制約を軽減することができるポリ乳酸系成形体を効率よく製造する方法を提供する。
【解決手段】ステレオコンプレックス(SC)の構造有するSC成形材料成分(A)であって、それぞれ融点の異なる2種類以上のSC成形材料成分(A)を含有する成形材料(B)を用いて、それらSC成形材料成分(A)の融点のうちの最も高い温度より5℃〜15℃高い温度(最高温度(Th)という)以下の温度で成形材料を融解し、その後の成形工程でそれ以上の温度とすることなく成形することを特徴とするポリ乳酸系成形体の製造方法。
(もっと読む)
電気・電子機器部品
【課題】電気・電子機器部品に求められる表面硬度・表面外観を付与することが可能な樹脂材料を用いた、電気・電子機器部品を提供する。
【解決手段】芳香族ポリカーボネート樹脂(A成分)75〜95重量部、および(B)繊維断面の長径の平均値が10〜50μm、長径と短径の比(長径/短径)の平均値が1.5〜8である扁平断面ガラス繊維(B−1成分)および平均繊維長と平均繊維径の比(アスペクト比)が10以下である円状断面ガラス短繊維(B−2成分)よりなり、B−1成分とB−2成分の重量比(B−1成分/B−2成分)が5/95〜95/5である強化充填材(B成分)5〜25重量部、並びにA成分とB成分の合計100重量部に対し、(C)0.001〜20重量部の難燃剤(C成分)よりなる芳香族ポリカーボネート樹脂組成物を、射出成形して得られる成形品が電気・電子機器部品として最適である。
(もっと読む)
高熱伝導性熱可塑性樹脂組成物及び成形品
【課題】熱伝導性、更には難燃性がより一層改善された高熱伝導性熱可塑性樹脂組成物及びその成形品を提供する。
【解決手段】(A)熱可塑性樹脂と(B)黒鉛とを含む熱可塑性樹脂組成物であって、該(B)黒鉛のアスペクト比が20〜50で、平均粒子径が10〜200μmであり、かつ固定炭素量が98質量%以上であることを特徴とする高熱伝導性熱可塑性樹脂組成物。この高熱伝導性熱可塑性樹脂組成物を射出成形してなる高熱伝導性熱可塑性樹脂成形品。
(もっと読む)
結晶性ポリ乳酸系樹脂成形体の製造方法及び結晶性ポリ乳酸系樹脂成形体
【課題】機械的特性に優れたポリ乳酸の成形体を与えることができる生産性の高い該成形体の製造方法、機械的特性に優れたポリ乳酸の成形体、及びポリ乳酸の成形体の機械的特性の向上方法を提供する。
【解決手段】特定のアミド化合物の結晶が針状結晶若しくは柱状結晶の形態及び/又は微細な状態で含有する溶融状態のポリ乳酸系樹脂組成物を成形する工程、より具体的にはアミド化合物がポリ乳酸系樹脂に完全に溶解させ、次いでその樹脂組成物を結晶化温度以下に冷却し、そのポリ乳酸系樹脂組成物をポリ乳酸系樹脂の融点以上かつ該アミド化合物の溶解温度未満の樹脂温度の範囲で成形する工程を備える製造方法。
(もっと読む)
ポリ乳酸系樹脂組成物およびその成形体
【課題】実用特性を損なうことなく難燃性を改善することのできる、ポリ乳酸系樹脂組成物及びその成形体を提供する。
【解決手段】ポリ乳酸系樹脂成分と、金属水酸化物成分と、ブレンステッド酸を有する金属酸化物成分とを含有するポリ乳酸系樹脂組成物、及び、ポリ乳酸系樹脂成分と、金属水酸化物成分と、ブレンステッド酸を有する金属酸化物成分とを溶融混練し、ポリ乳酸系樹脂組成物の溶融物を得る工程と、前記溶融物を成形する工程と、を具備するポリ乳酸系樹脂成形体の製造方法。
(もっと読む)
電気化学的相間移動デバイス及び方法
電気化学的相間移動用のデバイス及び方法は、ガラス状炭素又は炭素とポリマーとの複合材料から形成される1以上の電極を利用する。本デバイスは、入口42、出口44、及びそれらの間に延在する細長い流体通路36を画成するデバイス筐体を含む。捕集電極12及び対電極は、流体通路が捕集電極と対電極との間に延在するように筐体内に配置される。 (もっと読む)
樹脂成形体
【課題】優れた香り持続性を備える樹脂成形体を提供する。
【解決手段】熱可塑性樹脂からなり、表面に形成された非発泡層2と内部に形成された発泡層3とを備える樹脂成形体1であって、発泡層3は、表面に近い側から順に、第1の発泡層3aと、第1の発泡層3aより平均孔径の小さな気泡を備える第2の発泡層3bと、第1の発泡層3aより平均孔径の大きな気泡を備える第3の発泡層3cとからなり、樹脂成形体1は、付香成分を含有することを特徴とする。前記付香成分は、ヒノキチオール、トロポノイド、α−ツヤプリシン、γ−ツヤプリシン、β−ドラブリンからなる群から選択される少なくとも1種を用いることが好ましい。樹脂成形体1は、平均粒子径が1〜1000μmの範囲である木粉を、前記熱可塑性樹脂100重量部に対して30〜70重量部の範囲で含むことが好ましい。前記木粉は、前記付香成分を含有してもよい。
(もっと読む)
木粉含有樹脂成形体及びその製造方法
【課題】熱可塑性樹脂を減量し、軽量化することができ、優れた機械的強度を備える木粉含有樹脂成形体及びその製造方法を提供する。
【解決手段】木粉含有樹脂成形体1は木粉を含む熱可塑性樹脂からなり、表面に形成された非発泡層2と内部に形成された発泡層3とを備える。木粉含有樹脂成形体1は、熱可塑性樹脂100重量部に対し、平均粒子径が1〜1000μmの範囲の木粉を、30〜70重量部の範囲で含む。発泡層3は、表面に近い側から順に、第1の発泡層3aと、第1の発泡層3aより平均孔径の小さな気泡を備える第2の発泡層3bと、第1の発泡層3aより平均孔径の大きな気泡を備える第3の発泡層3cとからなる。
(もっと読む)
プラスチック成形組成物、成形品及び製造法
本発明は、少なくとも1つのポリ(メタ)アクリレートA)及び少なくとも1つの耐衝撃性が改良されたポリ(メタ)アクリレートB)を含むプラスチック成形組成物に関し、ここで、プラスチック成形組成物のダイスエルは、5MPa及び220℃でDIN54811(1984)により測定すると少なくとも15%であり、ポリ(メタ)アクリレートA)のメルトフロー速度は、ISO1133により230℃にて3.8kgの負荷で測定すると少なくとも10ml/10分である。本発明は、前述のプラスチック成形組成物を含む成形品、及び前記成形品の製造法も記載する。 (もっと読む)
ガラス繊維強化樹脂組成物を射出成形して得られる電気・電子機器部品
【課題】扁平断面ガラス繊維で強化されたポリカーボネート樹脂を含む樹脂組成物を基体として、機械的強度に優れ、成形収縮率の異方性が小さく、良好な流動性および難燃特性を有する電気・電子機器部品を提供することにある。
【解決手段】(A)熱可塑性樹脂(A成分)40〜65重量%並びに(B)繊維断面の長径の平均値が10〜50μm、長径と短径の比(長径/短径)の平均値が1.5〜8である扁平断面ガラス繊維(B−1成分)および、B−1成分以外の充填材(B−2成分)よりなり、B−1成分とB−2成分の重量比(B−1成分/B−2成分)が10/90〜100/0である強化充填材(B成分)35〜60重量%の合計100重量部に対し、(C)有機リン酸エステル系難燃剤(C成分)1〜30重量部を含んでなるガラス繊維強化樹脂組成物を射出成形して得られる電気・電子機器部品。
(もっと読む)
肉薄容器及びその射出成形方法
【課題】ポリ乳酸樹脂の生分解性を損なうことなく、装飾性を備える肉薄容器及びその射出成形方法を提供する。
【解決手段】肉薄容器Wは、ポリ乳酸樹脂に対して2.6〜4重量%の範囲の超臨界状態の二酸化炭素を含浸してなるポリ乳酸の溶融樹脂を射出成形してなり、ゆず肌の外表面を備える。肉薄容器Wは、0.45〜0.7mmの範囲の厚さを備えることが好ましい。肉薄容器Wは、ポリ乳酸樹脂に対して2.6〜4重量%の範囲の超臨界状態の二酸化炭素を含浸させたポリ乳酸の溶融樹脂を射出する方法により得ることができる。キャビティ29は、ゲート32とキャビティ29の先端部との間に、ゲート32の周辺部よりも肉厚である肉厚部29aを備えることが好ましい。金型12に複数のキャビティ29が配設されている場合には、各ゲート32の開閉を電磁開閉弁により行うことが好ましい。
(もっと読む)
回転構造体用導電性ポリアミド樹脂組成物及び回転構造体
【課題】回転構造体に求められる高度な寸法安定性と機械的強度を両立する導電性ポリアミド樹脂組成物及び該樹脂組成物を成形して得られる回転構造体を提供する。
【解決手段】(A)ポリアミド樹脂100重量部に対して、
(B)n−ジブチルフタレート吸油量が300g/100ml以上の導電性カーボンブラックを10〜35重量部、
(C)アスペクト比600以上の繊維状ガラス充填剤を35〜60重量部、
(D)アスペクト比30以下の粒子状ガラス充填剤を5〜80重量部含有し、
上記(B)、(C)、(D)の合計量が60〜90重量部である導電性ポリアミド樹脂回転構造体用組成物。
(もっと読む)
軟質熱可塑性ポリウレタンからなるポリウレタン
熱可塑性ポリウレタンと、熱可塑性ポリウレタンに加えられた官能価が2より大きく10未満であるイソシアネート濃縮物とからなるポリウレタンPU−Eであって、該熱可塑性ポリウレタンの硬質相含量が0〜5%であり、イソシアネート濃縮物が該ポリウレタンに対して少なくとも2重量%の量で加えられていることを特徴とするポリウレタン。 (もっと読む)
植物繊維強化ポリ乳酸箸の製造方法
【課題】耐熱性に優れ、ガラス繊維の使用量が無い、あるいは非常に少ないことで廃棄後もガラス繊維の飛散の可能性が低いポリ乳酸製の箸を提供すること。
【解決手段】 木や竹を0.01−5mm程度に切断破砕処理して植物繊維粉末混合強化材を作り、基体が、ポリ乳酸を主材として重量比で30−94%程度含有したものに、植物繊維粉末混合強化材を5−69%添加し、またタルクや雲母粉末、ガラス繊維などの無機フィラーを補助強化材として重量比で1−50%程度含有させたものを主な組成とし、場合によっては着色料を添加して、箸を作るための混合材料を作る。これによって得た混合材料を、湿度を取り除いた熱風で乾燥した後、加熱混練装置内で、脱気乾燥しながら加熱混練し、ノズルからそのまま箸金型内に注入することによって、植物繊維強化ポリ乳酸箸を得る。
(もっと読む)
成形品の製造方法、金型および成形品
【課題】金型を用いて表面に凸部を形成する際に欠けの発生を防止する成形品の製造方法、金型および成形品を提供すること。
【解決手段】金型30には、凸部11および凹部13を成形するために、複数の直線状に延びる金型凸部33が等間隔に形成されるとともに、この金型凸部33に隣接して直線状に延びる金型凹部34が等間隔に形成される。金型凸部33は、側面部331と、端面部332と、側面部331と端面部332とを連結する平面状の斜面部333とにより形成されている。すなわち、金型凸部33は、斜面部333により平面状に面取り加工(またはC面カット)された形状である。
(もっと読む)
101 - 120 / 317
[ Back to top ]