
Fターム[4F206JF06]の内容
プラスチック等の射出成形 (77,100) | 成形材料の供給 (3,852) | その他の材料等の供給 (131)
Fターム[4F206JF06]に分類される特許
1 - 20 / 131
成形方法
【課題】ハンドリング性に困難な熱硬化性樹脂組成物からなるタブレットを用いる場合に、搬送時や成形機への供給時にトラブルを出すことなく安定した生産を継続できる成形方法を提供することである。
【解決手段】 熱硬化性樹脂組成物を打錠して得られる円柱状タブレットを、温調していないタブレット供給装置あるいは搬送装置を介してトランスファー成形用金型のポット内に投入して成形する成形方法であって、供給装置あるいは搬送装置に冷却して表面温度を−40℃から10℃とした円柱状タブレットを充填時点からトランスファー成形用金型のポット内に投入するまでの時間が2分以内でることを特徴とする成形方法。
(もっと読む)
樹脂成形機のバルブスリーブ回転による色替え装置
【課題】バルブピンに配設したスリーブ片の回転により樹脂合流部の位置を変えて滞留部の残留樹脂を新しい樹脂で除去できるようにした色替え装置の提供。
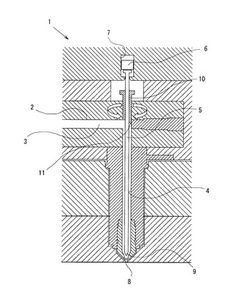
【解決手段】マニホールド2に設けられる横方向の溶融樹脂の流通路3と、この流通路と連通する縦方向の流通路4を備え、前記横方向の流通路3を貫通し、かつ前記縦方向の流通路4内を縦装するバルブピン5を設け、溶融樹脂を前記マニホールド2の横方向の流通路3より縦方向の流通路4を経てゲート8を介してキャビティに射出可能とすると共に、前記バルブピン5のマニホールド2の流通路に挿通させる箇所に管状の樹脂流変更用スリーブ片10を配設し、前記スリーブ片10の端部のマニホールド2の流通路に対応して臨まれる箇所に傾斜面11を設けて溶融樹脂の色替え時にバルブピン5を中心に回転可能に設けて溶融樹脂の流通方向を可変できるようにしたことを特徴とするバルブスリーブ回転による色替え装置。
(もっと読む)
テープ搬送装置を備えた射出成形機

【課題】リール上のテープの残量を正確に把握することが可能な、リールから送り出される連続したテープに樹脂を射出して連続した成形品を成形する搬送装置を備えた射出成形機提供すること。
【解決手段】積算搬送量(実績値)は4500(mm)、テープ初期長さは5000(mm)、残量は500(mm)、搬送量(1サイクル)は25(mm)、残サイクル数は20ショット、サイクル時間(実績値)は10秒、残時間は200(秒)、テープ終了警告は300(mm)前が表示されているように、射出成形機の表示装置の表示画面に、積算搬送量(実績値)、テープ初期長さ設定値、残量、搬送量(1成形サイクル)、残サイクル数、サイクル時間(実績値)、残時間、テープ終了警告が表示され、金属テープ供給用リール40を取り替えたとき、積算搬送量、残量をリセットするリセットボタンも表示されるが、これらの表示内容は適宜取捨選択して表示してもよい。
(もっと読む)
金型内塗装用金型及び金型内塗装方法
【課題】塗装面(意匠面)側の開口部端部に塗料バリが発生せず、型開きの際、塗装面側の金型への樹脂成形品の抱き付きを防止することができ、製品押し出しの際、樹脂成形品に変形を生じさせない金型内塗装用金型及び金型内塗装方法を提供する。
【解決手段】第1金型と塗料注入機を備えた第2金型とが組み合わされて形成される金型キャビティに溶融樹脂を射出充填させて成形される樹脂成形品に、貫通する開口部を形成するための凸部が型開閉方向に突出するように形成されている金型内塗装用金型であって、前記開口部を形成するための凸部が、前記樹脂成形品の非塗装面側の前記第1金型に形成された第1凸部と、前記第1凸部と対向するように塗装面側の第2金型に形成された第2凸部との突き当てにより形成されていることを特徴とする金型内塗装用金型によって達成される。
(もっと読む)
オーバーモールド容器の製造方法、およびオーバーモールド容器の製造装置
【課題】容器の形状に依存することなく、インナーボトルの変形や表面の流動を防止し、高品質で美観に優れたオーバーモールド容器を製造するための方法を提供する。
【解決手段】金型50内に配置されたインナーボトル10の外側に溶融樹脂を射出してアウター20を成形する際、ボトル内にロッド60を挿入して加圧ステップと循環ステップとを実行し、ロッド内にはボトルの外方に露出する外部口(61o〜63o)と、ボトル内にて開口する内部口(61i〜63i)とを連絡する供給管(61,62)と排気管63とに区別された複数の通気管が形成され、加圧ステップでは、供給管の外部口に供給したエアを内部口からインナーボトルの内壁に気体を吹き付けつつ、ボトル内が所定の圧力となるまで加圧し、循環ステップでは、ボトル内に供給した気体を排気管の内部口から外部口を経由してボトル外に排気してインナーボトル内の圧力を維持しつつ気体を循環させる。
(もっと読む)
樹脂成形品及びその製造方法
【課題】樹脂成形品においてウェルドラインを目立たなくさせる。
【解決手段】樹脂成形品の製造方法は、着色材料と、着色材料よりも溶融時の粘度が低く且つ着色材料よりも光線透過率が高い光透過材料とを準備する準備工程と、着色材料及び光透過材料を溶融した状態で成形型に充填する充填工程と、充填した前記着色材料及び光透過材料とを固化させる固化工程とを含んでいる。樹脂成形品1は、着色材料で成形されたメタリック層3と、メタリック層3よりも表層側に設けられ、前記着色材料よりも光線透過率が高い光透過材料で、メタリック層3と同時に成形されたクリア層4とを備えている。
(もっと読む)
射出成形装置、射出成形方法および射出成形装置用の射出スクリュ
【課題】射出成形装置用の射出スクリュの溝部等に樹脂が残留することを防止し、樹脂の酸化劣化、ガス吐出口における溶融樹脂の逆流、詰まりの発生等を防止することができる射出成形装置を提供する。
【解決手段】樹脂を加熱溶融して成形用金型に射出する射出成形装置であって、樹脂を加熱溶融するための加熱シリンダ10と、溝部22の少なくとも一部に多孔性金属で構成された不活性ガス吐出部を有し、加熱シリンダ10内の加熱溶融された樹脂を射出するための射出スクリュ12と、を有する射出成形装置である。
(もっと読む)
インモールドラベル成形品のラベル切断装置、ラベル切断供給装置、ラベル切断受け渡し装置とラベル切断方法、ラベル切断供給方法及びラベル切断受け渡し方法
【課題】ラベルシートから所望形状のラベルに型抜き形成する際に、レーザ光により溶融して切断することによりラベルシートからラベルを長期わたって確実、かつ安定的に打抜く。
【解決手段】ラベルシートが卷回されたシートロールからラベルシートを、ラベル1枚分の送り量で移送して巻取りリールに巻き取るラベルシート供給巻取り手段と、所要の切断位置に移送されたラベルシートに対してラベルの外形に沿ってレーザ光を出力して溶融切断するレーザ光切断手段とを備え、インモールドラベル成形に使用する所望形状のラベルが少なくとも移送方向に向かって多数印刷されたラベルシートからラベルを切断する。
(もっと読む)
樹脂成形金型、射出成形機及び射出成形方法
【課題】ホットランナを用いて効率的にフープ材上への樹脂成形を行うことができる樹脂成形金型等の提供。
【解決手段】本発明は、フープ材の送り方向に対して垂直な方向に第1列のホットランナと第2列のホットランナとを備える樹脂成形金型であって、第1列のホットランナのホットランナノズルが、第2列のホットランナのホットランナノズルに対してフープ材の送り方向に垂直な方向でオフセットすることを特徴とする。
(もっと読む)
射出成形機のスクリュおよび射出成形機
【課題】超臨界状態の不活性流体を溶融樹脂に注入するとき、確実に所定の圧力以上に維持できる射出成形機のスクリュを提供する。
【解決手段】軸方向に分割可能な複数のスクリュピース(6a)からスクリュ(6)を構成する。スクリュピース(6a)に、加熱シリンダ(5)内を第1、2のエリア(A1、A2)に分離するシール(31)を設ける。スクリュピース(6a)内に、第1、2のエリア(A1、A2)を連通し、小径部(33e)を有する溶融樹脂流路(33)を設ける。スクリュピース(6a)の端面(37)からポペット格納穴(36)を明ける。ポペット格納穴(36)にポペット(35)と皿バネ(38)を挿入してリティナ(39)で締め付ける。小径部(33e)は皿バネ(38)によって付勢されたポペット頭部(35a)によって閉塞され、所定の圧力が作用すると開口する。
(もっと読む)
表面改質射出成形方法及び該成形方法で成形された射出成形体
【課題】優れた表面改質特性を有する射出成形体を安定的に得ることのできる表面改質射出成形方法、及び該成形方法により成形された射出成形体を提供すること。
【解決手段】予め、液体二酸化炭素中に表面改質剤を溶解させた後、前記表面改質剤を溶解させた液体二酸化炭素を超臨界状態にして金型内に導入し、樹脂の射出成形工程において表面改質剤を溶解させた超臨界二酸化炭素を樹脂と接触させることにより、成形体の表面に表面改質剤を含浸させた射出成形体を得る表面改質射出成形方法。
(もっと読む)
インモールドラベル成形品のラベル型抜き装置及びラベル型抜き方法
【課題】ラベルシートから所望形状のラベルに型抜き形成する際に、ラベルシートにラベル形状と一致するミシン目を形成することにより切断抵抗を低減してラベルが伸びたり、変形したりするのを防止してラベルシートからラベルを長期わたって確実、かつ安定的に打抜く。また、インモールドラベル成形品の不良品発生率を低減する。
【解決手段】ラベルシート供給巻取り手段によりラベルシートが卷回されたシートロールから導出されるラベルシートを、ラベル1個分の送り量で移送して巻き取る。ミシン目形成手段により移送されるラベルシートに対してレーザ光を出力してラベル外形の全体または一部に一致するミシン目を形成する。ラベル型抜き手段によりダイの中空部の内面に沿って型抜き体を突入してラベルシートをミシン目に沿って切断することによりラベルを打抜く。
(もっと読む)
樹脂ペレットの洗浄方法
【課題】フィッシュアイ等の欠陥の発生を低減させることができる樹脂ペレットの洗浄方法を提供すること。
【解決手段】
樹脂フィルムまたは樹脂シートの製造方法は、樹脂ペレットを洗浄する工程と、洗浄した樹脂ペレットをもちいて樹脂フィルムまたは樹脂シートを成形する工程とを含む。樹脂ペレットを洗浄する工程は、樹脂ペレットと、水とを第一の筒体内に導入する工程と、第一の筒体の排出口に向けて前記樹脂ペレットと前記水とを搬送しながら、水流により樹脂ペレット表面から異物を除去して樹脂ペレットを洗浄する工程とを含む。
(もっと読む)
成形品の製造方法
【課題】溶融樹脂に対する高圧二酸化炭素の溶解度により制限されることなく、所望の量の溶解材料を溶融樹脂に溶解でき、工業化に適した成形品の製造方法を提供する。
【解決手段】成形品の製造方法であって、溶融樹脂を成形して成形品を製造する成形品の製造方法において、高圧二酸化炭素およびそれに溶解させた溶解材料を溶融樹脂に供給することと、高圧二酸化炭素および溶解材料が供給された溶融樹脂を混錬することと、混錬された溶融樹脂から高圧二酸化炭素を排気することを含み、溶融材料を飽和濃度で溶解させた高圧二酸化炭素と、他の二酸化炭素とを混合して、溶解材料を未飽和濃度で溶解させた高圧二酸化炭素を生成し、溶融樹脂に供給する。
(もっと読む)
金型及びこの金型を備えた成形装置
【課題】単純で安価で、煩雑な制御条件の設定作業を行う必要のない金型及びこの金型を備えた成形装置を提供する。
【解決手段】加熱筒31に備えられるヒーター35はキャビティ23に射出される成形材料Pを射出成形に適切な状態に溶融できる出力となっているので、成形材料Pは貫通孔37内で射出成形に適した温度、粘度等を有する溶融状態とされる。この状態で図4に示すように押込シャフト73を下降させると、溶融した成形材料Pが押込シャフト73によって押し込まれてゲート21、キャビティ23に射出される。そしてゲート21、キャビティ23に射出された成形材料が固化して成形品S、ゲートGが形成される。
(もっと読む)
金型スタンパーの製造方法、金型スタンパー及び成形品の製造方法
【課題】非平面上に所定のパターン構造が形成された製品を実現することができ、その製品の生産性を向上させることができる、金型スタンパー、金型スタンパーの製造方法、及びその製品(成形品)の製造方法を提供すること。
【解決手段】板材5の、モスアイ構造が形成された形成面52が、連続体である樹脂13をコアとして、スタンパー成形金型10のキャビティ7に対応した球面形状に成形される。これにより、その形成面52の全体形状が球面形状に形成されるので、球面上に形成されたモスアイ構造を有する金型スタンパー5’を製造することができる。
(もっと読む)
照明装置付き車両用成形品
【課題】照明装置から発せられる光を透過させることが可能な部分を一体に形成するとともに、所定の強度を確保できる照明装置付き車両用成形品を得る。
【解決手段】樹脂製のパネル状のトリム本体3と、トリム本体3の裏面側に設置される照明装置Lとを備える照明装置付き車両用成形品とする。上記トリム本体3は、照明装置Lから発せられる光を透過させる透光部31と照明装置Lから発せられる光を透過させない非透光部32とを一体に有し、上記透光部31は、成形型130のキャビティ131内に注入された熱可塑性樹脂Rが固化する過程で、成形型130を型開き方向に後退させてキャビティ空間を拡大させることで熱可塑性樹脂Rを膨張させることにより形成する。
(もっと読む)
インモールドコート塗装方法およびインモールドコート塗装装置
【課題】良好な品質の皮膜を得ることができるインモールドコート塗装方法、およびインモールドコート塗装装置を提供する。
【解決手段】インモールドコート塗装方法は、成型前に、塗料を噴霧する塗装ガン110によって金型に塗料を塗布して皮膜510を形成するインモールドコート塗装方法であって、冷却した圧縮エアー134を塗装ガンに供給する。そして、冷却した圧縮エアーを、塗料を霧化して噴射させるための霧化エアー、および噴射させた塗料のパターンを調節するためのパターンエアーとして用いる。
(もっと読む)
気流通路形成構造、ホッパユニット、および気流形成方法
【課題】成形機に供給される粉粒体に、成形機内で生じたガスが付着することを防止できる、気流通路形成構造、ホッパユニット、および気流形成方法を提供すること。
【解決手段】樹脂成形装置1は、ホッパ3と、成形機2と、ホッパ3および成形機2を接続する接続部材4と、接続部材4内を吸引する吸引装置5とを備えている。樹脂成形の材料としての粉粒体は、ホッパ3の排出口13から、接続部材4に形成された材料通路35を通過方向Tに通って、成形機2のシリンダ6の受入口9に供給される。シリンダ6内では、粉粒体が加熱溶融されることでガスが生じ、このガスの流れGが受入口9からホッパ3の排出口13に向かおうとする。一方、吸引装置5が、接続部材4の気流通路29内および材料通路35内を吸引しているので、材料通路35には、水平方向Hの気流Fが生じている。この気流Fにより、ガスの流れGがホッパ3の排出口13に向かうことが阻止される。
(もっと読む)
容器製造用の金型システム
本発明は容器500を製造するための金型システム1に関し、この金型システム1は可動金型半体10と固定金型半体20とを含み、これら金型半体10,20は互いに対向して位置し、金型システム1は容器500の製造を可能にし、容器500は、厚紙ブランクからプレスされた底部57と、前記底部57に接続された壁59と、少なくとも部分的にプラスチックで成形され、壁59の上縁部に接続され、壁を取り囲むリム50とを有し、固定金型半体20に関して可動である金型半体10は、コア41備えたコア・プレート4と、41に関して可動で、シール表面5aを含み且つコア41を取り囲むプレート状シール・リング5と、コア41およびシール・リング5に関して可動であり、それらの間に取り付け可能であるカラーリング6とを含み、固定金型半体20は、金型キャビティ71およびシール表面7aを備えた金型プレート7を少なくとも含んでいる。金型システム1は上昇カラー612を有し、上昇カラー612は可動金型半体10のカラーリング6の基部カラー611の頂部に着脱可能に接続され、上昇カラー612のシール表面612aは、前記シール表面の平面の残り部分よりも低い溝または窪みを含み、シール・リングの表面または窪みは、シール表面の平面上の隆起部または型押しパターン、溝または窪みを有していてもよい。 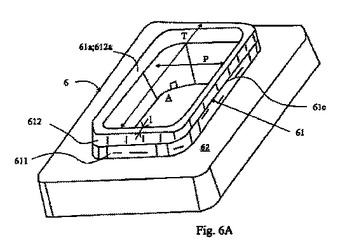 (もっと読む)
(もっと読む)
1 - 20 / 131
[ Back to top ]