
Fターム[4F206JN15]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形操作の内容 (4,618) | 射出充填 (1,276) | 充填通路での処理、操作 (323) | 充填通路の開閉(射出ノズルの弁の開閉を含む) (112)
Fターム[4F206JN15]に分類される特許
21 - 40 / 112
射出発泡成形装置及び射出発泡成形方法
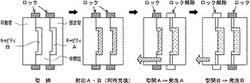
【課題】 汎用的な射出成形機と3枚構造の金型を用いることにより、1回の成形動作で複数の発泡成形品を同時に成形できるので、生産効率が向上する。
【解決手段】 金型を開閉動作し型締力を負荷しさらに微小な型開き量を制御可能な型締装置と、型締装置の固定盤に取り付けられた固定型と可動盤に取り付けられた可動型と固定型と可動型の間に備え付けられた中間型とからなる3枚構造の金型と、固定型と中間型の間に形成されるキャビティ空間部Aおよび可動型と中間型の間に形成されるキャビティ空間部Bに連通するそれぞれの樹脂流路に設けられた樹脂流路遮断機構と、発泡性ガス成分を含む発泡性溶融樹脂を可塑化計量し金型のキャビティ空間部A内およびキャビティ空間部B内に射出充填することが可能な射出装置と、を備えた射出発泡成形装置。
(もっと読む)
射出成形装置及び射出成形方法

【課題】 汎用的な射出成形機と3枚構造の金型を用いて、成形できる成形品の数などを多くし、生産効率を向上させる。
【解決手段】 金型を開閉動作し型締力を負荷することが可能な型締装置と、型締装置の固定盤に取り付けられた固定型と可動盤に取り付けられた可動型と固定型と可動型の間に備え付けられた中間型からなる3枚構造の金型と、樹脂を可塑化計量し金型のキャビティ内に射出充填することが可能な射出装置とを備えた射出成形装置であって、金型には、固定型と中間型の間に1つあるいは複数のキャビティ(A群)とそれに通じる樹脂流路および樹脂流路遮断機構が形成され、また中間型と可動型の間にも1つあるいは複数のキャビティ(B群)とそれに通じる樹脂流路および樹脂流路遮断機構が形成されており、射出装置は、1回の型締中に、1回目の射出充填、続いて可塑化計量、その後2回目の射出充填を行なうことが可能である。
(もっと読む)
射出成形型
【課題】簡単な構成で複数種類の材料を一体成形可能で、品質の良好な成形品を成形する。
【解決手段】固定側金型2a及び可動側金型3aと、各金型に対して往復移動可能に設けられ成形空間の容積を変化させる移動部材8と、移動部材8を成形空間の容積が減少する方向に付勢するコイルバネ10とを備える。移動部材8が付勢部材に押圧されて最進出位置にある時に第1成形空間41aが形成され、最後退位置まで移動したときに第2成形空間42aが形成される。第1成形空間41aへは第1ランナ5から、第2成形空間42aへは第2ランナ6から溶融樹脂が流入される。移動部材8の一部に第2ランナ6を第2成形空間42aに対して連通・遮断する流通規制部83を有する。流通規制部83は溶融樹脂の圧力を受ける受圧面84を有する。流通規制部83により第2ランナ6を遮断しながら樹脂圧によりコイルバネ10の付勢力に抗して移動部材8を後退させ、第2成形空間42aの形成後に溶融樹脂を流入させる。
(もっと読む)
射出成形方法
【課題】容積の異なる大小複数のキャビティを有する金型を1つの射出装置で時間差を設けて溶融樹脂を順次射出充填して、1回の成形動作で所定の製品形状と製品重量が安定し、成形品毎の大きさの制約が緩和され成形品を同時に、複数成形することができる射出成形方法を提供する。
【解決手段】製品形状の異なる複数のキャビティの中から容積の大きなキャビティと小さなキャビティとの組み合わせを選択し、容積の大きなキャビティは速度制御により小さなキャビティは圧力制御により充填し、次いで、他のキャビティに充填する溶融樹脂を計量するとともに、容積の大きなキャビティは速度制御により小さなキャビティは圧力制御により充填し、以後は計量と射出充填とを繰り返す。
(もっと読む)
射出発泡成形方法
【課題】製品形状の異なる複数のキャビティを有する金型を1つの射出ユニットで時間差を設けて発泡性溶融樹脂を順次射出充填して、金型を開くことによって充填した発泡性溶融樹脂を発泡膨張させて、1回の成形動作で所定の発泡倍率、製品重量及び形状の安定した複数の発泡製品を同時に成形することができる射出発泡成形方法を提供すること。
【解決手段】各キャビティは独立駆動の樹脂流路の切り替え手段を有し、先ず第1製品キャビティ容積に相当する樹脂量を計量して第1製品キャビティ内へ発泡性溶融樹脂を射出充填する。射出充填の完了後に金型を拡張して溶融樹脂を発泡膨張させるとともに、次いで第2製品キャビティ容積に相当する樹脂量を計量し、第2製品キャビティ内へ発泡性溶融樹脂を射出充填する。樹脂を各キャビティに充填するに際して、切り替え手段を操作してキャビティを選択する。
(もっと読む)
射出成形装置及び射出成形方法
【課題】形状および射出量が異なった一半部4、他半部5、一体化部6を射出機9の一回の樹脂材計量、金型7、8の1回の型締めで射出成形できるようにする。
【解決手段】射出機9は、一半部4、他半部5、一体化部6を射出成形するに必要な全射出量Mを計量し、該計量したもののうち一半部4、他半部5、一体化部6に相当する射出量を順次射出するものとし、金型には、射出機から分岐形成された各流路10〜15を開閉するバルブゲートピン10a〜15aが設けられ、前記射出量に対応する部位のバルブゲートピンを開放し他のバルブゲートピンは全て閉じるようにして各部位に順次射出するようにして1回の型締めで3射出を連続的にする。
(もっと読む)
透明樹脂薄板のスタックモールド
【課題】金型間にそれぞれ設けられるキャビティで良好な透明樹脂薄板を成形することが可能な透明樹脂薄板のスタックモールドを提供する。
【解決手段】固定金型15と可動金型17の間に少なくとも1枚以上の中間金型18を配設した透明樹脂薄板のスタックモールド11において、金型15,17,18間にそれぞれ設けられるキャビティ19,20は端部にホットランナ27,32およびホットランナノズル33を介して溶融樹脂が送られるゲート部37が設けられ、前記ホットランナノズル33または前記ゲート部37はキャビティ19,20への溶融樹脂の注入量が調節可能となっている。
(もっと読む)
二色成形品の成形方法並びに成形装置
【課題】キャビティ内に仕切りプレートを昇降させてキャビティを区画、あるいは連通させ、各分割キャビティ内に異なる色彩の溶融樹脂を射出充填して成形する二色成形品の成形方法並びにその成形装置であって、金型構造の簡素化し、かつ一般部の厚みと縦壁部の厚みを均一に制御する。
【解決手段】成形上下型50,60間のキャビティCを区画する仕切りプレート70は、成形下型60に収容される膨張・収縮チューブ80に支持され、膨張・収縮チューブ80の膨張時、仕切りプレート70を成形上型50の型面に当接するまで上昇させるとともに、膨張・収縮チューブ80の収縮時、仕切りプレート70を下降させてキャビティ同士を連通させる。更に、見切りライン11の左右縁部において、仕切りプレート70、膨張・収縮チューブ80を一般部10aと縦壁部10bに分割し、動作方向を相違させることで、一般部10aと縦壁部10bとの厚みを均一に制御する。
(もっと読む)
射出成形金型及び射出成形方法
【課題】簡単な構成の1つの金型からそれぞれ形状または体積の異なる複数の樹脂成形品を1回の射出成形で高精度で得ることができる射出成形金型及び方法を提供する。
【解決手段】体積のより大きい方の円筒容器状の成形品転写部72に連通するランナー51の流路に一端が接する樹脂流動調整部56を配置する。樹脂流動調整部56は周辺の金型部材の熱伝導率とは異なる熱伝導率を有し、断熱部材57で覆われ、他端は発熱源に連結されている。更にランナー51の端部に連設する多孔質部58を配置する。多孔質部58は一端から他端まで連続した空洞を複数有する多孔質材からなる。また、体積のより小さい方の三角容器状の成形品転写部73に連通するオーバーフロー部74を3箇所に設け、これらオーバーフロー部74にそれぞれ連設される多孔質部75を配置する。樹脂流動調整部56、多孔質部58及び75により樹脂流動経路部の樹脂の流動性を調整する。
(もっと読む)
成形装置及び成形方法
【課題】液状成形材料を硬化させる成形装置において、簡素な構成で成形材料の収縮分を補うことができ、かつ製品を形成する樹脂を均一なものとする。
【解決手段】固定金型2と移動金型3によって区画されたキャビティ空間7に供給する熱硬化性液状成形材料8aを貯蔵する材料タンク4と、熱硬化性液状成形材料8aを加圧してキャビティ空間7に供給するピストン51等を備える。ピストン51は、キャビティ空間7に熱硬化性液状成形材料8aを充填する当初から硬化するまで、材料タンク4に貯蔵された熱硬化性液状成形材料8aを加圧し続け、熱硬化性液状成形材料8aが硬化した後、減圧する。
(もっと読む)
熱硬化性樹脂用の射出成形装置
【課題】熱硬化性樹脂用の射出成形装置において、ノズルの過熱に伴う熱硬化性液状成形材料の硬化を防止すると共に、ノズルと金型との隙間から熱硬化性液状成形材料が漏れ出すことを防止する。
【解決手段】熱硬化性液状成形材料8を射出する際にスプールブッシュ22と当接する封止部材44が、ノズル本体41の先端に装着される。封止部材44は、断熱性を有し、ノズル本体41の温度上昇を抑制すると共に、ノズル本体41とスプールブッシュ22との間に介在し、両者の隙間から熱硬化性液状成形材料8が漏れ出すことを防止する。
(もっと読む)
射出成形機およびその逆流防止弁閉鎖状態判別方法
【課題】射出中の樹脂の逆流を増加させることなく、スクリュ回転角度を保持制御する制御系の応答特性に影響されることなく、逆流防止弁の閉鎖時点検出と、逆流防止弁が正常に閉鎖しなかったことを確実に検出できる射出成形機を提供すること。
【解決手段】射出工程中、スクリュ回転駆動力Tとスクリュ回転角度θを用いて、推定スクリュ回転角度θ(n)freeを算出し記憶し、表示装置に表示する。推定スクリュ回転角度θ(n)freeが停止したことは、逆流防止弁が閉鎖したと見なして表示装置に表示する。次に、逆流防止弁が閉鎖した時点における物理量を取得する。次に、射出完了か否か、射出中に逆流防止弁が閉鎖したか否か判断し、閉鎖していない場合には逆流防止弁が閉鎖しなかったことを表示装置に表示し、良否判別の結果を不良品とするアラームを出力し、計量、型開き、成形品の取り出し工程を実行し、この回の成形サイクルを終了する。
(もっと読む)
一体成形によるディスク収納体およびその製造方法
【課題】高速射出を必要としない一体成形による製品とその製造方法に関し、成形時に高周波を利用した一体成形による軽量なディスク収納体と、その製造方法を提供する。
【解決手段】金型と、可動コアと、固定コアと、ゲートと、からなる成形機を用いた一体成形によるヒンジ部を有する収納体の製造方法であって、可動コアを一旦移動して樹脂流動層を確保する工程と、金型にゲートから樹脂を注入する工程と、樹脂が固化する前に可動コアを接近移動させるとともに金型のヒンジ成形部に高周波振動を与える潰し込み工程と、からなる収納体の製造方法である。
(もっと読む)
閉鎖可能なホットランナーノズルを備える射出成形工具
【課題】ホットランナーノズルの排出開口が閉鎖ニードルにより閉鎖されているか否かを突き止めることができるようにする。
【解決手段】閉鎖ニードル(2;2′)の少なくとも1つの位置を検出可能な素子(3;3′)が設けられているようにした。
(もっと読む)
射出シリンダ性能測定装置
【課題】 実際に溶湯を鋳造型内に射出する際にピストンロッドに付与される負荷状態をより忠実に再現できる射出シリンダ性能測定装置を提供する。
【解決手段】 射出シリンダ性能測定装置10は、プランジャ30と横シリンダ26と作動液体29とサーボ弁16を備える。プランジャ30の後端部30bには、射出シリンダのピストンロッド50が接続される。横シリンダ26には、プランジャ30が進退可能に挿入されている。横シリンダ26には、プランジャ30の前進移動に伴って体積が減少する作動室27が形成されている。作動室27には、開口22が形成されている。作動液体29は、作動室27に充填される。サーボ弁16は、横シリンダ26の開口22を通過する作動液体29の通過抵抗を調節する。
(もっと読む)
モールド成形用金型
【課題】
ロータリー式射出成形用のモールド成形用金型のホットランナー部内の圧力上昇を抑え、溶融プラスチック材の漏出などを防止する。
【解決手段】
ホットランナー部に連通した減圧用空間部と該減圧用空間部内に移動可能に設けられたピンと該ピンに連結されたエアシリンダーとを有し該減圧用空間部またはホットランナー部内の圧力に対応して該エアシリンダーにより該ピンを移動させる減圧手段を備え、溶融プラスチック材がホットランナー部及び成形体用空間部に充填された状態でホットランナー部の圧力が増大するとき、上記減圧手段の減圧用空間部内で上記ピンを後退移動させて該減圧用空間部の該ホットランナー部に連続した部分の容積を増大させる構成とする。
(もっと読む)
射出成形機
【課題】ゲートの開度を調整可能な射出成形機を安価で提供することを目的とする。
【解決手段】樹脂供給口17を複数個形成してなる金型14、15と射出装置100から射出される合成樹脂を各樹脂供給口17に供給させる分岐路19と各分岐路19に設けられるゲート25を個別に開閉する複数個の開閉装置20とを備え、開閉装置20は、開閉ピン22とピストンロッド27を2つの位置の間にて往復駆動させるシリンダ装置23とピストンロッド27の変位を受けて開閉ピン22を開位置と閉位置との間にて移動させる開閉ピン駆動装置24から構成され、ピストンロッド27を2つの位置間の中間位置にて停止させるストッパ部材42とこの位置を変更する位置変更装置によって各ゲート25の開度を調整可能とすると共に、開閉ピン駆動装置24によりピストンロッド27の運動をより小さな運動量に変換しつつ開閉ピン22に伝達する。
(もっと読む)
射出成形ノズル、射出成形機、射出成形品および射出成形方法
【課題】射出成形において、溶融樹脂を効率よく振動させることができる射出成形ノズル、射出成形機、射出成形品及び射出成形方法を提供する。
【解決手段】射出成形ノズルは、樹脂注入口11から注入された溶融樹脂7が流れる流路と、この溶融樹脂7を金型へ射出する射出口16と、軸方向に進退することにより射出口を開閉する開閉ピン4と、この開閉ピン4に固定され、超音波を発振する振動子2と、前記開閉ピンを進退させる開閉ピン駆動アクチュエータ12とを備え、この振動子2から発振された超音波が開閉ピン4を介して該溶融樹脂を振動させる。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】樹脂中に窒素や二酸化炭素等の物理発泡剤、又は炭化水素ナトリウム等の化学発泡剤を含ませて、成形時に発泡剤を気化された樹脂成形品の成形方法及び成形装置において、樹脂成形品の開口部や切欠き部が所望の大きさよりも大きくなることを抑制する。
【解決手段】成形型4のコアバック中に、成形型4のキャビティ27内に供給された溶融発泡性樹脂70からなる溶融発泡性樹脂体70a内に、第2樹脂供給口35aより溶融発泡性樹脂70bを追加供給する。
(もっと読む)
射出成形用ホットランナ金型のバルブゲート
【課題】駆動手段の往復作動によってバルブを開閉するバルブゲートで、バルブ閉時のゲートカット高さ、バルブ開時の流量などを調整する。また、閉作動時にバルブゲート先端内部の材料が急激に圧縮され、内圧が上昇するのを防止する。また、バルブが正常に作動できなくなった場合に駆動部分の破損を防止する。
【解決手段】バルブ体41の駆動手段として電動駆動手段を用いる。電動シリンダ121の駆動によってバルブ体41が上下に作動し、ゲート穴15を開閉する構造において、電動シリンダロッド125の前進後退位置を位置決めすることにより、バルブの閉位置、開位置を調整することができる。また、各作動位置での作動速度および推力を制御することができる。さらに、バルブ作動の過負荷を検出して駆動を停止することができる。
(もっと読む)
21 - 40 / 112
[ Back to top ]