
Fターム[4F206JN15]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形操作の内容 (4,618) | 射出充填 (1,276) | 充填通路での処理、操作 (323) | 充填通路の開閉(射出ノズルの弁の開閉を含む) (112)
Fターム[4F206JN15]に分類される特許
41 - 60 / 112
多種材料の同時射出装置
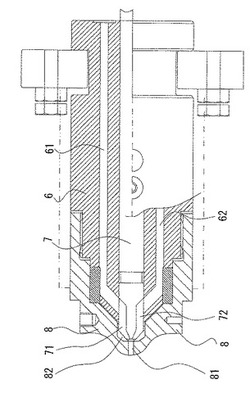
【課題】多種類の異なる材料を同時に金型内に射出して材料毎の層が形成された製品を成形加工する際に、それぞれの材料毎に温度や射出量等を制御することができる多種材料の同時射出装置を提供する。
【解決手段】金型に接触して成形材料を射出するノズル81を先端部に有するシリンダ6の壁体内に、それぞれの材料を流通させる材料案内路61、62を形成し、該シリンダ6内で回転可能な弁体7の先端部に形成した流路溝71、72と、弁体7の回転により断続可能とする。材料案内路61、62に各別に射出シリンダを連通させて、それぞれの射出シリンダにより材料の計量と可塑化を行って、材料案内路61、62に給送すると、前記ノズル81から各材料が混練されず、層状となって射出される。
(もっと読む)
2色成形方法

【課題】サイクルタイムが短い2色成形方法さらには該2色成形方法を含む多色成形方法を提供する。
【解決手段】時刻t1からt9までの、成形品取出し工程(AおよびB)および金型閉じ工程Cに要する時間Yの範囲内で、時刻t2からt7まで時間Zを使用してエラストマ成形工程を実施することにより、従来、成形工程に何ら活用されなかった成形品取出し工程(AおよびB)および金型閉じ工程Cの時間を有効に成形工程に活用することが可能となる。これにより、1サイクル成形時間Xを短縮することが可能となる。
(もっと読む)
プラスチック成形品の製造方法、プラスチック成形装置及びプラスチック成形品
【課題】 本発明は、樹脂供給通路の閉止のための駆動装置等複雑な装置を用いず、確実に樹脂流入口を閉止し、かつ成形品内の歪みの発生を防ぎ、転写面を高精度に転写することができる。
【解決手段】 本発明のプラスチック成形装置は、樹脂供給通路を構成する射出成形金型における樹脂供給通路用入子の一部を移動させる移動手段を有し、キャビティ内及び樹脂供給通路内に樹脂を充填した後、樹脂供給通路内の充填樹脂内であってキャビティと、樹脂供給通路の一部に設けられ、樹脂供給通路内で移動可能な可動部材との間に挿入するように、樹脂供給通路用入子を移動手段によって移動させて樹脂供給通路内の充填樹脂の容積を減少させ、可動部材をキャビティ側と反対側の開口部に押圧させて樹脂供給通路を閉止する。
(もっと読む)
射出成形方法および射出成形型
【課題】ホットランナー構造を有する射出成形型において、成形生産開始当初の1ショット目の成形不良を良品にするための射出成形方法および射出成形型を提供する。
【解決手段】射出成形型において、固定型1のホットランナーの樹脂流入口6に逆流防止弁7を設け、ホットランナーの樹脂流出口8にバルブゲート9又は逆流防止弁を設け、射出成形生産の終了で樹脂押出機を射出成形型より分離させる前に、固定型1のホットランナー樹脂流入口6をすべて閉じた後、樹脂流入口6のすべてを逆流防止弁7により閉じ、樹脂押出機によりホットランナー内の樹脂圧力を40Mpa〜80Mpaに保圧し、樹脂押出機を射出成形型より分離し射出成形型を冷却することによりホットランナー内を減圧し、ホットランナー内に残存する仕掛かり樹脂の体積収縮を縮小し、ホットランナー内に発生するスキマを少なくするようにした。
(もっと読む)
多点ゲート射出成形機におけるノズルゲート開閉タイミング調整機構及び多点ゲート射出成形方法
【目的】オープンノズル方式のノズル構成を有する多点ゲート射出成形機に適用可能なノズルゲート開閉タイミング調整機構及び多点ゲート射出成形方法を提供する。
【構成】樹脂を射出するオープンノズル方式のノズルゲートを複数備えた多点ゲート射出成形機の各ノズルゲートの開閉タイミングの調整機構において、
前記各ノズルゲートと対向する側の射出成形金型の部位の一部又は全部に、前記ノズルゲート側に向けて進退動作するノズルゲート開閉構成のタイミングピンを備えており、
該タイミングピンが、前記対向側位置から前記ノズルゲートに向かって進出動作して前記ノズルゲートを閉塞すること、並びに、前記ノズルゲートから退避動作して前記ノズルゲートを開放すること、とによって前記ノズルゲートの開閉が可能であり、
複数のタイミングピンの進退動作の制御により前記複数のノズルゲートの開閉タイミングを調整する構成である。
(もっと読む)
二色成形品およびその製造方法
【課題】
携帯ゲーム、デジタルカメラ、携帯電話等の外装にはプラスチック成形品が利用されている。近年、薄型化や軽量化、更にはディスプレイの視認性向上やデザインを重視する消費者に対する意匠性向上が強く求められている。また、傷が付き難いことや指紋や汚れの拭き取り性向上も求められる。
【解決手段】
ディスプレイを保護する透明な樹脂部分と周辺部分を違った材料で成形を行う二色成形の際に、高屈折率薄膜層と低屈折率薄膜層からなる薄膜積層体を有する光学フィルムを同時成形することで成形品の薄型化、軽量化、ディスプレイの視認性向上、意匠性の向上を行うと共に同時成形する光学フィルムの硬度化や防汚性を向上させ耐久性を向上させる。
(もっと読む)
射出成形の方法
【課題】成形品の品質のばらつき低減や金型の破損防止に有効な射出成形の方法を提供する。
【解決手段】本実施形態の射出成形の工程は、型締め工程(S10)、ノズルタッチ工程(S20)、バルブゲート開き工程(S30)、射出工程(S40)、冷却工程(S50)、樹脂材料の溶融・計量工程(S60)、型開き工程(S70)、および成形品の突出し工程(S80)からなる。S30のバルブゲート開き工程において、複数のバルブゲート17を開放する制御が実行される。そして制御装置7は、開確認用近接センサ19によって複数のバルブゲート17のすべてが開状態になったことが検出されてその信号を受信すると(S32〜S35)、金型のキャビティに向けて溶融樹脂の射出を開始する。
(もっと読む)
プリプラ式射出成形装置
【課題】射出シリンダ内に貯留している溶融樹脂の可塑化シリンダへの逆流を確実に防止すると共にドルーリングの発生を防止することが可能なプリプラ式射出成形装置を提供する。
【解決手段】可塑化シリンダ11及び可塑化スクリュー12を備えた可塑化部1と、可塑化シリンダ11から供給される溶融樹脂7を射出シリンダ21内に貯留すると共に、該貯留している溶融樹脂7を射出プランジャ22により金型3に射出充填する射出部2と、金型3を型締めする型締め装置4と、を備えたプリプラ式射出成形装置。射出シリンダ21内の溶融樹脂7の貯留スペース20と可塑化シリンダ11とを連通する供給路24を設け、前記貯留スペース20内に進退自在に配設されて、前進した際に射出ノズル6への連通口及び供給路24への連通口を閉塞すると共に、後退した際に射出ノズル6への連通口及び供給路24への連通口を開放する弁体28を設けた。
(もっと読む)
射出成形装置
【課題】射出圧力および型締圧を低減しながら良好な射出成形品を製造することができる射出成形装置を提供する。
【解決手段】キャビティ10に連通する射出口22に複数の射出ユニット12を取り付ける。各射出ユニット12は、キャビティ10内のそれぞれの射出領域を満たすことができる程度の射出速度で樹脂材料を射出し、各射出ユニット12から射出された樹脂材料は、隣接する射出ユニット12から射出された樹脂材料と接触して結合する。複数の射出ユニット12から樹脂材料を射出するので、射出圧力を低減することができ、これにより型締力も低減することができる。また、各射出ユニット12にそれぞれサーボモータ36、加熱器28、および材料供給機26を設けたので、各射出ユニット12を単独制御することができ、多様な成形品を成形することができる。
(もっと読む)
多点ゲート射出成形機におけるノズルゲート開閉タイミング調整機構及び多点ゲート射出成形方法
【目的】各ノズルに供給される溶融樹脂の流量を変えることなく各ノズルゲートから射出される樹脂充填量を変えることが可能な多点ゲート射出成形機におけるノズルゲート開閉タイミング調整機構及び多点ゲート射出成形方法を提供する。
【構成】樹脂を射出するノズルを複数備え、各ノズル内に配設されたゲートピンが樹脂の充填の際の樹脂圧力に応じて各ノズルゲートを開閉する構成の多点ゲート射出成形機の各ノズルゲートの開閉タイミングの調整機構において、
前記各ノズルゲートと対向する側の射出成形金型の部位の一部又は全部に、前記ノズルゲート側に向けて進退動作するノズルゲート開閉構成のタイミングピンを備えており、該タイミングピンが前記ノズルゲートを直接、又はゲートピンを介して間接的に開閉することによって、複数のノズルゲートの開閉タイミングを調整する構成である。
(もっと読む)
枠体付きガラスの製造に用いる射出成形用金型
【課題】
ガラス周辺に枠体を射出形成して枠体付きガラスを作製する場合、加圧ガスを溶融状態の樹脂中に注入してひけを防いでいるが、枠体の形状によっては加圧ガスの効果が十分に発揮されず、枠体表面に凹凸やひけといった欠陥が生じてしまう。
本発明は、枠体表面の凹凸やひけといった欠点の生じない、射出成形に用いる金型を提供を課題とする。
【解決手段】
板ガラスの周縁部に一体的に固着された樹脂製の枠体を成形するために用いる射出成形用金型において、分割される金型の間に枠体用キャビティが形成され、該枠体用キャビティイにガラス板の周辺部が配置され、該金型には1つ以上の樹脂注入口が設けられており、厚みが4mm以上となる枠体を形成する枠体用キャビティに連通孔を介して、該連通孔以外は外部と連通していない密閉された空間を形成する補助キャビティが設けられていることを特徴とする。
(もっと読む)
射出成形機用スクリュ、射出成形装置及び射出成形方法
【課題】 樹脂の流路を自在に開閉でき、又その樹脂の流路がシンプルな構造の逆止リング開閉機構を備えた射出成形用スクリュ、射出成形装置及び射出成形方法を提供する。
【解決手段】 逆止リング開閉機構を備えた射出成形機用スクリュ1において、逆止リング5のヘッド部側の端面に、スクリュ軸方向に対して所定の角度を持って傾けられた突起部5Aを形成するとともに、突起部5Aに係合して、突起部5Aがスクリュ軸を中心に回転することにより摺動し軸方向に移動する溝2Cをヘッド部2Aに形成する。本発明は、前述の構成によって、スクリュ1を計量時の回転方向に回転させると逆止リング5がシールリング3から離間する方向に移動し、スクリュ1を該回転方向と逆の方向に回転させると逆止リング5がシールリング3に当接する方向に移動することにより、樹脂の流路を自在に開閉でき、又その樹脂の流路もシンプルな構造である。
(もっと読む)
射出成形機
【課題】ホットランナー金型を用いたインラインスクリュー式射出成形機において、射出速度を上げて成形サイクルの短縮化を図っても、良品成形が可能であるようにすること。
【解決手段】ホットランナー方式の金型を用いるインラインスクリュー式の射出成形機において、計量工程完了から所定秒時を経た射出工程前の所定期間に、ホットランナー内の樹脂圧を昇圧させるように、加熱シリンダ内のスクリューを動作させる制御を行う。
(もっと読む)
射出成形機の逆流防止弁閉鎖状態判別方法
【課題】逆流防止弁の閉鎖状態を簡単に、より正確に判別できるようにする。
【解決手段】射出中のスクリュー回転力を検出し、該検出された回転力の変化を表示装置の画面上に波形表示する。表示画面に表示された波形パターンに基づいて、逆流防止弁の閉鎖状態を判別する。スクリュー回転力の波形パターンは、逆流防止弁の閉鎖状態によって変わる。図3(a)に示すように、射出後、逆流防止弁が閉鎖した時点で回転力はピークとなる。射出開始時にすでに逆流防止弁が閉鎖していると、図3(b)に示すパターンとなる。逆流防止弁が閉鎖しないと、図3(c)に示すパターンとなる。逆流防止弁の閉鎖状態によって、このスクリュー回転力の波形パターンは変化することから、表示された波形より、逆流防止弁の閉鎖状態を判別する。簡単に逆流防止弁の閉鎖状態を判別できる。
(もっと読む)
射出成形機および射出成形機の制御方法
【課題】 金型装置に対する射出装置の数を減少させて射出成形機の製造コストを抑えても、生産効率を追求することができる射出成形機および射出成形機の制御方法を提供する。
【解決手段】 射出装置12の数より金型装置27の数の方が多く配設された射出成形機11において、キャビティ52に溶融樹脂を射出開始後にキャビティ52にガスまたは液体のいずれかの流体を注入する流体供給機構53と、金型装置27のキャビティ52と樹脂注入孔51bとの間の樹脂通路92を閉塞する閉塞機構96と、樹脂通路92閉塞後に金型装置27または射出装置12の少なくとも一方を移動させ射出装置12を別の金型装置27に対してノズルタッチさせる移動機構17とが備えられている。
(もっと読む)
成形方法および成形装置
【課題】装置の老朽化に対応することができるのはもちろんのこと、溶融樹脂の供給量を精度良く制御することにより樹脂製品の容積のばらつき発生を抑制することができ、つまるところ、樹脂製品の表面側のヒケ発生の低減効果が得られる成形方法および成形装置を提供する。
【解決手段】各バルブゲート24の近傍には、そこの溶融樹脂の圧力値を検出する圧力センサ30が設けられている。圧力センサ30による検出圧力値が圧力閾値以下であるときには、バルブゲート24から溶融樹脂の供給を行う。一方、検出圧力値が圧力閾値を超えたときには、バルブゲート24から溶融樹脂の供給を終了する。このようなバルブゲート24近傍の検出圧力検出値に基づいた溶融樹脂の供給量のフィードバック制御は、バルブゲート24毎に、圧力センサ30の溶融樹脂の圧力閾値を設定することにより行っている。
(もっと読む)
積層成形品の成形方法並びに成形装置
【課題】一層目の樹脂成形品、二層目の樹脂成形品をそれぞれ順次積層成形してなる積層成形品の成形方法並びに成形装置において、成形装置の構造を簡素化して、コストダウンを図るとともに、樹脂漏れをなくし、成形性を高める。
【解決手段】可動側金型50と固定側金型60との型クリアランスを狭めた型締め状態で、かつ可動側金型50に設けたゲート開閉用入子80で二層目のゲート64を遮断したまま第1のキャビティC1内に第1の射出機70から溶融樹脂M1を射出充填して樹脂芯材21を成形する。次いで、可動側金型50を型開方向に後退動作させるとともに、ゲート開閉用入子80を後退させて二層目のゲート64を開放し、第2の射出機71から溶融樹脂M2を樹脂芯材21と可動側金型50の型面との間の第2のキャビティC2内に射出充填することで、樹脂芯材21表面に表皮22を積層一体化する。
(もっと読む)
射出成形用複合ノズル
【課題】プラスチック射出成形のランナーレス金型、ゲート部においてはノズルが使用されるが、このノズル先端部は金型に接触されているため冷却の影響を受けやすい。内部において材料溶融に熱不足が生じやすく,流動の不連続によって成形品に品質不良が発生し,射出抵抗の増大のため生産性にも影響している。したがってゲート排出部までプラスチック材料を熱保護しながら流動性を確保する必要がある。
【解決手段】熱保護のための導管を中軸内部と、外周部とで複合的な構造を形成することにより近接金型9の冷却による熱の排出を保護しながらゲート8まで確実に溶融熱を供給する方式をとるものであり、かつ冷却された金型9との断熱構造がとられている。射出成形用ノズルのトーピード部分を複合化し,トーピード4内で溶融熱を保護しながら材料を溶融撹拌,均質化しつつゲートへ排出することを特徴とする。
(もっと読む)
樹脂の多層射出成形方法及び樹脂の多層射出成形装置
【課題】金型キャビティ容積の拡大位置制御を向上させ、所望する多層構造の樹脂成形品を得る樹脂の多層射出成形方法及び樹脂の多層射出成形装置を提供する。
【解決手段】金型キャビティ内に1層目の樹脂成形材料を射出充填して成形した後に、可動盤を後退させ前記金型キャビティを拡大し第1層目の樹脂成形材料と金型キャビティ面との間に2次キャビティを形成して、該形成した2次キャビティに2層目の樹脂成形材料を射出充填するに際し、前記2次キャビティの形成は、型締力を解放した後、型厚調整機構を駆動してトグル機構を前記可動盤がトグル機構のロッキング状態で所定の金型キャビティ拡大位置となるまで後退させた後、前記トグル機構を駆動してトグル機構のロッキング状態まで可動盤を前進させて行う。
(もっと読む)
廃プラスチック成形装置
【課題】 廃プラスチックを再利用して所望の形状の成形品に加工する場合に、コストを削減する等の理由により押出成形機が利用されているため、成形品の形状や寸法、性質の安定性が劣ることに鑑みて、安定した形状や性質等を備えた成形品を加工できる廃プラスチック成形装置を提供する。
【解決手段】 金型2に成形材料を充填する押出装置4と射出装置5とを備え、押出装置4により金型2内に成形材料を充填して成形品の粗加工を行う。金型2から溢れ出た成形材料を射出装置5に導入して計量する。計量後には押出装置4と金型2とを遮断して射出装置5により成形材料を射出することにより、金型2内の材料圧力を維持しながら仕上げの成形加工を行う。
(もっと読む)
41 - 60 / 112
[ Back to top ]