
Fターム[4F206JQ46]の内容
プラスチック等の射出成形 (77,100) | 成形装置の細部、付属装置 (5,944) | 可塑化、射出シリンダー、バレル (249) | 加熱 (81)
Fターム[4F206JQ46]の下位に属するFターム
断熱カバーを有するもの (14)
Fターム[4F206JQ46]に分類される特許
1 - 20 / 67
成形機における射出装置
【目的】投入した大量のペレットが短時間に効率良く加熱且つ溶融され、品質の良い溶融樹脂を射出することができる成形機における射出装置とすること。
【構成】ペレット供給口を備えたシリンダー1と、スクリュー3と、駆動手段4と、器本体部21に錐体状の通路で且つ流入側大開口22aから流出側小開口22bに連通する多数の溶融孔22が形成されてなる溶融器2と、シリンダー1の射出側に設けられた出口部材8と、溶融器2を加熱する加熱手段6とからなること。溶融器2はスクリュー3と出口部材8との間に配置されると共に溶融孔器2の流入側大開口22a側の面をスクリュー3の先端と対面する流流入側面部21aとし、流入側面部21aと反対側で出口部材8と対面する面を流出側面部21bとし、且つスクリュー3の先端面の形状は、溶融器2の流入側面部21aと同一形状としてなること。
(もっと読む)
射出成形機における熱可塑性樹脂の温度制御方法

【課題】射出成形機の通常の稼動を一時的に停止して加熱シリンダ内に有する熱可塑性樹脂の保温制御をする際、当該樹脂に炭化物が発生しないようにして保温制御することができる、射出成形機における熱可塑性樹脂の温度制御方法を提供する。
【解決手段】射出成形機で成形体を成形する通常の稼動から保温制御に切替えられた際、加熱シリンダ1内に有する熱可塑性樹脂が急激な降温により炭化しないようにするため、射出成形機の通常の稼動中に温度にばらつきのあった複数の加熱ヒータ3a,3b,3c,3d,3eを、炭化の発生することのない保温限界温度t2まで所定時間(n×T)をかけて降温し、降温された各加熱ヒータ3a,3b,3c,3d,3eの温度を一定になるよう制御する。これにより、加熱シリンダ1内に有する熱可塑性樹脂に炭化物が発生することを防止することが可能となる。
(もっと読む)
射出成形機
【課題】保温中の消費電力を更に低減させる射出成形機を提供すること。
【解決手段】本発明に係る射出成形機は、複数のバンドヒータ30〜34によって加熱される加熱シリンダ1を備える射出成形機であって、保温中における、複数のバンドヒータ30〜34のそれぞれに対する電力供給の有無を個別に設定可能とする。また、本発明に係る射出成形機は、複数のバンドヒータ30〜34のそれぞれに対する電力供給の有無を、成形中と保温中とで個別に設定可能とする。
(もっと読む)
射出成形機
【課題】加熱対象部材の温度をより柔軟に制御可能な射出成形機を提供すること。
【解決手段】本発明の実施例に係る射出成形機は、複数の温度制御ゾーンZ1、Z2、Z3、Z4に分割されて温度制御される加熱シリンダ1と、複数の温度制御ゾーンZ1、Z2、Z3、Z4のうちの所定の温度制御ゾーンZ1を加熱するバンドヒータ30と、バンドヒータ30で所定の温度制御ゾーンZ1以外の箇所Z1.5の温度を所定温度に制御する温度制御部20と、を有する。
(もっと読む)
射出成形による樹脂成形歯車の製造方法
【課題】収縮による歯車精度の悪化を伴うことなく、歯部への加圧状態を維持することが可能となる射出成形による樹脂成形歯車の製造方法を提供する。
【解決手段】リムの外周面に形成された歯部と、リムの内周面に延在するウェブと、ウェブの少なくとも一部に接合し中心軸の心部に形成されたボスに配設されたゲート部と、
を有する樹脂成形歯車を、射出成形によって一体成形する樹脂成形歯車の製造方法であって、
合成樹脂として溶融温度がTm℃の合成樹脂を用い、樹脂成形歯車を形成する金型のキャビティ内に、溶融温度Tm℃のもとで溶融した樹脂を射出充填する工程と、
ゲート部の固化時に、ウェブの肉厚中心温度T1を(Tm−20)℃以上、(Tm+20)℃以下で、歯部の表面温度T2を(T1−50)℃以下とする工程と、
キャビティ内の成形品表面温度がTm℃以下になるように冷却する工程と、を有する構成とする。
(もっと読む)
フィードフォワード機能を有する射出成形機の温度制御装置
【課題】連続運転中に成形条件やパージ条件が変更された場合でも、条件変更による外乱の特性変化に即座に対応することができ、温度変動を防ぐことが可能な射出成形機の温度制御装置を提供する
【解決手段】設定温度SVから検出温度PVを減算して得られた温度偏差ETがPIDコントローラ102に入力される。PIDコントローラ102は、第1操作量PIDを演算し、加算器112に出力する。第2操作量MVは、第1操作量PIDとフィードフォワード量FFとを加算して得られた量である。ヒーター106は、第2操作量MVにより調整される。検出温度PVは、射出シリンダー108の実温度である。温度センサによって、射出シリンダー108の温度が測定され、検出温度PVとして、PIDコントローラの入力に負帰還される。これにより、フィードバック制御が行われ、ヒーター106によって射出シリンダー108は設定温度となるように加熱される。
(もっと読む)
射出成形機の温度分布矯正装置
【課題】 温度制御時に生じる温度分布のオーバシュートを排除し、正規の温度分布となるように、より正確な矯正を行うとともに、温度分布を変更する必要が生じた場合であっても、変更に対する自由度(柔軟性)、更には適応性及び汎用性を高める。
【解決手段】 加熱筒2におけるフィードゾーンZfを加熱する後部ヒータ3fの後方に配設し、後部ヒータ3fよりも、軸方向Fs長さが短く、かつワット密度が大きい矯正ヒータ3sと、後部ヒータ3fの後端3frから矯正ヒータ3sの軸方向Fs中央位置間に配設して、加熱筒2の温度を検出する矯正温度センサ4sと、矯正温度センサ4sにより検出した温度(矯正検出温度)Tsdと予め設定した矯正目標温度Tssに基づいてフィードバック制御を行う制御手段5とを備える。
(もっと読む)
射出成形機のノズルタッチ制御装置
【課題】射出シリンダの温度が上昇することで熱膨張し、全長が伸びて生じる過大な圧接力によって金型や射出装置が破損することを防止し、また、温度が下降することで熱収縮し、全長が縮むことでノズル先端より樹脂が漏れることを防止可能な射出成形機のノズルタッチ制御装置を提供する
【解決手段】射出装置を前進し(SA01)、ノズルと金型は圧接したか否か判断し(SA02)、圧接していない場合には射出装置の前進を継続し、圧接した場合にはブレーキを作動させ(SA03)、射出シリンダの現在温度Trを測定して監視温度Taとし、Taを基準温度Tbとして記憶し(SA04)、射出シリンダの現在温度Trを測定して監視温度Taとし(SA05)、|Ta―Tb|はTlimitより大きいか否か判断し(SA06)、大きくない場合にはステップSA05へ戻り、大きい場合にはブレーキを解除し、処理を終了する。
(もっと読む)
射出モールド成形システム用の射出ノズルに取付ける加熱シリンダ
【課題】射出モールド成形機のノズルにおける溶湯温度の管理のためにノズルに取付けられる加熱システムを、余計なスペースをとらず、費用を節減できるように改良することである。
【解決手段】射出モールド成形システム用の噴射ノズルに取付けられる中空加熱シリンダの外側に、細長い加熱カートリッジを螺旋状に巻きつける。この加熱カートリッジは互いに電気的に絶縁された第一および第二の電気的に加熱できる熱導体を有し、それらの熱導体は加熱カートリッジの長手方向の実質的に異なる領域に配置されるように、すなわち、第一の加熱カートリッジは噴射ノズルのマウス領域を加熱するために、また第二の加熱導体は噴射ノズルの軸領域を加熱するために配置される。
(もっと読む)
プラスチックレンズの製造方法、及び射出成形装置
【課題】射出成形法によってプラスチックレンズを製造するに際し、成形品への異物混入の原因となる微粒子成分が原料樹脂中に含まれていても、成形されたプラスチックレンズに当該微粒子成分に起因する異物の混入を抑制することができるプラスチックレンズの製造方法、及びそのようなプラスチックレンズの製造方法に好適に利用できる射出成形装置方法を提供する。
【解決手段】投入された原料樹脂を溶融、混練して、先端部に形成されたノズル85から射出する加熱シリンダ82に、ノズル85を加熱するノズルヒーターHnと、加熱シリンダ82の胴体部を加熱する複数のヒーターH1,H2,H3,H4とを、それぞれ独立して温度制御できるように取り付け、加熱シリンダ82内を移動する初期の段階にある原料樹脂を加熱するヒーターH3の加熱温度が最も高い温度となり、かつ、ノズルヒーターHnの加熱温度が最も低い温度となるように温度制御する。
(もっと読む)
射出成形機
【課題】射出成形機に構成される加熱シリンダのその外側に設けた遮熱カバーが高温になることを可及的に抑止する。
【解決手段】内部にスクリュー12が設けられると共に外周に加熱ヒータ16の装着された筒状の加熱シリンダ10と、加熱シリンダ10の先端に装着され金型のキャビティに溶融樹脂を射出する射出ノズル11と、加熱シリンダ10の外側を囲む2重カバーとを備え、この2重カバーは、保温カバー19とその外側に設けられた遮熱カバー25とからなり、加熱シリンダ10に保温カバー19を接合する保温カバー傾斜部22に一端が接合された保温カバー取付部18よりも、保温カバー19に遮熱カバー25を接合した遮熱カバー垂直面部26に形成した遮熱カバー取付部27を低位置に配設する。加熱シリンダ10の全体が高温に加熱されたときに、加熱シリンダ10の伝導熱が遮熱カバー25へ伝わり難い低位置に遮熱カバー取付部27を配置したことで遮熱カバー25が高温になることを抑えることができる。
(もっと読む)
射出成形機のスクリュ温度調整装置
【課題】温度調整の応答性や熱交換効率に優れ、且つ簡易な構造を有するスクリュ温度調整装置を提供する。
【解決手段】熱交換媒体を用いてスクリュ2の温度を調整するための射出成形機のスクリュ温度調整装置9に係る。スクリュ2のスクリュ軸4の外周面を被覆する第1のジャケット10と、第1のジャケット10の内周面に形成された溝11とスクリュ軸4の外周面とで形成された熱交換媒体を流す流路12と、を備える。流路12は、第1のジャケット10の外周面から熱交換媒体を溝11へ供給するための供給口13と、溝11から熱交換媒体を第1のジャケット10の外周面へ排出するための排出口14と、を有し、溝11は、供給口13から排出口14まで一定の流路幅を保つように形成されている。
(もっと読む)
成形機の自動昇温制御方法
【課題】バレル部のマスター区間(マスターゾーン)とスレーブ区間(スレーブゾーン)がそれぞれ最終目標温度に到達する昇温完了までの時間を短縮することができる成形機の自動昇温制御方法を提供する。
【解決手段】複数の加熱ゾーンCH1、CH2を同時に昇温する際に各加熱ゾーンに仮の目標温度HV1、HV2を設定して昇温させ、仮の目標温度に到達した時点で複数の加熱ゾーンの中からマスターゾーンを選択して、マスターゾーン以外の加熱ゾーンをスレーブゾーンとして、仮の目標温度到達以降で最終の目標温度SV1、SV2までの昇温では、マスターゾーンの昇温到達度合いに基づきスレーブゾーンを昇温制御する。
(もっと読む)
加熱溶融型成形装置
【課題】加熱溶融型成形装置から散逸する熱エネルギーを再利用可能であり、使用電力を削減する。
【解決手段】装置本体10と、装置本体10に連通し且つ熱可塑性材料が供給されるシリンダ20と、シリンダ20の先端に配設される成形ヘッド30と、シリンダ20及び成形ヘッド30を加熱し、シリンダ20内及び成形ヘッド30内の熱可塑性材料を加熱溶融する加熱装置40と、シリンダ内20に配設され、シリンダ20内の熱可塑性材料を成形ヘッド30に搬送する搬送スクリュー50と、一端がシリンダ20及び成形ヘッド30の少なくとも一方に接続され、他端が当該一方よりも低温である部位に接続された熱輸送部60と、熱輸送部60の他端側に接続された熱電変換素子70と、熱電変換素子70に接続され、熱電変換素70により発電した電力を蓄電する蓄電部80とを有する加熱溶融型成形装置1である。
(もっと読む)
射出装置の材料供給装置
【課題】材料供給装置の加熱による温調を電熱によらず、射出装置の供給部と同様に媒体による温調とし、射出装置側の温調後の媒体を材料供給装置側の温調の熱媒に二次的に利用できるようにする。
【解決手段】材料供給装置はフィードスクリュを内部に有するフィードシリンダと、フィードシリンダの後端に取付けたフィードスクリュのモータと、フィードシリンダの後端部上のホッパと、フィードシリンダの先端部下の送出管路とからなる。フィードシリンダに温調流路を配設する。送出管路を射出装置の温調流路を設けた供給部に載置固定する。フィードシリンダの温調流路の流入側を上記供給部の温調流路の流出側と接続し、フィードシリンダと供給部とにわたる一連の温調回路を構成する。
(もっと読む)
加熱シリンダカバー
【課題】
強制通風冷却装置と、この冷却風を外部に逃がす連通部とを有する加熱シリンダカバーをもった可塑化装置において、樹脂替えに伴う加熱シリンダの降温必要時においては連通部や通気部から熱を外部に逃がし効果は著しいが、逆に昇温必要時においては熱が外部に逃げ熱効率が悪いという問題があった。
【解決手段】
加熱シリンダカバー内部と外部との連通部にスライド方式の遮断手段をもつものとするので、加熱シリンダの降温必要時には遮断手段を開として加熱シリンダの急激な降温を可能として成形準備時間を短縮すると同時に、昇温必要時には遮断手段を閉として外部への熱の逃げを防止し熱効率の向上を図ることができる。
(もっと読む)
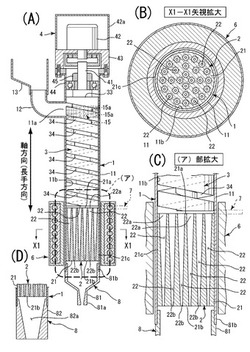
断熱カバー
【課題】断熱カバーを装着したまま、プラスチック成形機の加熱筒を素早く冷却させる手段を提供すること。
【解決手段】エアーカプラー7に圧縮エアー11の供給ホース(図示せず)を接続し圧縮エアー11を注入する。この時、断熱カバー表面の冷媒非通過コーティング材とエアーカプラー7の対面に冷媒拡散用じゃま板を配置することで、断熱カバー内面に圧縮エアーが拡散しながら加熱筒全長にわたり冷却するので加熱筒1中心部まで効率よく冷却することができる。
(もっと読む)
透明耐熱ポリ乳酸系成形体の成形方法
【課題】
ポリ乳酸ステレオコンプレックス構造を有しており、結晶化していると同時に透明であり、熱処理をしても透明性が維持され、ヘイズ値が増加しないポリ乳酸系成形体。
【解決手段】
DSC測定における150〜200℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク1)と205〜240℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク2)とのピーク比(ピーク1/ピーク2)が0.2以下であるポリ−L−乳酸とポリ−D℃乳酸を含むポリ乳酸系組成物を融点+20℃以下のシリンダー温度でインジェクション成形する透明で耐熱性のある成形体の成形方法である。
(もっと読む)
射出成形機およびその制御方法
【課題】加熱筒内を真空状態にして材料からガスや水分を吸引する射出成形機において、エネルギー効率を改善することができる射出成形機および射出成形機の制御方法を提供する。
【解決手段】 射出装置13の加熱筒23内で材料を溶融し、溶融した材料を成形金型19,20のキャビティ21内で固化させて成形品を成形する射出成形機11において、加熱筒23内を真空状態にする真空吸引機構38と、加熱筒23を加熱する誘導加熱装置42とが備えられ、誘導加熱装置42により材料を昇温させ溶融開始させる。
(もっと読む)
射出成形機
【課題】成形品1個あたりのエネルギー消費量と放熱量の削減と、装置の価格の低減または装置の価格の増加をなるべく抑えた射出成形機を提供する。
【解決手段】射出装置16の加熱筒22内で材料を溶融し、溶融した材料を成形金型13A,13B,13Cのキャビティ内で固化させて成形品を成形する射出成形機11において、誘導加熱装置29を備えた加熱筒22と、加熱筒22の数よりも多い成形金型13A,13B,13Cまたは加熱筒22の数よりも多い注入孔14A,14B,14Cを配設することにより成形品1個あたりのエネルギー消費量と放熱量の削減と、装置価格の低減または装置価格の増加抑制を図る。
(もっと読む)
1 - 20 / 67
[ Back to top ]