
Fターム[4F206JT04]の内容
プラスチック等の射出成形 (77,100) | 駆動手段、制御手段 (2,060) | 金型の移送、移動用 (247)
Fターム[4F206JT04]の下位に属するFターム
型開閉、型締用 (193)
Fターム[4F206JT04]に分類される特許
1 - 20 / 54
三枚構造の射出成形金型、射出成形装置及び射出成形方法
【課題】ラックアンドピニオン機構を用いた三枚構造の射出成形金型、射出成形装置及び射出成形方法において、高品質な成形品を得ることができる三枚構造の射出成形金型、射出成形装置及び射出成形方法を提供する。
【解決手段】ラックアンドピニオン機構20は、ピニオン22を中間金型16に対して型開閉方向に移動可能に支持すると共に、ピニオン22を固定金型12及び可動金型14の少なくとも一方側に押圧し、ピニオン22をラック24、26の歯25、27に押し付け可能なピニオン移動機構30を更に備え、ピニオン移動機構30によりピニオン22をラック24、26の歯25、27に押し付けた状態において、ラックアンドピニオン機構20により中間金型16を型開閉方向に移動可能に構成されている。
(もっと読む)
射出成形機のノズル前後進用モータの制御装置

【課題】型閉じ工程における金型タッチ位置までの工程と金型タッチ位置から型締め完了までの工程と同期して動作させることにより、サイクル時間が伸び生産性が低下する問題を解決する射出成形機のノズル前後進用モータの制御装置の提供。
【解決手段】金型開閉用サーボモータで金型の開閉を行う型締機構と、ノズル前後進用サーボモータでノズルを前後進させるノズル前後進機構を有する射出成形機の該ノズル前後進用サーボモータの制御装置は、前記金型開閉用サーボモータによって可動側金型が固定側金型にタッチする位置まで型閉じを行い、可動側金型が固定側金型にタッチした位置から型締め完了位置まで型締めし、可動側金型が固定側金型にタッチするのと同時に前記ノズルが金型とタッチするように前記ノズル前後進用のサーボモータによって前記ノズルを前進させ、型締め完了と同時に所定のノズルタッチ力を発生するように前記ノズルを前進させる。
(もっと読む)
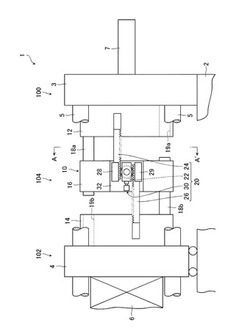
金型回転式射出成形機および金型回転式射出成形機の回転テーブルの回転方法
【課題】比較的簡単な構造により回転テーブルの前進限を規制し、テーブル回転時に回転テーブルの外側部分がふらついた状態にならずに安定的に回転できる金型回転式射出成形機および金型回転式射出成形機の回転テーブルの回転方法を提供する。
【解決手段】固定盤17または可動盤18の一方の盤に対して回転金型29を取付ける回転テーブル22が回転可能かつ離隔可能に設けられた金型回転式射出成形機11において、回転テーブル22の離隔を規制する離隔規制機構38が前記盤の回転テーブル22の回転軸27に当接される部分以外の部分に設けられ、前記離隔規制機構38には前記盤から離隔された回転テーブル22に対して当接される転動手段47が設けられている。
(もっと読む)
複合成形品用射出成形機およびその成形方法
【課題】 第1の盤と第2の盤との間に、型開閉方向と直交する方向の軸を中心に回転される中間金型が設けられた複合成形品用射出成形機において、工場レイアウト上有利な構造とするとともに型締装置の全長を短くするか、または中間金型または回転盤の構造を簡単にする。
【解決手段】 第1の金型21が取付けられる第1の盤22と第2の金型23が取付けられる第2の盤24との間に、型開閉方向と直交する方向の軸Aを中心に回転される中間金型20,20が前記第1の金型21および第2の金型23と対応して設けられた複合成形品用射出成形機11の型締装置12において、前記第1の盤22または前記第2の盤24の少なくとも一方の盤22,24の中央には型開閉方向に沿って設けられた射出装置13,14のノズルが挿入される凹部32,38が形成され、前記凹部32,38内または前記凹部32,38の近傍には突出装置30,31が配設される。
(もっと読む)
射出成形機の制御方法
【課題】 様々な条件下においても常に位置決めに対する正確性を確保するとともに、成形サイクルの短縮による生産効率を高める。
【解決手段】 移動部2を駆動機構3により移動させるとともに、移動部2をストッパ4a,4bに機械的に当接させることにより移動部2に対する停止制御を行うに際し、移動部2を予め設定した標準速度Vnにより移動させ、かつ予め設定した目標位置Xsに達したなら、標準速度Vnよりも遅く設定した突当速度Vsにより移動させるとともに、この突当速度Vsにより変化する第一物理量を監視し、この第一物理量が予め設定した仮停止位置と見做す第一閾値に達したなら、突当速度Vsにより変化する第二物理量を監視し、この第二物理量が予め設定した本停止位置となる第二閾値に達したなら位置制御による停止制御を行う。
(もっと読む)
射出成形機の金型開閉装置および金型開閉方法
【課題】取出機を用いなくても成形品が金型から所定の位置に容易に排出される構造とした金型開閉装置と、成形品を金型から所定の位置に容易に排出させる金型開閉方法を提供すること。
【解決手段】金型20の上型22を下型24に対して離接する射出成形機10の金型開閉装置12であって、下型24を着脱自在に保持する下型保持盤32と、上型22を着脱自在に保持する上型保持盤31と、上型保持盤31を昇降する上型保持盤昇降機構33と、下型保持盤32を回動する駆動モータ35とを有する。
(もっと読む)
射出成形機ならびにこのための液圧駆動ユニット
【課題】射出成形機のための液圧駆動ユニットを提供する。
【解決手段】可塑化スクリュと、射出ユニットの動きと可塑化スクリュの射出ストロークや再追加圧ストロークのための駆動ユニットを有する射出ユニット、射出の際の金型閉鎖力を発生するための駆動ユニットを有する形状拘束ユニット、及び工作物突出し装置用の駆動ユニットとを有する射出成形機であって、この駆動ユニットの少なくとも1つが、液圧ポンプと、液圧シリンダと、液圧シリンダを制御するための1つ以上の制御弁とを有する液圧駆動ユニットであり、液圧駆動ユニットの作動液が電気流動学的液体であり、液圧シリンダ用の少なくとも1つの制御弁がER弁であって、このER弁が、電気流動学的液体用の少なくとも1つの貫流間隙2と、この貫流間隙を介して電気制御フィールドに印加するための平面コンデンサ配列Kとを有する。
(もっと読む)
二材成形用射出成形機
【課題】ケーブルベアの設置場所を小さく、収まりよくすることで、温度調整用熱媒体配管、電気配線などの反転型盤に接続される部材のサイズ、容量の増大、本数増加によるケーブルベアのサイズアップを容易にし、また、反転盤の正逆回転時にもケーブルベアの屈曲抵抗が小さくなる構造とすることで、衝撃や騒音が少なく寿命が長いケーブルベア装置を備えた射出成型機を提供する。
【解決手段】反転型盤と一体で且つ反転台7の下面まで反転台7を貫通したケーブルベア支持部材と、該ケーブルベア支持部材側に一端を固定し他端を前記反転台側に固定したケーブルベアとを設置し、ケーブルベアが前記反転型盤の反転に伴い、ケーブルベアの最小屈曲半径で、且つ、ケーブルベアが前記ケーブルベア支持部材に接触せずに巻き取られるようにした。
(もっと読む)
スライドテーブル式竪型射出成形機
【課題】成形工場におけるレイアウトの自由度を高めることができ、かつ生産性及び安全性に優れたスライドテーブル式竪型射出成形機を提供する。
【解決手段】成形機に、ベースプレート32上に摺動自在に配置されたスライドテーブル13と、スライドテーブル13上に金型取付手段により取り付けられた下金型14と、下金型14を所定の型締位置P1と作業位置P2とに交互に移動するように、スライドテーブル13を往復直線駆動する電動サーボモータ36を備える。金型取付手段は、スライドテーブル13に開設されたねじ孔41と、ねじ孔41に螺合される締結ボルト44とを含む構成とし、ねじ孔41はスライドテーブル13上の中央部、中央部よりもいずれか一方の端辺寄りに偏倚した位置、又は中央部よりもいずれか一方の側辺寄りに偏倚した位置に、適宜下金型14を取付可能な位置に開設する。
(もっと読む)
ロータリ射出成形機
【課題】ロータリテーブルの偏心及び軸受の偏摩耗を防止する。定格出力が小さな電動サーボモータを用いてロータリテーブルを安定に回転駆動する。
【解決手段】ロータリテーブル11の外周に、支持面18とギア面19とを同心に形成する。可動ダイプレート7に、支持面18に当接してロータリテーブル11を支持する第1及び第2の支持ローラ12,13と、ギア歯19と噛み合う主動ギア27,28が出力軸に設けられたロータリテーブル回転用の第1及び第2の電動サーボモータ14,15とを取り付ける。第1及び第2の支持ローラ12,13を、ロータリテーブル11の回転中心軸16を通る仮想垂直線Y−Yを介してその両側部分に等分に配置すると共に、第1及び第2の電動サーボモータ14,15を、支持ローラ12,13の外側であって、仮想垂直線Y−Yを介してその両側部分に等分に配置する。
(もっと読む)
射出成形機
【課題】成形品1個あたりのエネルギー消費量と放熱量の削減と、装置の価格の低減または装置の価格の増加をなるべく抑えた射出成形機を提供する。
【解決手段】射出装置16の加熱筒22内で材料を溶融し、溶融した材料を成形金型13A,13B,13Cのキャビティ内で固化させて成形品を成形する射出成形機11において、誘導加熱装置29を備えた加熱筒22と、加熱筒22の数よりも多い成形金型13A,13B,13Cまたは加熱筒22の数よりも多い注入孔14A,14B,14Cを配設することにより成形品1個あたりのエネルギー消費量と放熱量の削減と、装置価格の低減または装置価格の増加抑制を図る。
(もっと読む)
液体噴射記録ヘッド、及び液体噴射記録ヘッドの製造方法
【課題】気泡が混入されても液滴の不吐出に至るのを回避できる記録液供給路を構成する。
【解決手段】第1の流路形成部材11の底面には記録液供給路11aとなる溝が設けられている。一方、第2の流路形成部材12は複数の幅狭の長尺部である腕部12aを備えている。腕部12aは、第1の流路形成部材11底面の、記録液供給路11aとなる溝の輪郭に沿った形状となっている。第2の流路形成部材12の腕部12aは第1の流路形成部材11底面に形成された液体供給路11aとなる溝の開口を塞ぐ蓋としての役割を担っている。このような第1の流路形成部材11と第2の流路形成部材12は射出成形により形成され且つ接合部材13によって接合される。第1の流路形成部材11の記録液供給路11aとなる溝の開口縁と第2の流路形成部材12の腕部12aとが当接する部分の周囲を覆うように接合部材13が形成される。
(もっと読む)
多色成形品の成形方法および多色成形用金型
【課題】大型の金型や大型の型締装置を必要とせず、型開するときに金型が傾いて金型を傷つけることのない多色成形用金型を提供する。
【解決手段】固定側金型(19)と、底面が回転金型支持台(14)に固定されている回転側金型(20)と、可動側金型(21)とから多色成形用金型(5)を構成する。回転側金型(20)の上面にはストッパ(39)を、固定側金型(19)と可動側金型(21)の上面には第1、2のピストンシリンダユニット(36、36)を設ける。型開動作に同期して第1、2のピストンシリンダユニット(36、36)を駆動して第1、2の突き出しロッド(37、38)でストッパ(39)を突き出す。
(もっと読む)
射出成形機および射出成形機の制御方法
【課題】 キャビティ形成面を構成するコアブロックを移動可能に設けたコアブロック移動機構を有する射出成形機におけるコアブロック作動時に、金型等の装置に対して上記のいずれかのような不測の事態が発生することを防止したコアブロック移動機構を有する射出成形機および射出成形機の制御方法を提供する。
【解決手段】 成形金型46のキャビティ形成面51の一部を構成するコアブロック35を移動可能に設けたコアブロック移動機構30を有する射出成形機11において、コアブロック移動機構30は、コアブロック35の前進力が変更可能に設けられている。
(もっと読む)
無線制御による成形品の形成方法
本発明は、無線制御によって成形プラスチック製品を形成する方法及び成形システム(1)に関する。成形システムは、1以上の自己推進キャリッジ(15)のキャリッジコントローラ(45)との無線通信に従事するように構成される主コントローラ(12)を有する。各キャリッジ(15)は、キャリッジの位置を特定するキャリッジ位置表示器(62)を有しており、キャリッジの位置は、キャリッジコントローラ(45)にほぼ連続的に送信され、その後、キャリッジコントローラから主コントローラ(12)にほぼ連続的に無線で通信される。主コントローラ(12)は、各キャリッジコントローラ(45)に位置指令(例えばポリマー導入ステーション位置指令)を無線で通信し、各キャリッジコントローラ(45)は、対応して、少なくとも1つのキャリッジを位置決めするために、各キャリッジのそれぞれの推進システム(30)に作動位置命令を提供する。主コントローラはまた、成形システムの状態に応じて、特に、成形システム内の様々なキャリッジの位置に応じて、成形システムの他の第2のコントローラに指令を提供する。例えば、キャリッジ(15)がポリマー導入ステーション(18)に位置決めされると、主コントローラ(12)はポリマー導入コントローラ(68)に1以上のポリマー導入指令を通信し、その後、ポリマー導入コントローラ(68)は、例えば押出成形機などのポリマー導入装置(71)に作動ポリマー導入命令を提供し、その結果、型(24)の内側型面(27)に接触するようにポリマー合成物を導入し、及び従って、成形品を形成する。 (もっと読む)
射出成形機
【課題】 吐出流量を変更可能なポンプが配設され油圧シリンダにより少なくとも一部の作動を行う射出成形機において、設備コストが安くて、なおかつエネルギー効率を改善することができる射出成形機を提供する。
【解決手段】 吐出流量を変更可能なポンプ52が配設され油圧シリンダ21,29,44により少なくとも一部の作動を行う射出成形機11において、前記ポンプ52は回転数が固定設定されたモータ53により作動され、少なくとも油圧シリンダ21,29,44が不作動の際には、圧力センサ58の値が圧力設定値または圧力設定値に近づくと、吐出流量が減少またはゼロになるようカットオフ制御されることを特徴とする。
(もっと読む)
型厚調整方法
【課題】金型装置を交換した場合、型厚モータ及び型締モータを駆動させて、所定の型締力を発生する位置にまで型締装置が自動的に移動するようにして、金型装置を厚さの異なるものに交換した場合であっても、容易に、かつ、短時間で型締装置が所定の型締力を発生するように調整することができるようにする。
【解決手段】本発明の型厚調整方法においては、金型装置を取り付けた際の型開閉位置センサの検出信号に基づいて可動プラテンの位置を算出し、該算出した可動プラテンの位置とクロスヘッドの型締完了位置に対応する可動プラテン位置との差に対応する型締必要距離を求め、前記トグル式型締装置支持装置を該型締必要距離分移動させる。
(もっと読む)
成形品製造設備及びその制御方法
【課題】 回生電力の損出をできるだけ少なくして回生電力を従来よりも有効に活用することができる製造品製造設備を提供する。
【解決手段】射出成形機2と成形品取出機11に対して設けられた管理装置10内の動作タイミング出力部17は、少なくとも1つの駆動用モータが回生状態にあるときに、他の少なくとも1つの駆動用モータが力行状態における加速状態にある重合期間を含むように構成された動作タイミングを出力する。接続関係切換回路20は、重合期間において、回生状態にある駆動用モータが発生する回生電流を力行状態にある駆動用モータに負荷電流として供給するように切換動作をする。
(もっと読む)
発泡樹脂成形品の成形方法及び成形装置
【課題】非発泡状態または低発泡倍率状態の加圧取付部を発泡樹脂成形品の発泡本体部から一体的に突出するように成形するに際して、相手部材への取付時の加圧力によって、発泡本体部の加圧取付部に連続する部分が発泡本体部側へ沈み込むことを防止する。
【解決手段】成形型21,25内に充填された発泡性樹脂によりワーク10の発泡本体部11を発泡成形すると共に、加圧されることにより相手部材に取り付けられる発泡抑制樹脂部から成る加圧取付部13を前記発泡本体部から一体的に突出するように成形するに際して、発泡本体部の前記加圧取付部に連続する部分に、発泡本体部の他の部分よりも厚い本体厚肉発泡抑制樹脂部12を形成することを特徴とする。
(もっと読む)
射出成形機のテーブル回転装置
【課題】テーブルのオーバーランによって生じるテーブル回転装置の破損を少なくすることが可能とするとともに、破損部品の交換、修理にかかる作業効率を向上させることができる。
【解決手段】竪型射出成形機のテーブル回転装置1は、テーブル3の回転位置を検出して、所定の位置でテーブル3を停止するためのエンコーダを有する第1停止機構と、テーブル3の内側に設けた当接部材21、及び固定盤2上に固定させたストッパ22A、22Bを有する第2停止機構20とを備えている。テーブル3が第1停止機構によって停止しない場合に、当接部材21をストッパ22に当接させることでテーブル3を機械的に停止させるようにした。
(もっと読む)
1 - 20 / 54
[ Back to top ]