
Fターム[4F207KB27]の内容
プラスチック等の押出成形 (29,461) | 押出成形の区分 (1,090) | 多種材料物品の成形 (595) | 多層化成形(←多層物品押出し) (554) | 部分の多層化 (28)
Fターム[4F207KB27]に分類される特許
1 - 20 / 28
多層フィルムの製造方法およびフィードブロック
【課題】エッジ単層部を有する多層フィルムを、各樹脂間の境界を簡便にシャープにできる製造方法およびそれに用いるフィードブロックの提供。
【解決手段】単層ダイの上流側に樹脂Aを多層部用樹脂Aとエッジ部用樹脂Aとに分岐させる分岐部と、多層部用樹脂Aと樹脂Aとは異なる樹脂Bとを溶融状態で合流させて積層体Cを形成させる第1の合流部と、前記積層体Cの幅方向の両端部に前記エッジ部用樹脂Aを溶融状態で付加して積層体Dを形成する第2の合流部とを有するフィードブロックを用い、前記第1の合流部における樹脂Bの平均速度と多層部用樹脂Aの平均速度の合流流速比が0.5〜2.0、前記第2の合流部における積層体Cの平均速度と、エッジ部用樹脂Aの平均速度の合流速度比が0.5〜2.0である多層フィルムの製造方法とフィードブロック。
(もっと読む)
ブレードラバー

【課題】耐劣化性の向上はもちろん、ネック部の柔軟性を向上させる。
【解決手段】ヘッド部21,リップ部22およびネック部23を、非ジエン系のゴム材料であるエチレンプロピレンゴム(EPDM)で形成して被覆部CP1とし、当該被覆部CP1の内部に、ジエン系のゴム材料である天然ゴム(NR)よりなるコア部CP2を設けた。これにより、ヘッド部21,リップ部22およびネック部23の耐劣化性を向上させることができる。また、ネック部23の内部にジエン系のゴム材料よりなるコア部CP2を設けたので、当該ネック部23の柔軟性を、天然ゴム(NR)単体での柔軟性に近付けることができる。よって、ネック部23の充分な柔軟性を確保して、ブレードラバー20を容易に反転させることが可能となり、ひいては、払拭性能を向上させつつビビリ音の発生を確実に抑制できる。
(もっと読む)
積層シート及び発泡積層シートの製造方法
【課題】複数の樹脂層を積層して得られる積層シートの製造方法であって、樹脂の有効利用を可能とする製造方法を提供する。
【解決手段】基材、樹脂層a及び樹脂層bを有する積層シートの製造方法であって、
(1)基材上に、前記樹脂層aを前記基材の幅以下の幅で形成する工程1、
(2)前記樹脂層a上に、前記樹脂層bを前記基材の幅より大きな幅で形成する工程2、
(3)前記樹脂層bの両端部であって、前記基材の幅に対応する部分からはみ出している領域を切除する工程3、並びに
(4)前記基材及び前記樹脂層bの両端部が揃うように、前記基材及び前記樹脂層bの両端部を切除する工程4、
を順に含む、積層シートの製造方法。
(もっと読む)
二芯リボン電線の製造方法及び二芯リボン電線
【課題】各線の識別が容易なハロゲンフリーの二芯リボン電線を均一な形状で安定的に製造することが可能な二芯リボン電線の製造方法及び二芯リボン電線を提供する。
【解決手段】二つの円筒状孔部71が直方体状の連結部22を介して繋がった形状の押出孔62aへ二本の導体15を挿通させて移動させ、樹脂流路51にハロゲンフリーの第一樹脂R1を供給して周方向の全範囲にわたって第一樹脂R1を行き渡らせ、樹脂流路51に第一樹脂R1と異なる色のハロゲンフリーの第二樹脂R2を押出孔62aの一方の円筒状孔部71に供給してそこを通過する導体15の周囲を覆う第一樹脂R1に積層させ、他方の円筒状孔部71には第一樹脂R1のみを供給してそこを通過する導体15は第一樹脂R1のみで覆い、第一樹脂R1をクロスヘッド32内で導体15にそれぞれ接触させて押出孔62aから押し出す。
(もっと読む)
樹脂製サッシ、樹脂製サッシ用形材及び樹脂製サッシ用形材の製造方法
【課題】 本発明は、万全な耐火性能を効率的に備えることができる樹脂製サッシ及び樹脂製サッシ用形材、樹脂製サッシ用形材の製造方法を提供することにある。
【解決手段】 枠体1〜3と障子4a,4bとを備えており、枠体1〜3及び障子4a,4bを形成する枠材1〜3や框6〜8の樹脂製サッシ用形材形成部22aの任意の箇所に、熱膨張耐火成分を含有する熱膨張耐火成分含有部22bを一体成形してあることを特徴とする。
(もっと読む)
樹脂被覆装置及び樹脂被覆方法
【課題】樹脂被覆装置において、外観による識別が可能な樹脂被覆線材を低い製造コスト製造する。
【解決手段】本発明の樹脂被覆装置1は、走行する金属線材Wの全周囲に対して、第1の樹脂3を金属線材の長手方向に沿って連続的に被覆する被覆手段4と、被覆手段4で第1の樹脂3の被覆層が形成された被覆線材の周囲の一部に対して、第2の樹脂5を長手方向に沿って断続的に被覆することで断続する複数の樹脂突起6を形成する突起形成手段7を備えていることを特徴とするものである。
(もっと読む)
気泡シート、その製造方法及び製造装置
【課題】表示領域として最も適切な突起頂面に対向する領域に、鮮明な識別表示が付された気泡シートを提供することができる。
【解決手段】外周面に複数のキャビティが形成された成形ロールに供給され、キャビティにおいてキャビティ形状に対応する突起が真空成形されたキャップフィルム11と、キャップフィルム11に熱融着され、突起内の空気を封止するバックフィルム12と、を備える気泡シート10bであって、キャップフィルム11の突起11a頂面と対向するバックフィルム12面に、凹設及び/又は凸設形成された所定の識別表示12aを備える構成としてある。
(もっと読む)
シールストリップ及びその製造方法
【課題】シールリップによる窓板の拭き取り性を向上させながら、窓板昇降移動機構の小型化や軽量化の要求を満たすことができるようにする。
【解決手段】窓板13が上昇移動するときには、窓板13の面に対するシールリップ22の動摩擦係数と押圧力が両方とも窓板13の下降移動時よりも小さくなって、シールリップ22の摩擦力(シールリップ22と窓板13との間に生じる摩擦力)が窓板13の下降移動時よりも小さくなるようにすることで、窓板13を上昇移動させるのに必要な駆動力を減少させる。更に、窓板13が下降移動するときには、窓板13の面に対するシールリップ22の動摩擦係数と押圧力が両方とも窓板13の上昇移動時よりも大きくなって、シールリップ22の摩擦力が窓板13の上昇移動時よりも大きくなるようにすることで、窓板昇降移動機構17に掛かる負荷(窓板13の重量等による負荷)を減少させる。
(もっと読む)
パイプの製造に用いられる中空プロファイル
螺旋状二重壁熱可塑性パイプを製造するために用いられる中空プロファイル(1)であって、実質的に矩形の断面を有し、2つの側壁(5)と外壁(3)と内壁(4)が前記プロファイル内で空洞(2)を制限する。この中空プロファイルでは、パイプの内壁(4)を形成するための壁が、パイプの外壁(3)を形成するための中空プロファイルの壁(3)よりも厚くなっている。中空プロファイルの肉厚壁(4)に隣接する縁部の丸み内径(7)が、空洞(6)の他の2つの縁部の丸み径(6)よりも大幅に大きくなっており、肉厚壁(4)の内面が、プロファイルの空洞において、パイプの内側を形成するプロファイルの側で、少なくとも実質的にプロファイルの全長にわたってプロファイルの長手方向に延びるリブ(8)を備えている。 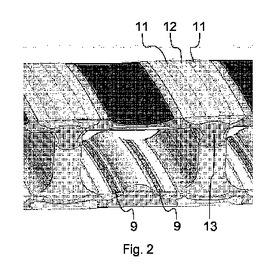 (もっと読む)
(もっと読む)
複合樹脂パネル及びその製造方法
【課題】十分な遮光機能又は視界制御機能を発揮させ得るとともに表面模様の意匠性を高めることができる生産性に優れた複合樹脂パネルを提供する。
【解決手段】本複合樹脂パネル10は、着色透明又は無色透明の第1樹脂からなる基板11と、前記基板に設けられ、不透明又は着色透明の第2樹脂からなる帯板12と、を備え、前記帯板の端縁は前記基板の表面に露出している。前記基板には、該基板の平面に傾斜して互いに平行に複数の前記帯板が設けられていることが好ましい。
(もっと読む)
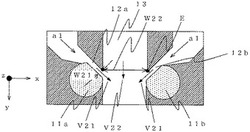
伸縮性フィルム
【課題】ブロッキングの問題を生じにくく、伸縮性も良好な伸縮性フィルムを提供すること。
【解決手段】本発明の伸縮性フィルム10においては、非弾性フィルム11と多数の弾性フィラメント12とが、該非弾性フィルムが溶融状態のうちに接合されている。多数の弾性フィラメント12は、一方向に延びるように配列しており、非弾性フィルム11は、少なくとも該一方向に伸長可能である。それぞれの弾性フィラメント12は、前記一方向に直交する断面における全体又は一部12aが非弾性フィルム11内に埋没しており、その埋没部分12aの最大幅Waが非埋没部分12bの最大幅Wbより大きい。
(もっと読む)
押出成形金型、押出成形装置および医療用チューブ
【課題】 一端側部分と他端側部分とが特性の異なる成形材料からなり、その移行部が外層と内層とからなる医療用チューブを成形する際に、異なる成形材料の容積比を滑らかに、かつ急激に変化させることのできる押出成形金型、押出成形装置および医療用チューブを提供すること。
【解決手段】 押出成形金型20を、外周側凹部21aが形成された角ボディー21と、外周側凹部21a内に設置され外周側凹部21aとの間に外周側流路Aを形成するとともに内周側凹部22aが形成された外側マンドレル22と、内周側凹部22a内に設置され内周側凹部22aとの間に内周側流路Bを形成する内側マンドレル23と、外周側流路Aと内周側流路Bとを合流させて医療用チューブ10を成形するチューブ形状形成部とで構成した。そして、外周側流路Aおよび内周側流路Bを、上流側から下流側にいくにしたがって順次分岐させた。
(もっと読む)
合成樹脂材料の硬軟同時押出成形方法およびこの方法で形成された硬軟同時成形品
【課題】硬質合成樹脂部分と軟質合成樹脂部分との接合強度を高められる硬軟同時押出成形方法を提供する。
【解決手段】硬質合成樹脂材料1、軟質合成樹脂材料2のうちで一方の合成樹脂材料を、迂回接合境界面形成部14を有した対応したレーンを通過させてレーンの合流部13に溶融状態で供給し、レーンの合流部13には、他方の合成樹脂材料を溶融状態で供給し、合流させて押し出すことによって、硬軟同時成形品20に、硬軟同時成形品20の厚さ分よりも接合面積の大きい迂回接合境界面24を形成することを特徴とする。
(もっと読む)
医療目的の押出コイルチューブを製造するための装置
【課題】リブのピッチを素早く変更可能である医療目的の押出コイルチューブを製造するための装置の提供。
【解決手段】押出コイルチューブTSを製造するための装置10は、スピンドル11から突出する回転軸12、リボンPT及びリブNRを押し出すための少なくとも1つの押出ヘッドを備える。各回転軸12は、互いに実質的に等距離にある一連の支持要素DSCに載せられるとともに主中心軸19によって支持されるそれぞれの可撓軸13につながれる。前記リボンPT及び前記リブNRは、並行して同時に押し出しされ、可撓軸13の外表面によって形成される理想表面上に巻き付けられる。リボンPTをコイル状に巻くことによって回転とともに形成されるチューブ状基本要素ETB上にリブNRが巻き付けられるピッチを変更するために、クランクMNによって操作される少なくとも2本の捻り棒BTを使用して、前記一連の支持要素DSCを所定の角度で回転させる。
(もっと読む)
同時押出機械的ファスナの製造方法
【課題】様々な用途に適合する多様な特性を有する機械的ファスナなどのステム付きウエブを提供する。
【解決手段】ウエブ(10)は、ウエブの少なくとも一方の面から延出する複数のステム(12)を有する。ウエブは、第1面および第2面を有する材料の第1層(14)と、材料の第2層(16)とを有する。材料の第2層は、第1層の第1面に直面する第1面と、複数のステムがそれから延出する第2面とを有する。ウエブを製造する方法は、材料の第1層に第1材料を選択することと、材料の第二層に第2材料を選択することとを含む。材料の第1および第2層が溶融形成される。次に、材料の第1および第2層が、それらの層が溶融状態にある間に接合されて多層シートを形成する。さらに、複数のステムは、材料の少なくとも第2層上に形成される。溶融形成は、同時押出によるなど、材料の第1および第2層を同時に溶融形成することを含めることができる。
(もっと読む)
フラットダイ、シート製造方法
【課題】シート端部が製品として採用される中央部位とは異なる溶融樹脂とすることができるフラットダイを提供する。
【解決手段】フラットダイであって、メイン層となる溶融樹脂が注入されるメイン層注入口20と、サブ層となる溶融樹脂が注入されるサブ層注入口とサブ層となる溶融樹脂を流出するサブ層流出口とを備えるプラグ1と、自己の側面にプラグ1を挿入可能とし、メイン層注入口20から注入される溶融樹脂とサブ層流出口から流出される溶融樹脂とを外部に流出するマニホールド部30とを備えた。
(もっと読む)
シート成形用ダイスおよびシート成形方法
【課題】一旦分流した溶融樹脂の各流量を正確に微調整することができるシート成形用ダイスを提供する。
【解決手段】第1の溶融樹脂Bの供給を受け、第2の溶融樹脂Aの供給を受け、各溶融樹脂A,Bをリップ隙間15から吐出してシート状の樹脂成形品を成形するシート成形用ダイス3において、第1の溶融樹脂Bをリップ隙間15の上流側に位置しているリップ部23の上流端まで流すために設けられた第1の流路17と、第2の溶融樹脂Aをリップ部23まで流すために設けられ経路の途中で複数に分岐しこれらの分岐したものの各下流端がリップ部23の各上流端に接続されている第2の流路19と、分岐した第2の各流路19A,19Bおける第2の溶融樹脂Aの流量を調節するために、分岐した各流路19A,19Bのうちの少なくとも1つの流路の途中の部位の温度を局部的に調節する温度調節手段21とを有する。
(もっと読む)
ゴム押出装置及びゴム押出方法
【課題】金型から幅広断面形状を有する成形ゴムを押し出し成形するに際し、低コスト、短時間で種々のゴムの種類や成形される断面形状に対応して成形ゴムを良好に成形可能なゴム押出装置及びゴム押出方法を提供する。
【解決手段】金型2から幅広断面形状を有する成形ゴムSを押し出し成形するゴム押出装置1において、金型2はダイ本体20と、出口部分であるリップ21とから構成され、ダイ本体20は、リップ21のゴム流路中央部22aへと繋がる第1流路26と、ゴム流路幅方向両端部22b,22cへと繋がる第2流路27とを備え、第1ゴム押出機3により第1ゴム材料R1を第1流路26へ供給し、第2ゴム押出機4により第2ゴム材料R2を第2流路27へ供給する。
(もっと読む)
ストリップゴム押出装置及びストリップゴム押出方法
【課題】押し出し成型されるストリップの厚みを薄くするに際して、成形時間を従来より長くすることなく、スウェルに関する品質を維持し、更に、ゴム設備の大型化を抑制可能なストリップゴム押出装置を提供する。
【解決手段】成型用口金2から所定断面形状を有するストリップゴムSを押し出し成型するストリップゴム押出装置1において、成型用口金2に第1スリッ2aトと第2スリット2bの少なくとも2つのスリットを形成し、第1スリット2aと第2スリット2bをスリット短辺方向にずらせて配置すると共に、スリット長辺方向で重なり領域が存在するように配置されている。
(もっと読む)
波形可撓管の製造方法及びその製造装置と波形可撓管
【課題】隔壁がありながら可撓性が良好で製作性と製品品質の向上を図った波形可撓管の製造方法及び製造装置とこれで製造された波形可撓管を提供する点にある。
【解決手段】成型経路部B1の上手側に配備された第1ダイス5の第一樹脂押出口5Aから連続して筒状の未硬化の管壁用樹脂4Aを押し出し、それを両分割型3A,3Bの半周壁成型面3a,3bに密着させることにより、大径管壁部1Aと小径管壁部1Bとこれらを繋ぐ側壁部1Cを備えた波形可撓管1を形成し、第2ダイス6に形成された第二樹脂押出口6Aから連続して押し出される未硬化状態の隔壁用樹脂4Bを、半周壁成型面3a,3bに密着して未硬化状態にある波形可撓管1内を横断する状態でそれの小径管壁部1Bの内周面又は小径管壁部1Bの内周面とこれに連続する側壁部1Cの内周面の一部に亘る部位に融着又は融合して、管内を区画する隔壁2を形成する。
(もっと読む)
1 - 20 / 28
[ Back to top ]