
Fターム[4F208AA24]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 樹脂材料等(主成形材料) (2,080) | ポリエステル(←PET) (586)
Fターム[4F208AA24]の下位に属するFターム
ポリブチレンテレフタレート(PBT) (6)
ポリエチレンナフタレート (19)
ポリアリレート(←全芳香族ポリエステル) (11)
Fターム[4F208AA24]に分類される特許
201 - 220 / 550
ダクトの製造方法

【課題】 高精度で、且つ薄膜部(特に胴体部)の膜厚が極めて薄い内側ダクト5を容易に製造することを課題とする。
【解決手段】 樹脂シート材40を加熱して軟化させる工程と、加熱されて軟化した樹脂シート材40を真空成形または圧空成形または真空・圧空成形して半割り角筒体41を得る工程と、半割り角筒状に成形された2つの半割り角筒体41をその内面同士が向き合うように接合固定して、胴体部の膜厚が0.5mm以下といった極めて薄い内側ダクト5を得る工程とを備えている。以上のような製造方法を用いることによって、真空成形または圧空成形または真空・圧空成形後に半割り角筒体41が破れる等の不具合の発生を防止できると共に、内側ダクト5の胴体部のダクト周方向の膜厚が均一となり易く、つまり内側ダクト5の胴体部の肉厚(膜厚)方向の寸法精度が高くなる。
(もっと読む)
微細凹凸模様付ブロー成形品の製法およびそれによって得られる微細凹凸模様付ブロー成形品

【課題】ブロー成形品に対し、低コストで多種多様な微細凹凸模様を直接形成することができ、しかもその仕様を柔軟に変更することのできる、優れた微細凹凸模様付ブロー成形品の製法と、それによって得られる微細凹凸模様付ブロー成形品を提供する。
【解決手段】ブロー成形された化粧料容器の胴体部4の側周面全体に、CO2レーザを照射して微細凹凸模様5を形成するようにした。
(もっと読む)
延伸ブロー成形容器及びその成形方法。
【課題】 ボトル型容器の底壁の所定位置部分に意図的に薄肉部分が形成可能な延伸ブロー成形方法を課題し、容器の姿勢等を気遣うことなく最後まで内容液を使い切ることができる注出容器を提供することを目的とする。
【解決手段】 底壁の所定位置部分に肉厚が比較的厚肉若しくは薄肉の偏肉状態とした偏肉部を形成したプリフォームに、射出成形工程若しくは延伸ブロー工程に適した温度に調整する温度調整工程における、冷却若しくは加熱速度の違いを利用して偏肉部内に高温スポットを形成し、この高温スポットの偏延伸性を利用してこの高温スポットを比較的薄肉に延伸変形し、ボトル型容器の底壁の肉厚を所定位置部分に向けて収斂状に薄肉化することにより、底壁の内面を収斂状に下方に傾斜させて成形し、この所定位置部分近傍に、底壁の内面近傍に残留した内容液が収斂状に流動集積する集積スポットを形成する。
(もっと読む)
合成樹脂製のカップ型容器及びそのカップ型容器の製造方法
【課題】白化処理を必要としないフランジ付きのカップ型容器を提案する。
【解決手段】底壁1aの縁部に容器の胴部を形成する環状周壁1bを一体的に連結してその内側領域に内容物の充填空間を区画形成するカップ本体1と、このカップ本体1の上端開口部1′に配設されたフランジ2とを備えた合成樹脂製のカップ型容器において、前記カップ本体1を、フランジ2とともにブロー成形によって製品形状に仕上げる。
(もっと読む)
ポリエステル樹脂製容器のトリミング方法
【課題】ポリエステル樹脂製の容器について、容器の縁部に沿って余分な部分を切り離す際に、容器の側にバリを残すようなことなく、容易に切断できるようにする。
【解決手段】余分な部分と一体的に成形された容器1に対し、容器1の縁部に沿って余分な部分を切り離すようなポリエステル樹脂製容器のトリミング方法として、超音波を発振する超音波ホーン32の先端部32aと、受け部材31の先端部31aとの間に、容器1の縁部に沿った部分2を挟み込んで、加圧しながら超音波ホーン32を超音波振動させることにより、容器1の縁部に沿った部分2を切断する。
(もっと読む)
耐熱透明A−PET容器
【課題】高耐熱性及び高透明性を有し、電子レンジで直接加熱される食品容器に好適な容器を提供する。
【解決手段】A−PETシートを加熱して一次延伸後一次熱固定した延伸A−PETシート7と、未延伸A−PETフィルム又は未延伸A−PETシートとをドライラミネートで一体化した積層シートを、熱成形機の金型13,14で加熱成形し成形による二次延伸配向結晶によって結晶化を高めている。延伸A−PETシートが、ロールによる延伸装置を用い、A−PETシートを延伸温度90〜120℃でMD(縦方向)に2〜5倍に一軸一次延伸した後、延伸温度より5〜20℃高い温度で一次熱固定したものである。
(もっと読む)
無菌容器の成形方法及び装置並びに無菌充填方法及び装置
【課題】インラインシステムにおいてボトル等の容器の殺菌処理を簡易に行う。
【解決手段】ボトル2のキャビティCを有する金型4内に加熱したプリフォーム1を装着し、過酸化水素の凝結ミスト又はガスと一次ブロー用エアとを混ぜた混合気Mをプリフォーム内に吹き込むことによってキャビティ内でプリフォームを中間成形品1aまで膨張させると同時に中間成形品内を殺菌し、次いで、二次ブロー用エアNを上記中間成形品内に吹き込むことによってキャビティ内で中間成形品をボトルまで膨張させると同時にボトル内の過酸化水素を除去する成形方法である。ボトルの殺菌と成形を同時に進めることができるので、殺菌処理を簡易に行うことができる。
(もっと読む)
無菌充填方法及び装置
【課題】インラインシステムにおいて無菌包装体の生産性を高める。
【解決手段】プリフォーム1を連続走行させながら加熱し、この加熱したプリフォームに過酸化水素のガスG又は凝結ミストMを吹き付けて殺菌し、この加熱し殺菌処理したプリフォームを同じく連続走行する金型4内でブロー成形してボトルを作り、連続走行する金型からボトルを取り出して同じく連続走行させながら内容物を充填しキャップで密封する無菌充填方法である。プリフォーム及び容器を高速で走行させつつ、適正に殺菌処理して内容物を充填し密封することができる。
(もっと読む)
非発泡ガス含浸成形体及び発泡プラスチック容器
【課題】ガスが含浸されている樹脂溶融物を射出成形することにより得られ、スワールマークの発生が無く、平滑な表面を有しており、発泡成形体を製造するためのプリフォームとして使用される非発泡ガス含浸樹脂成形体の製造法を提供する。
【解決手段】不活性ガスが含浸されている樹脂溶融物を、高圧に保持されている金型キャビティ内に保圧しながら発泡を生じないように射出充填し、冷却固化することを特徴とする。
(もっと読む)
滑らかな表面を有する溶融押出成形物品
本発明は、高押出成形速度での溶融押出成形プロセスによって、従来技術の組成物から製造された物品より高品質で滑らかな表面外観を示す物品を製造するためのコポリエステルエラストマー組成物の分野に関する。  (もっと読む)
(もっと読む)
ポリエチレンテレフタレートボトル
【課題】固相重合による固有粘度が上昇したポリエステル樹脂をそのまま用いて、底部を含めて薄肉化可能で、バランスのよい肉厚分布を有し、軸方向荷重に対して高い圧縮強度に有するポリエチレンテレフタレートボトルを提供することである。
【解決手段】エチレンテレフタレート単位を主体とし、固有粘度が0.80乃至1.0dL/gの範囲にあるポリエチレンテレフタレートを二軸延伸ブロー成形して成るボトルであって、下記式
P=(W1/S1)/(W2/S2)
式中、W1は胴部の重量、S1は胴部の表面積、W2は底部の重量、S2は底部の表面積である、で表わされる、胴部の単位表面積当りの重量と底部の単位表面積当りの重量の比Pが0.45乃至0.85の範囲にあることを特徴とする。
(もっと読む)
ポリ(ヒドロキシアルカン酸)および熱成形品
ポリ(ヒドロキシアルカン酸)(PHA)を押出成形して第一の物品を製造するステップ、≧約90℃の温度を有する加熱金型中でこの第一の物品を熱成形して第二の物品を製造するステップ、および熱成形品を製造するためにこの第二の物品をその加熱金型中に約40秒未満の間保持することによってその第二の物品を熱処理するステップを含む方法を開示する。このPHA組成物は、PHAと、その組成物の重量を基準にして0から約4%の成核剤とを含むか、またはこれらから実質上なり、かつその第一の物品はフィルムまたはシートであり、また部分的に結晶化されている。 (もっと読む)
部分発泡共射出成形体の製造方法及び部分発泡共射出成形体
【課題】微細かつ均一な大きさの発泡セルが分布している発泡樹脂層と共に、発泡セルが分布していない非発泡樹脂層とを有する多層構造を有しており、しかも非発泡樹脂層の厚み等の制限がなく、設計の自由度の高い部分発泡成形体を製造する方法を提供する。
【解決手段】発泡剤が溶解した発泡性樹脂と発泡剤が溶解していない非発泡性樹脂とを用意する工程;前記発泡性樹脂及び非発泡性樹脂を、少なくとも発泡性樹脂については、保圧をかけて発泡を抑制しながら、逐次または同時射出して冷却固化することにより、発泡性樹脂層と非発泡性樹脂層とを有する多層一次成形体を成形する共射出工程;前記多層一次成形体を加熱して発泡性樹脂を発泡させることにより、発泡性樹脂層を発泡樹脂層とする発泡工程;を含む。
(もっと読む)
発泡プラスチック成形体及びその製造方法
【課題】延伸部位での発泡が制御され、意匠性の高い発泡プラスチック成形体及びその製造法を提供する。
【解決手段】少なくとも一部が延伸成形されたプラスチック成形体において、上記延伸成形されている部分には、面方向でみて発泡セルが形成されている発泡領域Xと発泡セルが形成されていない非発泡領域Yとを有している。
(もっと読む)
延伸発泡成形体の製造方法及び該方法により製造される延伸発泡容器
【課題】微細かつ均一な大きさの発泡セルが分布している延伸発泡成形体を製造することが可能な方法を提供する。
【解決手段】ガスが含浸された樹脂成形体を加熱発泡する工程;加熱発泡後に、前記樹脂成形体を冷却固化し、さらに該樹脂成形体に残存しているガスを放出する工程;及び残存するガスが放出された前記樹脂成形体を、加熱延伸する工程;からなることを特徴とする。
(もっと読む)
方法および装置
装置は、物体(P)を処理するように構成された第1作動機械(208;203;303)と、前記第1作動機械(208;203;303)の下流側に定置され、前記物体(P)をさらに処理するように構成された第2作動機械(207;208;306)と、前記第1作動機械(208;203;303)と前記第2作動機械(207;208;306)との間に置かれ、前記物体(P)を受け入れるように構成された集積手段(252;262)と、前記集積手段(252;262)内に収容された前記物体(P)の量を示すパラメータを検出すると共に、前記パラメータに基づいて前記第2作動機械(207;208)の作動を調整する制御手段(257;267)とを備えている。方法は、ペースト状態のプラスチックを定量供給することと、前記プラスチックを圧縮成型してプリフォームを得ることと、前記プリフォームをブローして容器を得ることと、前記容器に製品を充填することとを備え、前記定量供給中に前記プラスチックが供給温度(T1)を有し、前記ブロー中に前記プラスチックがブロー温度(T2)を有し、前記充填中に前記プラスチックが充填温度(T3)を有すると共に、前記供給温度(T1)は前記ブロー温度(T2)よりも高く、前記ブロー温度(T2)は前記充填温度(T3)よりも高い。 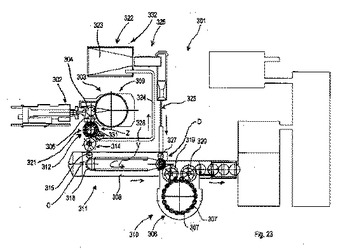 (もっと読む)
(もっと読む)
容器
【課題】ヘイズ、ガスバリア性が従来品と同等の機能を有し、かつスジの発生が抑制され、鮮明性に優れた容器を提供する。
【解決手段】熱可塑性樹脂からなる中空ボトルの外層表面に、下記の一般式(1)で表される1,2−ジオール構造単位を有するエチレン−酢酸ビニル共重合体ケン化物層を少なくとも1層有するフィルムが被覆密着してなる。
【化1】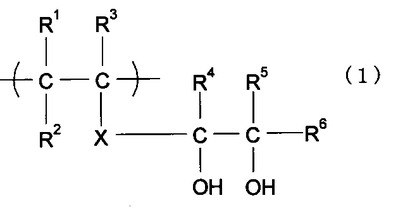
[一般式(1)において、R1、R2、及びR3はそれぞれ独立して水素原子または有機基を示し、Xは単結合または結合鎖を示し、R4、R5、及びR6はそれぞれ独立して水素原子または有機基を示す。]。
(もっと読む)
ホット充填用ボトルの製造方法、ボトル製品の製造方法、およびホット充填用ボトル
【課題】85℃乃至90℃のホット充填(高温充填)に耐えうる耐熱性を有するホット充填用ボトルの製造方法、ボトル製品の製造方法、およびホット充填用ボトルを提供する。
【解決手段】まずポリエチレンテレフタレート層12aを含むプリフォーム10を準備する。次にこのプリフォーム10を加熱し、次いで加熱されたプリフォーム10をブロー成形金型54aを用いてブロー成形する。この場合、プリフォーム10の加熱温度を115℃乃至140℃とし、ブロー成形金型54aの温度をポリエチレンテレフタレートのガラス転移温度より10℃以上低くする。これにより85℃乃至90℃のホット充填(高温充填)に耐えうるホット充填用ボトル20を得ることができる。
(もっと読む)
ツバ付きコップ状の樹脂成形品の製造方法
【課題】成形が難しい延伸PET若しくはPPSシートを用いる場合であっても、薄肉で高アスペクト比を可能としたツバ付きコップ状の樹脂成形品の製造方法を提供する。
【解決手段】真空ボックス12のパンチ15・真空側ブロック16と、圧空ボックス13の圧空側ブロック17との間に、加熱で軟化させた樹脂シート1´を搬入する。ついで、ツバ部1bに相当する樹脂シート1´の部分を、ブロック16,17で挟み付けながら、コップ部1aに相当する樹脂シート1´の部分を、パンチ15で圧空側ブロック17の穴17a内に押し込みつつ、ボックス12,13の開口部12b,13bを閉じる。その後、真空ボックス12内を真空に、圧空ボックス13内を圧空にした状態で、ツバ付きコップ状の樹脂成形品1を成形する。
(もっと読む)
加温ボトルの製造方法、ボトル製品の製造方法、および加温ボトル
【課題】耐熱性を有し、高品質であるとともに、生産コストを低減することが可能な加温ボトルの製造方法、ボトル製品の製造方法、および加温ボトルを提供する。
【解決手段】まずポリエチレンテレフタレート層12aを含むプリフォーム10を準備する。次にこのプリフォーム10を加熱し、次いで加熱されたプリフォーム10をブロー成形金型54aを用いてブロー成形する。この場合、プリフォーム10の加熱温度を105℃乃至125℃とし、ブロー成形金型54aの温度をポリエチレンテレフタレートのガラス転移温度より10℃以上低くする。これにより耐熱性のある加温ボトル20を得ることができる。
(もっと読む)
201 - 220 / 550
[ Back to top ]