
Fターム[4F208AA24]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 樹脂材料等(主成形材料) (2,080) | ポリエステル(←PET) (586)
Fターム[4F208AA24]の下位に属するFターム
ポリブチレンテレフタレート(PBT) (6)
ポリエチレンナフタレート (19)
ポリアリレート(←全芳香族ポリエステル) (11)
Fターム[4F208AA24]に分類される特許
141 - 160 / 550
ガスバリア熱可塑性ポリエステル系樹脂積層体、及びこの積層体からなる延伸ブロー成形用プリフォーム、並びにこのプリフォームを成形してなる包装用容器
【課題】層間剥離の防止と不透明化の抑制を可能としたガスバリア熱可塑性ポリエステル系樹脂積層体、加えてこのポリエステル系樹脂積層体を有する延伸ブロー成形用プリフォーム、さらには延伸ブロー成形用プリフォームを成形してなる包装用容器を提供する。
【解決手段】直鎖状炭化水素を有するジオール成分とジカルボン酸とを含んでなる第1熱可塑性ポリエステル樹脂(A)を10〜90重量部、脂環式炭化水素を有するジオール成分とジカルボン酸とを含んでなる第2熱可塑性ポリエステル樹脂(B)を8〜85重量部、芳香族ポリアミド樹脂(C)を0.1〜43重量部とを含有するガスバリア熱可塑性ポリエステル系樹脂組成物(P)と、当該樹脂組成物(P)の少なくとも一面側に熱可塑性ポリエステル系樹脂(Q)を積層した部位を有して延伸ブロー成形用プリフォームを成形し、さらに当該プリフォームを延伸ブロー成形して包装用容器とする。
(もっと読む)
車両座席背もたれ構造
本発明は、車両座席用の背もたれ構造(3)、及び車両座席用の背もたれ構造(3)を製造する方法に関する。背もたれ構造(3)は、背後パネル要素(2)及び背もたれフレーム要素(1)を有する。背後パネル要素(2)及び背もたれフレーム要素(1)は互いに固定される。背後パネル要素(2)又は背もたれフレーム要素(1)の少なくとも1つは熱可塑性の複合材料で設けられる。熱可塑性の複合材料は熱可塑性の合成材料及び補強材料を含む。熱可塑性の複合材料に対して、補強材料は50wt−%以上を占める。 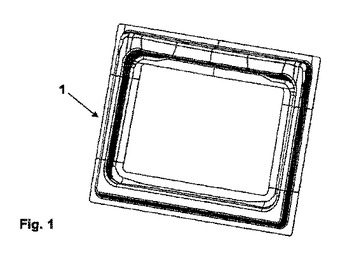 (もっと読む)
(もっと読む)
容器、プリフォーム・アセンブリ並びに容器成形方法および装置

容器をブロー成形するためのプリフォーム・アセンブリ(1)であって、少なくとも第1のプリフォーム(2)と第2のプリフォーム(3)とを備え、これらのプリフォームを容器にブロー成形する前に、第1のプリフォーム(2)は第2のプリフォーム(3)の内部に位置し、各プリフォームは肉厚が約8mm、好ましくは約6mmよりも小さい、本体形成部分を有する。プリフォーム・アセンブリからブロー成形された容器、およびプリフォーム・アセンブリを形成する方法および装置も開示されている。 (もっと読む)
光の反射防止効果を有する成型品
【課題】優れた光の反射防止効果を有する成型品を効率良く簡便に提供することにある。更に、優れた光の反射防止効果や優れた光の透過性能を有する光の反射防止効果を有する成型品に要求される表面形状と物性を見出し、かかる特定の表面形状と物性を有する光の反射防止効果を有する成型品を提供すること。
【解決手段】表面に微細形状を有する型を用い、該型が表面に有する微細形状を熱可塑性樹脂に熱転写し成型してなる成型品であって、その表面に平均高さ100nm以上1000nm以下の凸部又は平均深さ100nm以上1000nm以下の凹部を有し、その凸部又は凹部が、少なくともある一の方向に対し平均周期50nm以上400nm以下で存在していることを特徴とする成型品。
(もっと読む)
容器の製造方法
製品を製造する方法は、パリソンを押し出す工程と、部分的に膨張したパリソンをカットすることによって、あるいは、長手方向に薄い部分を引っ張ることによって、パリソンを半分に分割する工程と、対応する分割金型に対して分割パリソンを成形する工程と、を有する。また、製品を製造する方法は、分割パリソンおよび/または分割金型にフィルムを貼る工程と、多層製品の各半分を製造するために、分割金型に対してフィルと分割パリソンを成形する工程と、を有する。前記方法を行う装置についても、開示されている。 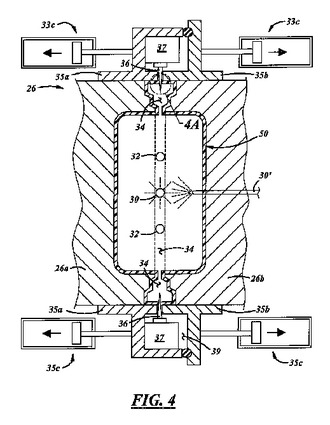 (もっと読む)
(もっと読む)
プラスチックボトル、特にPETボトルを製造するためのCIPシステムを有するブロー成形機
【課題】より簡単に且つ高速で殺菌され得るブロー成形機を提供すること。
【解決手段】本発明は、プラスチックボトル、特にPETボトルを製造するためのブロー成形機に関し、このブロー成形機1は、(a)制御バルブを有するバルブブロック5と、吹き込み空気を導入し或いは排出するための吹き込みノズル17とが割り当てられた複数のブロー成形ステーション2と、このブロー成形機1を洗浄するための定置洗浄(CIP)システム20とを備える。バルブブロックは、それらをCIPプロセスに含めることができるように構成されるため、PETボトルの製造にとって衛生に関し特に重要な吹き込みノズルなどのシステム部品を分解することなく洗浄して殺菌することができる。
(もっと読む)
樹脂組成物、樹脂ワニス、複合材料及びその製造方法、プリプレグ並びに樹脂フィルム
【課題】アンカー効果に頼らずに金属層(金属膜)と樹脂基材等との接着性に優れ、表面が平滑な複合材料を得ることができる樹脂組成物を提供する。また、当該樹脂組成物を用いた樹脂ワニス、複合材料及びその製造方法、プリプレグ、樹脂フィルムを提供する。
【解決手段】少なくとも一部の表面を金属化する成形体に用いられ、加熱成形工程を経て成形される成形体用の樹脂組成物であって、(A)昇華性金属化合物と、(B)有機化合物とを含有し、(B)有機化合物が、熱硬化性樹脂及び熱可塑性樹脂から選ばれる少なくとも1種である樹脂組成物である。また、当該樹脂組成物を用いた樹脂ワニス、複合材料及びその製造方法、プリプレグ、樹脂フィルムである。
(もっと読む)
合成樹脂シートと不織布との積層シート及びその積層シートによる容器並びに容器の成形方法
【課題】外層となる硬質或いは半硬質の合成樹脂シートの内側凹部の底部及び側部と非接触の不織布のみに収納物品が接触することになるので、外部からの衝撃が該収納物品に損傷を与えることを防止することが可能となるものである。
【解決手段】薄厚の合成樹脂シートに物品を収納するための凹部を形成し、該凹部の内側となる底面及び側面全体を非貼着状態で不織布を配設し、該凹部の上端周枠のみを合成樹脂シートと貼着してなることを特徴とする請求項1又は2記載の合成樹脂シートと不織布との積層シートによる容器。
(もっと読む)
加飾シート、加飾樹脂成形品の製造方法及び加飾樹脂成形品
【課題】高い耐摩耗性や耐擦傷性を有し、成形性が良好でクラック等が入らない表面保護層を有し、かつ高い意匠性を有する加飾成形品の成形に用いる加飾シート、該加飾シートを用いた加飾樹脂成形品の製造方法並びに該製造方法により製造される加飾樹脂成形品を提供する。
【解決手段】ABS樹脂からなる支持体11上に少なくとも表面保護層14を積層してなるインサート成形用加飾シート10であって、該支持体の曲げ弾性率が1500〜3000MPaであり、該支持体の厚さが100〜500μmであり、該表面保護層が電離放射線硬化性樹脂組成物を架橋硬化したものであり、該電離放射線硬化性樹脂組成物の引張弾性率が100MPa超〜1000MPa未満であり、かつ、表面の静摩擦係数が1.0以下である。
(もっと読む)
プラスチック多層構造体
【課題】接着剤層を配置しなくても、ポリグリコール酸層と他の熱可塑性樹脂層との間の層間密着性に優れたプラスチック多層構造体を提供すること。
【解決手段】少なくとも1層のポリグリコール酸層と少なくとも1層の他の熱可塑性樹脂層とを有し、該ポリグリコール酸層の少なくとも1層が、ポリグリコール酸と酸素吸収剤とを含有するポリグリコール酸樹脂組成物から形成された酸素吸収性ポリグリコール酸層であり、該他の熱可塑性樹脂層の少なくとも1層が、他の熱可塑性樹脂と酸素吸収剤とを含有する熱可塑性樹脂組成物から形成された酸素吸収性熱可塑性樹脂層であり、かつ、該酸素吸収性ポリグリコール酸層と該酸素吸収性熱可塑性樹脂層とが接着剤層を介することなく直接隣接した層構成を少なくとも1つ備えているプラスチック多層構造体。
(もっと読む)
透明耐熱ポリ乳酸系成形体の成形方法
【課題】
ポリ乳酸ステレオコンプレックス構造を有しており、結晶化していると同時に透明であり、熱処理をしても透明性が維持され、ヘイズ値が増加しないポリ乳酸系成形体。
【解決手段】
DSC測定における150〜200℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク1)と205〜240℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク2)とのピーク比(ピーク1/ピーク2)が0.2以下であるポリ−L−乳酸とポリ−D℃乳酸を含むポリ乳酸系組成物を融点+20℃以下のシリンダー温度でインジェクション成形する透明で耐熱性のある成形体の成形方法である。
(もっと読む)
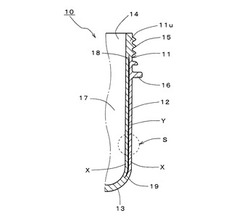
プレフォームのボディを加熱する加熱システム及び方法
本発明は、第1の表面2及び第2の表面4により境界づけられている物質厚さを持つプレフォームのボディ1を加熱するための加熱システム13を説明する。加熱システム13は、多くの指向された光ビーム17を放射する光源装置12と、第1の表面2と第2の表面4との間の長めの経路19に沿って光が基本的にガイドされるように、少なくとも特定の最小期間の間、前記光源装置12からの光を特定の方向に意図的にボディ1へ入力させる入力結合装置15、21とを少なくとも有する。更にまた、本発明は、プレフォームのボディ1を加熱する方法に関する。  (もっと読む)
(もっと読む)
ガラス含有ブロー容器
【課題】本発明は、汎用性のある樹脂中に40重量%以上のガラス粉末を含有させたペレットを用いて、従来のブロー成形法で成形ができるガラス含有ブロー容器の製品化することができ、そして、優れた物性を有するガラス含有ブロー容器を提供する。
【解決手段】ガラス含有ブロー容器は、熱可塑性樹脂中にガラス粉末を含むガラス含有成形用ペレットを用いてブロー成形法で成形されてなるガラス含有ブロー容器であって、前記ガラス含有成形用ペレットが前記熱可塑性樹脂であるポリエチレン樹脂、ポリプロピレン樹脂及びポリエチレンテレフタレート樹脂からなる群から選ばれる一種の樹脂中に、前記ガラス粉末である中実の球状ガラス粉末をガラス配合率40〜70重量%の範囲で含有しており、該ガラス配合率の増加に伴って、前記ガラス含有ブロー容器の焼却エネルギー改善指標が特定の式に沿って漸減して改善される。
(もっと読む)
ガラス含有ブロー容器
【課題】汎用性のある樹脂中に40重量%以上のガラス粉末を含有させたペレットを用いて、従来のブロー成形法で成形ができるガラス含有ブロー容器の製品化することができ、そして、優れた物性を有するガラス含有ブロー容器を提供する。
【解決手段】ガラス含有ブロー容器は、熱可塑性樹脂中にガラス粉末を含むガラス含有成形用ペレットを用いてブロー成形法で成形されてなるガラス含有ブロー容器であって、該ガラス含有成形用ペレットが前記熱可塑性樹脂であるポリエチレン樹脂、ポリプロピレン樹脂及びポリエチレンテレフタレート樹脂からなる群から選ばれる一種の樹脂中に、前記ガラス粉末である中実の球状ガラス粉末をガラス配合率40〜70重量%の範囲で含有しており、該ガラス配合率の増加に伴って、前記ガラス含有ブロー容器の全光線透過率改善指標が特定の式に沿って漸減して改善される。
(もっと読む)
芳香族ポリエステル組成物及びそれからなる芳香族ポリエステル成形体
【課題】 透明性、耐熱性、機械的特性および保香性に優れ、食品あるいは飲料用等の容器、包装材料として有利に使用しうる芳香族ポリエステル組成物およびそれらからなる芳香族ポリエステル成形体を提供することである。
【解決手段】 少なくとも2種の、実質的に同一組成の芳香族ポリエステルを主成分として含む芳香族ポリエステル組成物であって、前記芳香族ポリエステルの極限粘度の差が0.05〜0.30デシリットル/グラムの範囲であり、前記芳香族ポリエステルからなる成形体を超純水中で80℃において1時間抽出処理を実施して得られた抽出水を人工脂質膜からなる味センサを備えた味検査装置で苦味値と渋味値を測定した場合、前記抽出水の苦味値と超純水の苦味値の差及び前記抽出水の渋味値と超純水の渋味値の差が、それぞれ0.5以下であることを特徴とする芳香族ポリエステル組成物。
(もっと読む)
圧空成型装置
【課題】成型加工性の悪い材料から容器を成型するのに好適な圧空成型装置を提供する。
【解決手段】圧空成型装置の熱板10のエアを噴射する圧空孔11として、合成樹脂シートの送り方向および送り方向に直交する方向に正格子形に並列する定格孔11aに加え、送り方向に対して傾斜する方向に隣接する定格孔11aを結ぶ対角線の各交点上に追加孔11bを新たに形成した。圧空孔11の数および密度が従来の約2倍となるため、全体的なエア噴射力が増し、シートは熱板10で軟化された状態から速やかに金型へと押し付けられる。シート軟化状態から金型押し付けまでのタイムスパンが小さいため、成型性が従来よりも良好となり、二軸延伸ポリエステルのような成型加工性の悪い材料でも良好な成型性が得られる。
(もっと読む)
成型用ポリエステルフィルム
【課題】成型性、特に低い温度および低い圧力での成型性に優れ、かつ耐溶剤性や耐熱性に優れ、かつロール状に巻取った長尺のフィルムを巻き出す際にブロッキングやフィルムの破れが抑制される成型用ポリエステルフィルムを提供する。
【解決手段】共重合ポリエステルを含む二軸配向ポリエステルフィルムを基材フィルムとし該基材フィルムの片面または両面に表面層を積層してなる成型用ポリエステルフィルムであって、(1)前記基材フィルムは実質的に粒子を含有せず、表面層にのみ粒子を含有し、(2)前記共重合ポリエステルが、(a)芳香族ジカルボン酸成分と、エチレングリコールと、共重合成分として分岐状脂肪族グリコールであるネオペンチルグリコール又は脂環族グリコールである1,4−シクロヘキサンジメタノールを含む共重合ポリエステル、あるいは(b)テレフタル酸及び、共重合成分としてイソフタル酸を含む芳香族ジカルボン酸成分と、エチレングリコールを含むグリコール成分から構成され、(3)前記共重合ポリエステルにおける前記共重合成分が5〜50モル%、(4)フィルムの融点が200〜245℃、(5)フィルムの長手方向及び幅方向における100%伸張時応力が、いずれも25℃において40〜300MPa及び100℃において1〜100MPa、(6)フィルムの150℃での長手方向及び幅方向の熱収縮率が0.01〜5.0%、(7)ヘーズが0.1〜3.0%、(8)少なくとも片面のフィルムの表面粗さ(Ra)が0.005〜0.030μm、(9)面配向度が0.001以上0.095以下、であることを特徴とする成型用ポリエステルフィルム。
(もっと読む)
ブロー成形機
【課題】故障等によって機械を緊急停止させる場合に金型やブローノズルを破損させることなく機械を停止させることが可能なブロー成形機を提供する。
【解決手段】金型12と、金型12の上方に上下動自在に設けられたブローノズル14とを備え、ホイール11を回転させて金型12及びブローノズル14を移動させつつ下降区間S1ではブローノズル14を金型12と接触させて金型12内のプリフォームP内にブローノズル14からガスを吹き込んでボトルBをブロー成形し、上昇区間S2ではブローノズル14を離間位置まで上昇させるブロー成形機において、上昇区間S2の始点P2に設けられ、ブローノズル14を接触位置から接触位置と離間位置との間の所定の退避位置に上昇させる斜面21aを有するセーフティカム21と、上昇区間S2に設けられてブローノズル14を退避位置に保持するセーフティレール22とを備えている。
(もっと読む)
成型用積層ポリエステルフィルム
【課題】低い温度および低い圧力での成型性、透明性、耐溶剤性、形態安定性(熱収縮特性、厚みむら)に優れ、さらに耐衝撃性に優れる、成型用積層ポリエステルフィルムおよびその製造方法を提供する。
【解決手段】ポリエステルA層の両面に、ポリエステルB層を積層してなる二軸配向積層ポリエステルフィルムであって、A層およびB層はいずれも、共重合ポリエステル、あるいは共重合ポリエステルおよびホモポリエステルを構成成分とし、該共重合ポリエステルが、(a)芳香族ジカルボン酸成分と、エチレングリコールと、分岐状脂肪族グリコール又は脂環族グリコールを含むグリコール成分から構成される共重合ポリエステル、あるいは(b)テレフタル酸及びイソフタル酸を含む芳香族ジカルボン酸成分と、エチレングリコールを含むグリコール成分から構成され、A層の融点(TmA:℃)とB層の融点(TmB:℃)が下記式(1)及び(2)を同時に満足し、積層ポリエステルフィルムは、A層およびB層ともに配向構造を有し、150℃における熱収縮率が長手方向及び幅方向ともに6.0%以下であり、幅方向の厚み変動率が10%以下であることを特徴とする真空成型、圧空成型もしくは金型成型のいずれかに用いられる成型用積層ポリエステルフィルム。
240>TmB>TmA>200 ・・・(1)
50>TmB−TmA>5 ・・・(2)
(もっと読む)
物品の外傷防止用保護カバーの製造方法
【課題】廉価かつ簡便に製造することができる物品の外傷防止用保護カバーの製造方法を提供する。
【解決手段】0.1MPaにおける沸点がシートを構成する熱可塑性樹脂のビカット軟化点より高く物品の耐熱温度より低い液状物を沸騰させ、前記液状物で前記シートを加熱し、軟化した該シートを前記物品に圧接し、さらに前記液状物で前記シートを加熱しながら前記物品と接する反対面から前記シートを押圧する0.1MPaにおける沸点が熱可塑性樹脂のビカット軟化点より高く物品の耐熱温度より低い液状物を加熱し、該液状物から熱可塑性樹脂からなるシートに伝熱により加熱し、軟化したシートを物品に圧接し、液状物でシートを加熱しながら物品と接する反対面からシートを押圧する。液状物としては、水又は熱媒体油が好適である。
(もっと読む)
141 - 160 / 550
[ Back to top ]