
Fターム[4F208AA24]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 樹脂材料等(主成形材料) (2,080) | ポリエステル(←PET) (586)
Fターム[4F208AA24]の下位に属するFターム
ポリブチレンテレフタレート(PBT) (6)
ポリエチレンナフタレート (19)
ポリアリレート(←全芳香族ポリエステル) (11)
Fターム[4F208AA24]に分類される特許
121 - 140 / 550
偏平容器のブロー成形方法
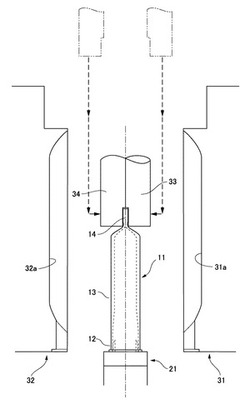
【課題】一般的な形状のプリフォームを用いて吊具が一体成形された均一な肉厚の偏平容器を製造可能な吊具付きの偏平容器のブロー成形方法を提案すること。
【解決手段】試験管状の一般的なプリフォーム11を型開き状態にある左右のブロー成形用割型31、32にセットして型締めを行う前に、吊具成形用割型33、34を降下させてプリフォーム11の底部14を両側から挟持して引き上げて、プリフォーム11を延伸させる。延伸後にブロー成形用割型31、32の型締め動作を行いながら、プリフォーム11に低圧ブローエアーを導入してフリーブローを行う。フリーブローされたプリフォーム11をブロー成形用割型31、32で偏平形状となるように押圧し、型締後に高圧ブローエアーを導入して偏平容器に成形すると同時に吊具成形用割型33、34を最終型締して吊具4を偏平容器の底部にプレス成形する。
(もっと読む)
成形体の製造方法、成形体、眼鏡および防護製品
【課題】平板状の熱可塑性樹脂シートまたは積層体を用いて成形加工する成形体を任意の色合い、濃度に効率よく染色でき、かつ耐熱加工性に優れる成形体の製造方法を提供するものである。
【解決手段】平板状の熱可塑性樹脂シートまたは積層体を用いて成形加工する成形体の製造方法であって、
平板状に加工された熱可塑性樹脂シートまたは積層体に対して、少なくとも片面に染色可能な表面層を設ける工程、
成形加工する工程、
染色処理する工程を含む成形体の製造方法。
(もっと読む)
加飾フィルム、加飾フィルムの製造方法及び加飾成型品
【課題】クリヤー層の硬化性、特に表面硬化性に優れ、さらに加工性、外観に優れる加飾フィルムを提供する。
【解決手段】ポリグリコール酸シート層上に活性エネルギー線硬化性クリヤー塗膜層が積層されてなる加飾フィルム、ポリグリコール酸シート層上に活性エネルギー線硬化性クリヤー塗料組成物を塗布して活性エネルギー線硬化性クリヤー塗膜層を積層する工程を有する加飾フィルムの製造方法、及び該加飾フィルムを用いて成型物に加飾してなる加飾成型品。
(もっと読む)
流延ポリアリーレートフィルムで作られたダイヤフラム
【課題】音トランスデュサー、好ましくはマイクロフォン又はラウドスピーカー膜を提供。
【解決手段】式(I)[式中、R1、R2、R3、及びR4は、独立して、水素、C1−4-アルキル、C1−4-アルコキシ、又はハロゲン、及びR5及びR6は、独立して、C1−4-アルキル、C1−4-アルコキシ、水素、フェニル、又はハロゲン]の構造単位を有するポリアリーレート(PAR)を少なくとも包含する流延ポリアリーレートフィルムで作られた深絞りダイヤフラム。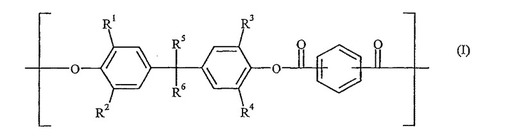 (もっと読む)
(もっと読む)
プレフォームを加熱する方法
本発明は、半径R、材料厚t及び材料吸収スペクトルにより特徴づけられるプレフォーム1を加熱する方法を説明する。当該方法は、所望の温度プロフィールTdに依存して、プレフォームの半径R及び材料厚tに基づいてプレフォーム1に対する所望の実効吸収係数αeffを選択するステップと、実効吸収係数αeffを満たすための吸収スペクトルの吸収係数に基づいて編集される波長スペクトルを持つ放射線を有するレーザ放射ビームLを生成するステップと、プレフォーム1を加熱するためにレーザ放射ビームLをプレフォーム1に向けるステップとを有する。本発明は、更にプレフォーム加熱システム10のレーザ放射生成ユニット9を制御するための駆動装置7及びプレフォーム加熱システム10を説明する。 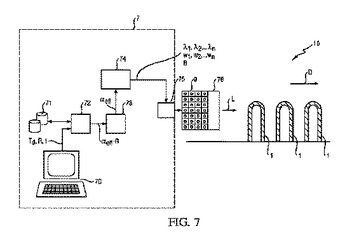 (もっと読む)
(もっと読む)
シート成形品のアンダーカット部成形方法およびこれに用いる金型

【課題】O−PETシート等の延伸合成樹脂シートから容器を成形する場合に、アンダーカット部を精度よく形成することができる成形法を提供する。
【解決手段】軟化させた合成樹脂シートを雌型の上に配置し、該雌型に雄型を圧入するシート成形品の成形方法において、前記雌型は成形面の開口周縁に断面凹状のアンダーカット成形部が設けられる一方、前記雄型は前記アンダーカット成形部に対応して進退可能なスライド部が設けられ、当該雄型を前記雌型に圧入した状態で前記スライド部を前記アンダーカット成形部内に進出させて前記シート成形品の開口周縁にアンダーカット部を成形する。合成樹脂シートは延伸合成樹脂シート、特に1軸または2軸延伸性を有するPETシートであることが好ましい。
(もっと読む)
生体吸収性ステントの結晶モルフォロジの制御
ステントの製造において、望ましい又は最適なモルフォロジ(結晶形態)と機械的特性とを有するポリマーチューブを拡張する方法、並びに拡張されたポリマーチューブにより製造されるステントの製造方法が開示される。 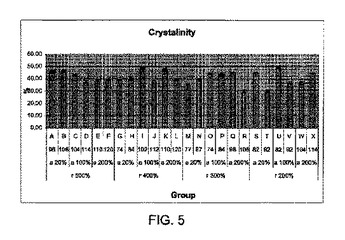 (もっと読む)
(もっと読む)
合成樹脂製壜体及びその製造方法
【課題】 本発明の技術的な課題は、ポリエチレンテレフタレート樹脂系の2軸延伸ブロー成形による広口ボトルの耐熱性あるいは生産性を向上するための壜体構造あるいは製造方法を創出する点にある。
【解決手段】 PET系樹脂製の2軸延伸ブロー成形による合成樹脂製壜体において、口筒部は、胴部と同様に試験管状のプリフォームの径を2軸延伸ブロー成形の延伸工程により拡径して形成したもので、前記延伸と金型温度を前記PET系樹脂の熱結晶化温度領域の所定の温度に設定することにより、口筒部の密度を1.368g/cm3以上とする、あるいは口筒部の示差走査熱量測定(DSC)の定速昇温測定における結晶化に伴う発熱ピークから算出される結晶化エンタルピー△Hcの絶対値及び、融解に伴う吸熱ピークから算出される融解エンタルピー△Hmの比率(|△Hc|/△Hm)を0.1より小さくする、と云うものである。
(もっと読む)
合成樹脂製カップ状容器
【課題】 本発明は、目的に応じてフランジの所定部分を熱結晶化領域として必要な耐熱性、蓋材のシール性、外観性等を有したカップ状容器を提供することを課題とするものである。
【解決手段】 合成樹脂製カップ状容器において、フランジの、全厚さに亘る範囲や、上面側部分や、下面側部分や、中間部分を除いた上面側部分と下面側部分等の所定部分を熱板での予熱とその後のレーザー光照射による熱結晶化領域とする。
(もっと読む)
ポリ乳酸系耐熱容器およびその製造方法
【課題】耐熱性および耐衝撃性に優れたポリ乳酸系耐熱容器を熱成形により従来よりも短サイクルで製造可能とするポリ乳酸系耐熱容器の製造方法を提供すること。
【解決手段】ポリ乳酸(A)、ポリ乳酸と脂肪族ポリエステルとのブロック共重合体(B)およびタルク(C)を少なくとも含有する樹脂組成物を押出成形して、相対結晶化度Xcが40〜55%の原反シート14を準備する。熱成形機20の加熱部21で前記原反シートを85〜125℃で加熱することにより、当該原反シートの相対結晶化度Xcを60〜70%とする。続いて、熱成形機20の成形部22にて、上記加熱した原反シートに真空成形および/または圧空成形を施して、そのまま成形品を加温状態の金型にて保持することにより、当該原反シートを容器形状に成形すると共にその得られた容器の相対結晶化度Xcを75%以上とする。
(もっと読む)
キャリアの殺菌を含む容器の処理のための装置
【課題】プラスチック予備成形物を容器へと成形する装置を提供する。
【解決手段】所定の搬送経路Pに沿って容器10を搬送する搬送装置2を備えており、該搬送装置2が、容器10を保持するための複数の保持部材4を有しており、該保持部材4が前記所定の搬送経路Pに沿って搬送される。本発明によれば、前記装置が、前記保持部材4を少なくとも一部分において殺菌するための清掃装置8を備えている。
(もっと読む)
一体成形ハンドルを有する延伸吹込成形容器を作製するためのプロセス
本発明は、一体ハンドルを有する容器を作製するためのプロセスであって、
a)成形キャビティ(2)内に予備成形物(1)を提供する工程と、
b)予備成形物(1)を延伸吹込成形して、中間容器(3)を形成する工程と、
c)内向きに移動する1つ以上のプラグ(5)を適用して、1つ以上の凹状の把持領域を、中間容器(3)内の圧力を0.1MPa(1bar)超に維持している間に、且つ、中間容器の把持領域内の材料の温度がガラス転移温度Tg未満の温度である間に、形成する工程と、
d)好ましくはプラグ(5)を容器内から抜去する前に、容器内の過剰圧力を解放する工程と、
e)成形キャビティ(2、4)から完成容器(6)を取り出す工程と、を含む、プロセスに関する。 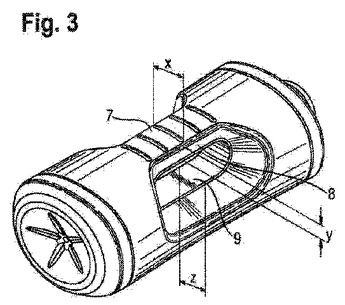 (もっと読む)
(もっと読む)
容器をブロー成形するための方法および装置
【課題】容器のブロー成形方法を、わずかな機械的構成コストで且つ高いスループットで高品質の容器成形が可能であるように改善する。
【解決手段】制御装置(51)により、シミュレーションモデル(48)を使用のもとに、ブロー成形工程を特徴づける測定したパラメータをベースにして、ブロー成形を終了した容器(2)の少なくとも1つの特性を算出して目標値と比較する。前記目標値と測定値との間にずれがあった場合には、ブロー成形工程を制御する前記パラメータを、ずれが最小になるように変化させる。
(もっと読む)
ポリエステル樹脂組成物及びその製造方法
【課題】色調や熱安定性に優れ、成形品の透明性に優れ、異物が少なく熱酸化安定性に優れ、重合時の発泡が少なく、Ge触媒を使用した時と同等のTccを有し、固相重合活性に優れるポリエステル樹脂組成物並びにポリエステル樹脂組成物の製造方法を提供すること。
【解決手段】アルミニウム化合物およびリン化合物を含むポリエステル樹脂組成物であって、該ポリエステル樹脂組成物のP−NMRにおけるケミカルシフトが特定の条件を満足することを特徴とするポリエステル樹脂組成物。
(もっと読む)
大型リターナブル容器、その成形方法及び成形装置並びに加熱ゾーン分割されたブロー型
【課題】厚肉となる部分の欠点を解消して、耐熱性と透明性とのバランスが取れた大型リターナブル容器、その成形方法及び成形装置並びに加熱ゾーンが分割されたブロー型を提供する。
【解決手段】大型リターナブル容器の成形方法は、厚肉のポリエステル樹脂製プリフォーム、またはプリフォームからブロー成形された一次ブロー成形品を、加熱下でブロー成形して、ブロー成形時の歪を除去した中間成形品を得る熱処理工程と、収縮された中間成形品を加熱下でブロー成形して、大型リターナブル容器を得る最終ブロー成形工程と、を有する。熱処理工程は、プリフォームまたは一次ブロー成形品を熱処理型204内に配置し、プリフォームまたは一次ブロー成形品内に高圧エアーを導入して加圧して、ブロー成形された肩部22及び胴部24を熱処理型のキャビティ面204Aに密着させて熱処理し、かつ、ブロー成形された肩部22を胴部24よりも低い温度で加熱する。
(もっと読む)
ポリエステル系容器
【課題】ガスバリア性や風味保持性に優れ、かつ落下しても割れにくいポリエステル系容器を提供する。
【解決手段】ポリエステル(A)80〜98質量%と、メタキシリレンジアミン単位を70モル%以上含むジアミン単位とα,ω−脂肪族ジカルボン酸単位を70モル%以上含むジカルボン酸単位とを重縮合してなるポリアミド(B)20〜2質量%の少なくとも2成分を混合してなるポリエステル系樹脂組成物からなる層を有する単層もしくは該層を1層以上積層した多層構造を有しかつ熱成形法により得られるポリエステル系容器であって、ポリアミド(B)がポリエステル(A)中に分散しており、かつ容器胴部の表面を倍率1万倍でTEM観察をした際に観察される分散粒子の長軸方向における平均長さが1ミクロン以下であり、かつ長軸方向における平均長さが短軸方向における平均長さの1倍以上かつ2.5倍以下の範囲内であることを特徴とするポリエステル系容器。
(もっと読む)
熱成型品
【課題】耐熱性等に優れるポリ乳酸の熱成型品を提供する。
【解決手段】L−乳酸を構成単位とするポリ乳酸単位およびD−乳酸を構成単位とするポリ乳酸単位からなり、ポリイソシアネートを反応させて得られるアミド結合を有するポリ乳酸樹脂(A成分)のシートを熱成型する。
(もっと読む)
ポリエステル系容器
【課題】ガスバリア性や風味保持性に優れ、かつ落下しても割れにくいポリエステル系容器を提供する。
【解決手段】ポリエステル(A)80〜98質量%と、メタキシリレンジアミン単位を70モル%以上含むジアミン単位とα,ω−脂肪族ジカルボン酸単位を70モル%以上含むジカルボン酸単位とを重縮合してなるポリアミド(B)20〜2質量%の少なくとも2成分を混合してなるポリエステル系樹脂組成物からなる層を有する単層もしくは該層を1層以上積層した多層構造を有し、かつダイレクトブロー成形法により得られるポリエステル系容器であって、ポリアミド(B)がポリエステル(A)中に分散しており、かつ容器胴部の表面を倍率1万倍でTEM観察をした際に観察される分散粒子の長軸方向における平均長さが1ミクロン以下であり、かつ長軸方向における平均長さが短軸方向における平均長さの1倍以上かつ3倍未満の範囲内であるポリエステル系容器。
(もっと読む)
ポリエステル系容器
【課題】ガスバリア性や風味保持性に優れ、かつ長期間保存しても白化せず透明性に優れるポリエステル系容器を提供する。
【解決手段】ポリエステル(A)80〜98質量%と、メタキシリレンジアミン単位を70モル%以上含むジアミン単位とα,ω−脂肪族ジカルボン酸単位を70モル%以上含むジカルボン酸単位とを重縮合してなるポリアミド(B)20〜2質量%の少なくとも2成分を混合してなるポリエステル系樹脂組成物からなる層を有する単層もしくは該層を1層以上積層した多層構造を有しかつダイレクトブロー成形法により得られるポリエステル系容器であって、ポリアミド(B)がポリエステル(A)中に分散しており、かつ容器胴部の表面を倍率1万倍でTEM観察をした際に観察される分散粒子の長軸方向における平均長さが0.6ミクロン以下であり、かつ長軸方向における平均長さが短軸方向における平均長さの1〜2.2倍の範囲内であることを特徴とするポリエステル系容器。
(もっと読む)
ブロー成型品
【課題】耐熱性等に優れるポリ乳酸のブロー成型品を提供する。
【解決手段】L−乳酸を構成単位とするポリ乳酸単位およびD−乳酸を構成単位とするポリ乳酸単位と、ポリイソシアネートを反応させて得られるアミド結合を有するポリ乳酸樹脂(A成分)をブロー成型する。
(もっと読む)
121 - 140 / 550
[ Back to top ]