
Fターム[4F208AA24]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 樹脂材料等(主成形材料) (2,080) | ポリエステル(←PET) (586)
Fターム[4F208AA24]の下位に属するFターム
ポリブチレンテレフタレート(PBT) (6)
ポリエチレンナフタレート (19)
ポリアリレート(←全芳香族ポリエステル) (11)
Fターム[4F208AA24]に分類される特許
161 - 180 / 550
換気プレナムを有するプリフォームの熱的な条件付けのためのオーブン
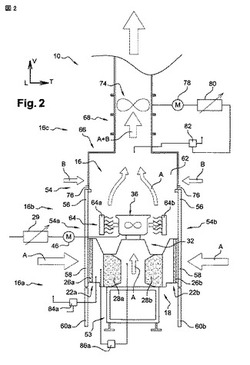
【課題】空気分配チャンバを有するプリフォームの熱的な条件付けのためのオーブンを提供する。
【解決手段】熱可塑性樹脂製プリフォームを加熱するオーブン10は、空気吸入口ポート22aを有する空気吸入口ゾーン16aとプリフォームを加熱するためのゾーン16bから構成される。空気吸入口ゾーン16aは、複数の換気モジュール36及び空気吸入口ポート22aとの間に挿入された、空気分配チャンバ18(プレナム18と呼ばれる)を有し、プリフォームを加熱するゾーン16bは、吸入口ゾーン16aから来る空気の流れAをプリフォームへ導く換気モジュール36ゾーンと空気抽出ダクト68を有する空気抽出ゾーン16cとから構成され、プリフォームを冷却するための空気の流れAによって、最も冷たいゾーンから最も熱いゾーンへの熱勾配に従って、各ゾーンを通って上方向に、生じる。
(もっと読む)
容器詰め内容物の製造方法
【課題】 口部結晶化ポリエステル容器を使用しないでもポリエステル容器詰め内容物の製造が可能な製造方法を提供する。また、生産効率を向上させたポリエステル容器詰め内容物の製造方法を提供する。
【解決手段】 口部非結晶ポリエステル容器の少なくとも内面を湿熱加熱殺菌した後、40℃以上で容器の含水率によって定まるガラス転移温度未満の温度範囲内の充填温度により内容物を容器に充填して密封する容器詰め内容物の製造方法において、容器の予備成形物を成形し、成形された予備成形物を容器成形工程に直接移送し、かつ容器の成形後容器に内容物を充填する前に、容器の含水率を減少させる。
(もっと読む)
真空成形機および真空成形品の製造方法

【課題】装飾用シートを用いた真空成形において、外観の悪化や貼り付け不良の発生を抑制する。
【解決手段】本発明による真空成形機は、装飾用シート10を保持する保持部材20と、装飾用シート10および保持部材20によって互いに区画される上側ボックス22および下側ボックス24と、上側ボックス22内および下側ボックス24内を減圧する減圧装置26と、上側ボックス22内の減圧状態を調整するための第1バルブ27aと、下側ボックス24内の減圧状態を調整するための第2バルブ27bと、装飾用シート10を加熱する加熱装置28と、装飾用シート10の温度に関する情報である温度情報を取得する温度情報取得装置32と、減圧装置26の駆動時に、温度情報に基づいて第1バルブ27aおよび第2バルブ27bの開閉動作を制御する制御装置40とを備える。
(もっと読む)
真空成形機および真空成形品の製造方法
【課題】装飾用シートを用いた真空成形において、外観の悪化や貼り付け不良の発生を抑制する。
【解決手段】本発明による真空成形機100は、基材16および装飾用シート10を収容するチャンバー20と、チャンバー20内に収容された基材16を囲む枠体30と、チャンバー20内を減圧する減圧装置40と、枠体30の内側と大気圧にある外部空間とを連通させる連通路50とを備える。
(もっと読む)
深い差込み基部を有するプラスチック容器の作成方法
平面上に支持するための直立リングを有する深い差込み基部を有する容器の製造方法は、直立リングと、直立リングの下方に形成された基礎突出部分とを有する容器半加工品を成型するステップと、基礎突出部分が直立リングの上方に位置するまで、直立リングに対して上方に向かって基礎突出部分を相対的に配置するステップと、を含む。深い差込み基部を有する改良プラスチック容器もまた開示されている。 (もっと読む)
容器成形用エチレンテレフタレート系ポリエステル樹脂及びその製造方法
【課題】MHET及びBHET等のモノマーが低減され、容器成形の際に生じる上述した問題を生じることがないポリエステル樹脂及びこのポリエステル樹脂から成るプリフォームを提供することである。
【解決手段】固有粘度が0.65乃至0.85dL/gの範囲にあると共に、モノヒドロキシエチルテレフタレートとビスヒドロキシエチルテレフタレートとの合計含有量が0.005重量%未満であり、且つ融解熱が50J/g以下、融点終了温度が270℃以下、結晶化度が0.48未満であることを特徴とする。
(もっと読む)
射出引っ張り吹込み成形のためのスチレン・ポリマー並びにその製法および使用法
スチレン・ポリマー組成物を調製し、スチレン・ポリマー組成物を溶融して溶融ポリマーを形成し、溶融ポリマーを型穴中に射出して予備成形物を形成し、予備成形物を加熱して加熱予備成形物を製造し、そして加熱予備成形物を膨張させて製品を形成する工程、を含んでなる方法。射出引張り吹込み成形法において、その重量%がポリマー組成物の総重量に基づく、0重量%〜6.5重量%の可塑化剤および2.5重量%以上のエラストマーを含んでなるスチレン・ポリマー組成物をポリエチレン・テレフタレートに代用する工程を含んでなる方法。スチレン・ポリマー組成物から予備成形物を調製し、予備成形物を1種または複数の発熱体に曝露し、そして予備成形物を急速に加熱して加熱予備成形物を製造する工程を含んでなる方法。 (もっと読む)
深い差込み基部を有するプラスチック容器
再加熱延伸ブローモールディング工程を用いて、PET等の材料から形成されたタイプのプラスチック容器は、主本外部と、基礎部分とを含み、基礎部分は直立リングの上方の比較的に高く狭い輪郭により特徴付けられ、内部に画成された深い差込み溝を有する。深い差込み溝は、直立リングに隣接した直立内部側壁部分により一部が画成され、約0.35インチよりも大きい高さを有する。直立内部側壁部分は、基礎の外部側壁の実質的に直線的な部分に実質的に平行な、実質的に直線的な部分を有する。 (もっと読む)
耐熱透明A−PET容器
【課題】電子レンジで直接加熱される食品容器において、150℃まで耐え得る高耐熱性及び高透明性を確保できるようにする。
【解決手段】A−PETシート1を加熱して一軸一次延伸後、一次熱固定した延伸A−PETシート7と、OPPフィルムとを貼合して一体化した積層シートを、熱成形機の金型で加熱成形し成形による二次延伸後、同じ金型内で二次熱固定する。延伸A−PETシート7が、ロールによる延伸装置を用い、A−PETシート1を延伸温度90〜120℃でMD方向に2〜4倍一軸一次延伸された後、延伸温度より5〜20℃高い温度で一次熱固定されている。
(もっと読む)
延伸合成樹脂シートの成形方法
【課題】O−PETシート等を使用して凹陥部を有する容器を成形する方法を提案する。
【解決手段】加熱装置によって軟化させた延伸合成樹脂シートを雌金型の上に配置し、前記雌金型の内側凹部面と対向する外側凸部面が前記雌金型の凹部面形状と同じ形状の凸部面形状を有する雄金型を前記雌金型に圧入させ、前記外側凸部面で前記延伸合成樹脂シートの全面を均等に押圧する成形方法であって、前記雄金型を弾性部材で形成するようにした。また、雄金型を雌金型に圧入する工程の前に、予め真空成形法によって延伸合成樹脂シートを雌金型の内側凹部面に沿わせる工程を含むこともある。そして、雄金型の一部を構成する支持部材に対し、雄金型の外側凸部の表面に、弾性部材が所望厚さの層を有するように取り付けた。また、延伸合成樹脂シートはO−PETシートで、弾性部材は、シリコン系ゴムまたはフッ素系ゴムからなる。
(もっと読む)
発泡壁を有する容器の外観を変化させる方法
容器の外観を変化させる方法を開示する。該方法は、壁部に非反応性ガスを閉じ込めたポリマー予備成形物を射出成形し、予備成形物をポリマー軟化温度より低い温度に冷却し、予備成形物をポリマー軟化温度よりも高い所定温度に再加熱し、再加熱した予備成形物をブロー成形して、微孔質発泡体セル中に非反応性ガスを含ませた微孔質発泡ポリマーから本質的になる容器を作製する工程を有する方法で、容器の外観は上記所定温度に応じて変わる。 (もっと読む)
容器をブロー成形するための方法および装置
本発明による方法と装置は、容器をブロー成形するために用いる。まず、熱可塑性材料から成るパリソンを、ブロー成形型内部の加熱区間の領域で搬送経路に沿って熱コンディショニングする。次に、ブロー圧を作用させることによって容器に成形する。容器のブロー成形に引き続いて該容器の少なくとも1つの高さレベルで該容器の壁厚を測定する。制御部に、目標値として前記壁厚に対する予設定値を供給し、実測値として測定壁厚を供給する。ブロープロセスを制御する少なくとも1つのパラメータの量を、前記目標値と前記実測値との間の差に依存して前記制御部により設定する。この場合、ブローガス供給を制御する少なくとも1つのパラメータの量を前記制御部により調整量として設定する。前記パラメータの量の設定を、前記制御部内で実施されるブロープロセスのシミュレーションモデルに基づいて行う。
 (もっと読む)
(もっと読む)
ブロー成形用プリフォームキャリアおよびブロー成形型
【課題】ブロー成形時にブローエアーによって大きな力が作用しても位置ずれなどの弊害を起すことの無い広口容器のブロー成形に適したプリフォームキャリアを提案すること。
【解決手段】ブロー成形用プリフォームキャリア10は、ブロー成形時にブローエアーが導入される圧力室16を備えている。ブローエアーが圧力室16に導入されると、ブロー成形用プリフォームキャリア10の外側円筒11および内側円筒12にはそれらの軸線方向に沿って下向き、上向きの力が作用する。ブローエアーによってプリフォームキャリア10を下向きに押し込む力が相殺されるので、プリフォームキャリア10に位置ずれなどの弊害発生してしまうことを防止できる。プリフォームキャリア10がブローエアーによって移動しないように支持するための支持機構の支持耐力が小さくてよいので、当該支持機構を小型で簡単な機構にできる。
(もっと読む)
合成樹脂製カップ状容器の熱結晶化処理方法
【課題】 本発明は、カップ状容器の特に頸部の熱結晶化処理方法に係る上記問題点を解決するために創案したものであり、頸部を短時間に、限定的に全周に亘って均一に加熱することを課題として、もって変形のない、耐熱性にすぐれたカップ状容器を提供することを目的とする。
【解決手段】 上端に外鍔状にフランジを周設した合成樹脂製カップ状容器の、フランジ部分直下の頸部にレーザ光を照射して、この照射部分を熱結晶化することを特徴とする熱結晶化処理方法、また上端にフランジを外鍔状に周設したカップ状の、2軸延伸ブロー成形して合成樹脂製カップ状容器を成形するためのプリフォームのフランジ部分直下の頸部にレーザ光を照射して、照射部分を熱結晶化することを特徴とする結晶化処理方法である。
(もっと読む)
材料分配システム及びその製造方法
材料分配システム、及びそのようなシステムを製造する方法が説明される。材料分配システムは、少なくとも部分的に弾性的に変形可能なバンド(14)に取り囲まれた潰れうる容器(18)を用いる容器が流動性のある組成物で充填されるにつれて、バンドが伸び、それによって位置エネルギーが生じ、位置エネルギーは次に、噴射剤及び/又は圧力容器の代わりに、組成物を分配するために使用することができる。  (もっと読む)
(もっと読む)
熱可塑性材料で作られたプリフォームの熱的調整のための改良された炉
本発明は、熱可塑性材料で作られたプリフォームの熱的調整のための炉(10)に係る。この炉は、少なくとも一つの冷却回路(16)と、加熱領域(16b)と、空気抽出領域(16c)と、を有し、前記冷却回路は、空気流れ循環を使用し、順を追って上流側から下流側へ、少なくとも一つの冷却空気吸入領域(16a)を通って延び、前記加熱領域の中に、プリフォーム加熱手段(22)が設けられ、冷却空気流れが換気手段により発射され、前記空気抽出領域に、少なくとも一つの空気抽出ダクト(42)が接続されている。この炉の特徴は、当該炉が、閉じ込めハウジングを有し、この閉じ込めハウジングは、前記空気抽出ダクトから少なくとも前記加熱領域まで延び、空気中の汚染粒子による当該炉の内側の汚染を防止するため、当該炉の外側から、少なくとも前記加熱領域を絶縁することが可能であることにある。 (もっと読む)
化粧品用小型ボトルの製造方法
【課題】パール顔料を用いることも、多層構造にすることも、プリフォームを形成することもなく、良好な真珠光沢を有する化粧品用小型ボトルを安価に提供する。
【解決手段】大きさのほぼ等しくPEN:PET=40:60、50:50、60:40の各割合の混合ペレットを準備し、十分に乾燥させておく。この原料を、設定温度295℃のスクリュー式押出成形機に投入し、約60分間運転を行って加熱・溶融・混練を行った後、成形機の設定温度を280℃に下げてパリソンの吐出を開始し、約30分ほどパリソンをそのまま流し、成形機内温度280℃前後・吐出口温度250℃前後になり、パリソンが十分な腰を備える状態になったら、ダイレクトブロー成形を開始し、ブロー比2〜3の条件で容量10mlの細長い小型ボトルを成形した。
(もっと読む)
真空成形用化粧シート
【課題】被着体表面の凹凸形状を表面に再現することなく、鏡面性に優れる真空成形用化粧シートを提供することを目的とする。
【解決手段】非晶質ポリエステルフィルムからなる基材シート(A)と装飾層(B)から形成される印刷シート(E)と、非晶質ポリエステルフィルムからなる透明層(C)とが、接着層(F)を介して接着されてなる真空成形用の化粧シート(G)であって、化粧シート(G)の120℃における貯蔵弾性率(JIS K7244−1及び7244−4に準拠し、試験片の幅5mm、長さ20mのシートを開始温度25℃、終了温度150℃、昇温速度3℃/分、測定周波数10Hzの条件下にて測定した値)が700万以上であることを特徴とする、真空成形用化粧シート。
(もっと読む)
ブロー成形容器及びその成形方法
【課題】 本発明は、PET樹脂等の同種の合成樹脂から成る外層と内層を剥離可能に積層した2軸延伸ブロー成形容器を提供することを課題とする。
【解決手段】 同種の合成樹脂製の外プリフォームと内プリフォームを剥離剤層を介して密着状に積重した積重プリフォームを2軸延伸ブロー成形したものであり、外容体を形成する外層の内側に、この外層と同種の合成樹脂製であって萎み変形自在な内容体を形成する内層を剥離剤層を介して剥離可能に密着状に積層する。
(もっと読む)
パネル及びそのパネルの製造方法
【課題】内部が中空なパネル本体内に発泡用原料を注入し、その発泡用原料をパネル本体内で発泡させて成るパネルにおいて、パネル本体内の発泡体がパネル本体の内面に強固に接合されるようにして、パネルの剛性を高める。
【解決手段】パネル1は、内部が中空に形成されたパネル本体2と、該パネル本体2の内面に接合された不織布3と、該パネル本体2内に充填された樹脂製の発泡体4とを具備し、その不織布3のアンカー効果によって、発泡体4がパネル本体2の内面に強固に接合される。また、パネル本体2は、繊維によって強化された樹脂より成り、これによってパネル本体2の剛性と強度が高められる。
(もっと読む)
161 - 180 / 550
[ Back to top ]