
Fターム[4F208AG23]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 一般形状、構造物品(用途物品優先) (3,312) | 部分(細部) (766) | 端部(上下部、頭底部、前後部) (245)
Fターム[4F208AG23]の下位に属するFターム
フランジ部を有するもの (83)
Fターム[4F208AG23]に分類される特許
101 - 120 / 162
広口容器のダイレクトブロー成形方法

【課題】バリ等の少ない良好な広口容器を形成するダイレクトブロー成形方法を提供すること。
【解決手段】ダイレクトブロー成形装置は、樹脂からチューブ状のパリソン30を形成するパリソン形成ダイ15を有するパリソン形成機と、容器型内のパリソン30の一端部を封止して加圧気体を吹き込み容器形状に膨張させる容器形成部20とを備えている。パリソン30では、胴部形成用の第2の部分32の肉厚が、口部形成用の第1の部分31の肉厚および底部形成用の第3の部分33の肉厚よりも厚くされている。容器形成部で形成される広口容器は、開口を有する筒状の口部と、この口部と肩部を介して連続する胴部と、この胴部の底を塞ぐ底部とを含み、口部の内径が40mm以上であって、胴部の内径が口部の内径の1.1〜1.5の範囲にある。
(もっと読む)
合成樹脂製ボトル及び合成樹脂製ボトルの製造方法

【課題】反転部の反転を容易としてしかもヒンジ部に亀裂や割れに対する高い強度を付与することができ、更に、反転部の凹入状態や凸出状態を確実に維持することができる合成樹脂製ボトル及び合成樹脂製ボトルの製造方法を提供する。
【解決手段】胴部3の下部を閉塞する底部4に、接地面を有する脚部7と、脚部7の内周縁に連設された反転部8とを設ける。反転部8に、胴部3及び脚部7と共に延伸されていて胴部3内方乃至胴部3外方に向かって対称形状に凹凸反転自在の傾斜部11と、傾斜部11に包囲された領域に形成された底部中央部13とを設ける。傾斜部11の外周縁と内周縁との夫々に沿って反転時のヒンジとなる二軸延伸された一対のヒンジ部10,12を設ける。
(もっと読む)
ラベル付きプリフォーム、ラベル付き容器及びラベル装備付き圧縮成形機
【課題】PETボトルのキャップを外すことなく、プリフォームの金型番号などを識別すること。
【解決手段】PETボトルの容器本体2の前駆体としてのプリフォーム5を圧縮成形機により形成し、圧縮成形機のキャビティー型の内周部にラベル7を配設し、ラベル7を溶融樹脂とともに圧縮成形することによってプリフォームの外側底部にラベル7を装着する。ラベル7にはプリフォームを形成した金型の番号などを付して、識別できるようにした。
(もっと読む)
ブロー成形方法及びブロー成形装置
【課題】 中間製品のバリ切除を正確かつ迅速に行うことができるブロー成形方法と装置を提供する。
【解決手段】 高密度ポリエチレン等の熱可塑性樹脂を溶融し、ノズルから押し出すことで形成されるパリソンを半割型を組合わせた金型のキャビティー内に閉じこめ、パリソン末端部等からエアーを吹き込むことにより、パリソンを加圧膨張させて金型内壁に押圧し中間製品とする。この際、パリソン末端部は半割型間に挟まってしまうため、ここがバリ部となる。こうして成形された中空の中間製品を金型内で冷却して脱型するとバリ付きの中間製品が成形される。そして、最後に脱型された中間製品のバリを切除するが、切除予定ラインに沿ってガイド部が形成されているのでバリ切除を正確かつ迅速に行うことができる。
(もっと読む)
容器及び部分的真空減圧セットアップにおける基部のブロー成形方法
容器の基部は、スタンド面と、第1壁と、第2壁と、第1ヒンジと、第2ヒンジを備えることができる。第1ヒンジは、前記スタンド面と前記第1壁との間に位置することができ、前記第1壁は、前記容器の縦軸に関して、前記第1ヒンジに対して回転可能である。第2ヒンジは、前記第1壁と前記第2壁との間に位置することができ、前記第2壁は、前記容器の前記縦軸に関して、前記第2ヒンジに対して回転可能である。前記基部の剛性が、前記第2壁の回転の間に前記基部の実質的な正味の歪曲を防止する。 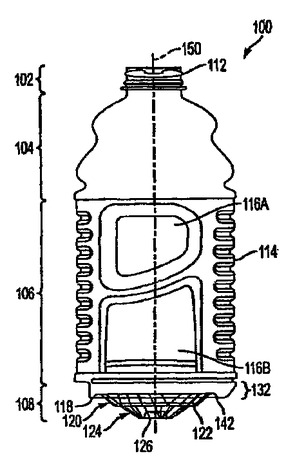 (もっと読む)
(もっと読む)
容器の吹込成形及び熱溶接のための改良された熱形成プラント
【課題】 容器の熱溶接及び吹込成形のためのプラントを提供する。
【解決手段】 このプラントは、熱形成可能なかつ熱溶接可能なプラスチック材料を好ましい方向(A)に供給するための供給手段(10)、及び使用時に容器(50)を形成するために前記プラスチック材料を加工するための複数のステーション(11,12,13,14,15)を含む。好ましい方向(A)に沿って連続して設けられるこれらのステーションは、使用時に容器(50)を充填材料で充填するための一つ以上の充填ステーション、及び挿入体を容器(50)上に溶接するための少なくとも一つのステーション(12)を含み、各挿入体(30)は対応する容器(50)の開口を規定する。挿入体溶接ステーション(12)は好ましい方向(A)において前記一つ以上の充填ステーションの上流に設けられる。
(もっと読む)
薬液用プラスチック容器及びその製造方法
【課題】 一端に筒状口部を有していてその筒状口部にゴム栓を直に圧入して密封する簡素な構成であるにもかかわらず、筒状口部にゴム栓が確実に抜け止め及び落ち込み止め保持される構成の薬液用プラスチック容器及びその製造方法を提供する。
【解決手段】 薬液用プラスチック容器1は、一端に筒状口部2を有し、この筒状口部2にゴム栓6を圧入して密封する構成のものである。筒状口部2の内面には、環状の突起5が形成されている。ゴム栓6はその外径が筒状口部2の内径よりやや大きく大きく構成されている。筒状口部2に圧入したゴム栓6は突起5に当たる部分の圧縮変形により突起5に噛み合って、筒状口部2にゴム栓6が抜け止め及び落ち込み止め保持される構成である。
(もっと読む)
延伸ブロー成形された容器を形成するための方法及び装置
本発明は、プラスチック容器のベース部分を形成するためのベースアセンブリ(100)に関する。ベースアセンブリは、ベースペデスタル(104)と、ベースペデスタルに取り付けられたベース型と、プラスチック容器の一部を再位置決めするためにベース型に対して第1の位置と第2の位置との間で可動なプッシュロッド(102)と、第1の位置と第2の位置との間でプッシュロッドを移動させるように適応された作動機構とを有する。  (もっと読む)
(もっと読む)
プリフォーム、プリフォームから形成される容器及びプリフォームの圧縮成形機
【課題】PETボトルのキャップを外すことなく、金型番号などを識別できる容器及び容器の圧縮成形機を提供すること。
【解決手段】PETボトルの容器本体2の前駆体としてのプリフォーム5を圧縮成形機により形成し、圧縮成形機のキャビティー型の内壁部に形成した刻印によってプリフォームの外側底部に刻印を形成することによって、容器本体2の底部6に金型番号7及びキャビティー型番号8の刻印を形成し、容器本体2の底部6の中心点Cを含む部分に亘って、容器本体2の製造番号7,8を形成するようにした。
(もっと読む)
容器及び容器を得るためのプリフォーム
圧縮成形プリフォーム(1;31;41;51;61;71;81;91)から得る容器には、支持面に載置することを目的とする基壁(203;303)と、主軸(X)を囲む側壁(202;302)とを含み、上記主軸(X)付近で測定した上記基壁(203;303)の厚さ(C4;P4)を、上記側壁(202;302)の厚さ(C1;P1)の8.2倍以下とする。 (もっと読む)
射出成形プリフォーム
【課題】 本発明は従来の射出成形装置をノズル部、金型等を大きく変更することなく使用でき、連続稼働可能で工業的な利用ができるゲートカット不要のプリフォーム、特には底部形状の創出を技術的な課題としたものである。
【解決手段】 射出成形された2軸延伸ブロー成形用のプリフォームにおいて、底部外面中央に、長さ寸法を最大で前記底部の肉厚の1.5倍とした射出成形において形成されるスプルー部をカットしないで有し、底部内面中央のスプルー部に対向する位置に、スプルー部も含めた底部の肉厚の変動を緩和するように、スプルー部による凸状の形状を補完する凹部を形成し、凹部に2軸延伸ブロー成形における延伸ロットの先端部が嵌入して芯出し可能な構成とする。
(もっと読む)
ねじ入れ子の回転停止制御システム
【課題】簡易な構成で、金型のサイクルタイムにさほど影響を与えることなく高精度でねじ入れ子の回転停止が行える回転停止制御システムを提供する。
【解決手段】雄ねじTeを有する燃料タンクTの成形金型に関し、雄ねじTe周りに正回転することにより燃料タンクTを離型させるねじ入れ子1と、このねじ入れ子1と一体的に回転するドグ7と、このドグ7を検知するセンサ8と、ねじ入れ子1の回転駆動源である油圧モータMと、を備え、ドグ7がセンサ8に検知されることにより、ねじ入れ子1が成形開始位置で回転停止する構成からなり、ねじ入れ子1を、前記成形開始位置よりも正回転側であって、雄ねじTeから外れる位置となるオーバーラン位置まで一旦、高速正回転させ、次いで、低速逆回転させて成形開始位置で回転停止させる制御システムとした。
(もっと読む)
ブロー成形用プリフォーム
【課題】口部の変形を回避できるプリフォームを提供する。
【解決手段】ブローコア1への押し込みにてその外周に適合させる内壁2aを有する口部2bと、この口部2bにつながり容器の内部空間を区画形成する胴部2cとからなり、該口部2bの外面下端に環状凸部2dを備えたブロー成形用プリフォームにおいて、前記口部2bの内壁2aで、かつ、該環状凸部2dが存在する位置に、該プリフォーム2の押し込みに伴ってブローコア1の外周に当接するシール部2eを設ける。
(もっと読む)
サンルーフ用開口部を備えたルーフライニング及びその製造方法、並びに製造装置
【課題】 本発明の目的は、ルーフライニングに形成されるサンルーフ用開口部とサンシェードとの間隙を減少させることにより車両内部の美観を向上させることが可能なサンルーフ用開口部を備えたルーフライニング及びその開口部端末処理方法、並びにその開口部端末処理装置を提供することにある。
【解決手段】 サンルーフを有する車両に使用されるルーフライニング1に関する。
ルーフライニング1には、サンルーフ配設用の開口部1aが形成されており、開口部1aの端部11には、ルーフライニング1の車両上部方向に配設される側の表面に連続して形成されると共に、開口部1aから離隔する方向へ、表面に対して鋭角に折り曲げられた係止部11aが形成されており、係止部11aの開口部1a側の端部には、車両上部方向に突設した突起部11bが形成されている。
(もっと読む)
ジョイントブーツの製造方法
【課題】外周面と内周面とが異形状である大径側取付部を有するジョイントブーツを精度良く製造する。
【解決手段】大径側取付部2の製品形状をなす第1部分12と、小径側取付部4の製品形状をなす第2部分13と、両者を連結する第3部分14とからなるパリソン15を成形材料で射出成形し、パリソン15の内周側15aを支持体16で支持させた状態で外周側15bをブロー外型51で覆い、第3部分14の内側に気体を噴射することで蛇腹部5をブロー成形する。第1部分12の開口端面12aを受ける支持体16の受け面部19aを傾斜させるとともに凸条77を設けておき、ブロー成形時に、上記噴射された気体の圧力Pにより第1部分12を径方向外方Rに移動させることで、前記凸条77と傾斜形状とにより第1部分12の開口端面12aと受け面部19aとの間をシールする。
(もっと読む)
折り返し装置及び折り返し方法
【課題】 表皮材の突出部を容易かつ短時間に、かつシワ等が生じることなく折り返すことができるようにすること。
【解決手段】 基材42上に表皮材43を重合させてなる成形天井材41を支持するための支持台11と、成形天井材41が支持台11上に支持された状態において、表皮材43の基材42からの突出部43aを基材42の端部が内包されるように折り返すための折り返し部材16とを備える。折り返し部材16を、昇降可能でかつ基材42に対して進退可能な第1把持部材22と、その第1把持部材22上に支持され、第1把持部材22との間に表皮材43の突出部43aを把持可能な第2把持部材23とにより構成する。第1把持部材22には、前進位置で下降することにより、基材42を内包した状態の表皮材43の突出部43aを基材42に対して押し付けるための押し付け面26を形成する。
(もっと読む)
ブロー成形用金型
【課題】 パリソンと外型のクリアランスを生じさせることなくパリソンを型締めすることができるブロー成形用金型を提供する。
【解決手段】 外型3は、型締め完了時においてパリソン20の段差部の軸方向の端面24、25に当接する当接面34、35を有し、型締め完了前において端面24、25と当接面34、35との間にクリアランスが形成されるように付勢部材6により当接面34、35が端面24、25から離れる方向に付勢されており、中子2は、外型3に向かって突起した突起部9を有し、外型3は、その内周面に突起部9が入り込む凹部10を有し、突起部9および凹部10は、互いに摺接可能な傾斜面をそれぞれ備え、型締めの途中で突起部9の傾斜面と凹部10の傾斜面とが摺接することにより、外型3が付勢部材6による付勢力に抗して移動し、型締め完了時にはクリアランスがゼロとなっている。
(もっと読む)
ジョイントブーツの製造方法
【課題】外周面と内周面とが異形状である大径側取付部を有するジョイントブーツを精度良く製造する。
【解決手段】大径側取付部2の製品形状をなす第1部分12と、小径側取付部4の製品形状をなす第2部分13と、両者を連結する第3部分14とからなるパリソン15を射出成形し、その後、第3部分をブロー外型51で覆い、気体を噴射してブロー外型に第3部分を押し付けて蛇腹部5をブロー成形する。パリソン15には、第1部分12に周方向に延びるシール用突条77a,bを設けておき、ブロー工程において、パリソン15の内周側を支持体16により支持させて外側からブロー外型51を型締めすることにより、ブロー外型51と支持体16の第1嵌合部20との間でシール用突条77a,bを圧縮させてシールする。
(もっと読む)
ジョイントブーツの製造方法
【課題】外周面と内周面とが異形状である大径側取付部を有するジョイントブーツを精度良く製造する。
【解決手段】大径側取付部2の製品形状をなす第1部分12と、小径側取付部4の製品形状をなす第2部分13と、両者を連結する第3部分14とからなるパリソン15を射出成形し、その後、第3部分をブロー外型51で覆い、気体を噴射してブロー外型に第3部分を押し付けて蛇腹部5をブロー成形する。パリソン15の内周側を支持する支持体16は、第1部分が外嵌する下側嵌合部20と、第2部分が外嵌する上側嵌合部22と、第3部分により囲まれる中間部21とからなり、下側嵌合部20の外周面20aに弾性体からなるシールリング90を設け、型締めにより第1部分12の内周面12aをシールリング90に圧接させてシールする。
(もっと読む)
ジョイントブーツの製造方法
【課題】外周面と内周面とが異形状である大径側取付部を有するジョイントブーツを精度良く製造する。
【解決手段】大径側取付部2の製品形状をなす第1部分12と、小径側取付部4の製品形状をなす第2部分13と、両者を連結する第3部分14とからなるパリソン15を射出成形し、その後、第3部分をブロー外型51で覆い、気体を噴射してブロー外型に第3部分を押し付けて蛇腹部5をブロー成形する。パリソン15の内周側を支持する支持体16は、第1部分が外嵌する下側嵌合部20と、第2部分が外嵌する上側嵌合部22と、第3部分により囲まれる中間部21とからなり、下側嵌合部20に弾性材料からなるシールチューブ90を周方向に沿って設け、該シールチューブ内に気体を導入することで第1部分12に対してシールチューブを圧接させてシールする。
(もっと読む)
101 - 120 / 162
[ Back to top ]