
Fターム[4F208AG23]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 一般形状、構造物品(用途物品優先) (3,312) | 部分(細部) (766) | 端部(上下部、頭底部、前後部) (245)
Fターム[4F208AG23]の下位に属するFターム
フランジ部を有するもの (83)
Fターム[4F208AG23]に分類される特許
41 - 60 / 162
樹脂成形品の端末処理装置及び端末処理方法
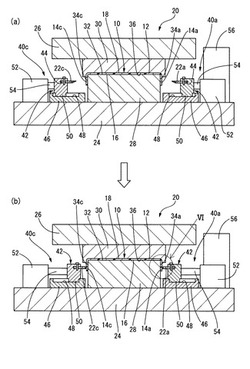
【課題】樹脂成形品の延出部の末端部位を、美麗な切断面をもって、より安定的に且つスムーズに切断することが出来る樹脂成形品の端末処理技術を提供する。
【解決手段】保持手段20の裏当て面34に樹脂成形品10の延出部14を接触、保持させた状態下で、切断操作進行手段40にて、切断刃22を該延出部14の意匠面18の延出方向中間部に押し付けて、食い込ませることにより、該延出部14の末端部位の切断操作を進行せしめる一方、該切断刃22が、該裏当て面34への当接直前で、且つ該切断刃22と該裏当て面34との間に位置する部分が圧縮破壊せしめられる位置にまで到達したときに、切断操作停止手段56にて、切断刃22の移動を停止させて、該延出部14の末端部位の切断操作を停止するように構成した。
(もっと読む)
吹込成形品及び吹込成形金型

【課題】中空部と中実部を有する成形品において、取付用の座を設ける中実部に成形後2次的な穴あけ加工を要せずに、穴を形成できる成形品を提供し、及びその成形品を成形するための成形金型を提供すること。
【解決手段】中空部と中実部とを有し、中実部には通孔とその周縁に板状部が形成され、通孔の縁部の一部に、板状部の板厚よりも薄い第1の薄肉部と、通孔の縁部の残りの一部に、板状部の板厚と第1薄肉部の厚みの中間の厚みを有する第2薄肉部とを有する吹込成形品。中空部を形成する第1キャビティと、板状をなす中実部を形成する第2キャビティと第2キャビティ内に設けた環状の食切り部と、食切り部内に位置する、通孔を形成するピンが進退する第3キャビティを備え、食切り部には、第1薄肉部を形成する狭窄部と、第2薄肉部を形成する一般食切り部とが形成され、第3キャビティは、中実部の板面から交差する方向に偏倚する吹込成形金型。
(もっと読む)
上隅部に口部を有する容器の延伸ブロー用金型装置
【課題】上隅部に口部を有する容器を、真っすぐなプリフォームを垂直に保持した状態で斜めに延伸してブロー成形できる金型装置を提供する。
【解決手段】キャビティの中心線A−Aに対して成形面を傾斜形成し、プリフォームの挿入穴を中心線A−A上に設けたブロー金型と、射出成形したプリフォームを挿入穴からキャビティの中心線上に垂直に保持するネック型と、先端部をネック型との嵌合段部に形成したブローコアと、ブローコアに斜めに挿通した延伸ロッドとからなる。ブローコア内にガイド孔をキャビティの傾斜成形面と同方向に斜設したガイドブッシュを、ブッシュ周囲と先端とにエア通路となる間隙を空けて同心円に嵌装する。ガイドブッシュに延伸ロッドを挿通して押圧端子を取付けたロッド先端をプリフォーム内底面の偏心部位に臨ませる。
(もっと読む)
ブロー成形容器
【課題】 本発明は四角形筒状の胴部を有するダイレクトブロー成形容器において、ピンチオフ部の両端部における溶融樹脂の肉溜まりに起因する底部の角部に近接する胴部平坦壁部分におけるひけの発生を効果的に抑制することを技術的課題とする。
【解決手段】 ダイレクトブロー成形法により得られ、4ケの平坦壁を4ケの角部で連結して成る平断面形状が四角形状である四角形筒状の胴部を有し、割金型によるパーティングラインが相対向する一対の角部に沿って形成される合成樹脂製の成形品において、底部の底面に対角線上に位置する割金型によるパーティングラインに沿って形成される割金型のピンチオフ部による喰切り線を、2ケの端部直線部とパーティングラインに交差状に形成される中央直線部の3ケの直線部を連結した屈曲線状に形成されたものとし、2ケの端部直線部が中央直線部の端部を基端として角部近傍でパーティングラインに連結する構成とする。
(もっと読む)
ツバ付きコップ状の樹脂成形品の製造方法
【課題】成形が難しい延伸PET若しくはPPSシートを用いる場合であっても、薄肉で高アスペクト比を可能としたツバ付きコップ状の樹脂成形品の製造方法を提供する。
【解決手段】真空ボックス12のパンチ15・真空側ブロック16と、圧空ボックス13の圧空側ブロック17との間に、加熱で軟化させた樹脂シート1´を搬入する。ついで、ツバ部1bに相当する樹脂シート1´の部分を、ブロック16,17で挟み付けながら、コップ部1aに相当する樹脂シート1´の部分を、パンチ15で圧空側ブロック17の穴17a内に押し込みつつ、ボックス12,13の開口部12b,13bを閉じる。その後、真空ボックス12内を真空に、圧空ボックス13内を圧空にした状態で、ツバ付きコップ状の樹脂成形品1を成形する。
(もっと読む)
プリフォームおよび容器
【課題】製造工程における搬送中に落下することがなく、かつ開栓後にリングが口部から脱落しにくいプリフォームを提供する。
【解決手段】プリフォーム10は、口部11と、プリフォーム本体12と、口部11とプリフォーム本体12との間に形成されたフランジ部13とを有している。口部11外周にキャップ20内面の雌ねじ部25に係合する雄ねじ部14が形成されている。口部11外周のうち雄ねじ部14とフランジ部13との間の位置に、キャップ20のリング22内面の突起部28に円周方向に係合してリング22をキャップ本体21から破断させるラチェット爪15が円周方向に所定間隔をおいて複数設けられている。口部11外周のうちラチェット爪15とフランジ部13との間に、口部11全周にわたってラチェット爪15間の領域より内方へ引込む円周溝部17が設けられている。
(もっと読む)
車両用プロテクタ
【課題】 ブロー成形されたブロー成形体の少なくとも一端部を切断して得られる車両用プロテクタにおいて、切断面に生ずるバリ等によって線材が損傷しないようにすることである。
【解決手段】 ブロー成形によって車両用プロテクタを成形するとき、袋状に形成されたブロー成形体(袋状成形体110)の両端部が軸直角方向に切断されることにより、筒状体(プロテクタ予備体120)が形成される。このとき、袋状成形体110における両端近傍の周方向に、予め本体側及び蓋体側のくびれ部9,11を形成し、それらの内壁面9a,11aが、プロテクタ予備体120のプロテクタ本体1と蓋体2との両端開口の内壁縁1a,2aに包含されるようにし、プロテクタ本体1に収容された線材の外周面が、プロテクタ本体1と蓋体2との両端開口の切断面に接触しないようにする。
(もっと読む)
プリフォームおよび容器
【課題】製造工程における搬送中に落下することがなく、かつ開栓後にリングが口部から脱落しにくいプリフォームを提供する。
【解決手段】プリフォーム10は、口部11と、プリフォーム本体12と、口部11とプリフォーム本体12との間に形成されたフランジ部13とを有している。口部11外周にキャップ20内面の雌ねじ部25に係合する雄ねじ部14が形成されている。口部11外周のうち雄ねじ部14とフランジ部13との間の位置に、キャップ20のリング22内面の突起部28に円周方向に係合してリング22をキャップ本体21から破断させるラチェット爪15が円周方向に所定間隔をおいて複数設けられている。各ラチェット爪15の円周方向長さL1と、各ラチェット爪15間の間隔L2は、L1>L2の関係を満たしている。
(もっと読む)
積層紙コップの製造方法
【課題】紙製の外側コップの内側に延伸ブロー成形品である樹脂製の内側コップが一体化された構造の積層紙コップを、外側および内側のコップの密着強度を高めた状態で効率良く製造できるようにすること。
【解決手段】樹脂製のプリフォーム40を延伸ブロー成形に適した温度に加熱した後に、紙製の外側コップ20Aを重ねた状態で、延伸ブロー成形型アセンブリ52にセットして、延伸ブロー成形を行う。延伸ブロー成形時に、延伸ブローされるプリフォーム40が外側コップ20Aを介して延伸ブロー成形型53、54の成形面53a、54aに押し付けられ、双方が密着した状態で、成形面によって所定の形状に成形される。紙製の外側コップ20の内周面に樹脂製の内側コップ30が密着した状態で附形されるので、強固に一体化された座屈強度、剛性の高い積層紙コップ1を効率良く製造できる。
(もっと読む)
生分解性成形体及びその成形体を用いた容器
【課題】耐熱性の改善された生分解性成形体及びその成形体を用いた容器を提案する。
【解決手段】ポリ乳酸樹脂を射出成形することによって得られた成形体において、該成形体を、4モル%未満のD-乳酸を含むポリ-L-乳酸からなるもので構成する。そして、成形体の少なくとも一部分に、示差走査熱量計(DSC)による昇温チャートにおいて、結晶化熱量/融解熱量(│ΔHc│/ΔHm)が0.7以下となる結晶化領域を設ける。
(もっと読む)
車両用プロテクタの製造方法及び車両用プロテクタ
【課題】 ブロー成形によって車両用プロテクタを成形するときに、ブロー成形体の壁部の切開とヒンジ部の形成が容易にできるようにすることである。
【解決手段】 第1及び第2の成形型46,47より成るブロー成形型Sにおいて、プロテクタ本体1と蓋体2の取付座部12の大部分が含まれるように仮想円筒59を設定し、その中心59aに、ブロー中心P(パリソン18の軸心)を配置する。この成形型Sにおいて、仮想円筒59からはみ出した部分に設けられた鋭角状の張出し部成形部48,49に、パリソン18が流動して形成された張出し部3,4のうち、正面側の張出し部3を軸方向に切開し、背面側の張出し部4の頂部をヒンジ部6とし、ヒンジ部6を回動支点として蓋体2をプロテクタ本体1に対して開閉可能とする。ヒンジ部6が形成される背面側の張出し部4を、ブロー中心Pから最も遠くに配置することにより、その肉厚t4が薄くなり、蓋体2を回動させる操作が容易になる。
(もっと読む)
車両用プロテクタの製造方法及び車両用プロテクタ
【課題】 ブロー成形によって車両用プロテクタを成形するときに、取付座部が破断しないようにすることである。
【解決手段】 第1及び第2の成形型46,47より成るブロー成形型Sにおいて、プロテクタ本体1と蓋体2の取付座部12の大部分が含まれるように仮想円筒59を設定し、その中心59aに、ブロー中心P(パリソン18の軸心)を配置する。エアを吹き込まれることによって膨出するパリソン18は、第1及び第2の成形型46,47において軸心Pから最も近い部分(第2成形型47の窪み部成形突起部56)に至り、その両側に回り込むように膨出する。その後、パリソン18は、第2成形型47における軸心Pから最も遠い部分(頂部成形部57)と、第1成形型46のキャビティの内壁面とにほぼ同時に至る。この結果、ブロー成形された袋状成形体110において、頂部34の肉厚t1と、側壁部25,26の肉厚t2とをほぼ等しくできる。
(もっと読む)
スプレー容器のポンプハウジングの製造方法
【課題】細長い吸引チューブであってもポンプハウジングに一体化された単一部品として製造可能なスプレー容器のポンプハウジングの製造方法を提案すること。
【解決手段】スプレー容器1のポンプハウジング6の射出成形時に、同時に、吸引チューブ形成用のプリフォーム11を一体形成しておき(射出成形工程ST1)、プリフォーム11を加熱し(加熱工程ST2)、当該プリフォーム11を所定の延伸率で延伸することにより(延伸工程ST3)、細長い吸引チューブ8を射出成形品のポンプハウジング6に一体形成している。別個に射出成形した吸引チューブをポンプハウジングに差し込み固定する作業が不要となり、吸引チューブがポンプハウジングの吸引口から外れるという不具合も発生しない。射出成形に比べて、強度および耐久性の高い吸引チューブを成形でき、長さ、形状の異なる吸引チューブを簡単に成形できる。
(もっと読む)
熱可塑性容器を製造するための型の底部及び得られる容器
本発明は、熱可塑性容器を製造する型の底部と、このように製造された容器とに関する。製造された容器(1)は、軸X−X’とほぼ同軸に延在する凹状周壁部(6)を有する基部(4)であって、この凹面が壁部(6)すべてに沿って0でない曲率を画定する、基部と、軸X−X’とほぼ同軸に延在する管状周壁部(8)を形成する環状領域(7)であって、軸X−X’と上記壁部(8)との間の横断する径方向距離が、軸X−X’と上記基部(4)の凹状周壁部(6)に沿う任意の点との間における横断する径方向距離よりも長い、環状領域と、基部(4)と環状領域(7)との間における接続領域を形成する肩部(9)と、を備える。上記環状領域の深さは、環状領域(7)の直径の0.5%から2%の間、好ましくは1%から1.5%の間の範囲、特に1.2%であり、基部(4)の高さは、5mmから15mmの間にある。 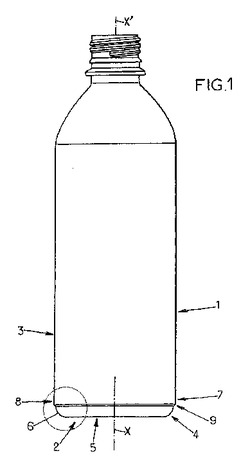 (もっと読む)
(もっと読む)
熱可塑性容器を製造する型についての型の底部、及びこのような底部が設けられた少なくとも1つの型を備える成形装置
本発明は、ブロー成形または延伸ブロー成形によって容器、特にボトルを製造する型についての型底部(13)に関し、上記容器は、本体部と、王冠形状をなす周辺基部(15)を備える容器底部(14)と、を有し、周辺基部は、内側から中央領域(16)に接続され、中央領域は、容器底部(14)の中心軸(Y)回りで等距離に周方向で配置された複数の径方向突出部と交互に配置された複数の径方向押印部(17)からなる。容器底部(14)の中央領域(16)を成形するため、型底部(13)は、型底部の軸(X)について周方向に等距離で配置されかつ軸(X)についてほぼ径方向で延在する複数の径方向突出枝部(19)と、枝部(19)が接続される側方壁部(21)を備える中央幹部(20)と、前記枝部を互いに周方向で分離する角張った部分を形成する中間部(22)と、を備える。型底部(13)は、径方向突出枝部(19)それぞれが傾斜面の形態をなす上側部分(23)であって湾曲部の少なくとも2つの曲点(24、25)を有して中央から周辺に向けて降下する上側部分(23)を有することを特徴とする。  (もっと読む)
(もっと読む)
熱可塑性樹脂製容器の製造方法及び製造装置並びに当該製造方法及び当該製造装置で製造された容器
本発明は熱可塑性樹脂製容器(13)の製造方法に関する。押し出し成形されたプラスチックチューブ(3)は金型に導入される。可動金型部(5、7、9)は、金型開放位置に移動する。容器の本体部(18)の移行部及び容器の底を成形する金型部(7)が閉じられる。容器の底は溶着される。チューブ(3)に作用する圧力勾配によってチューブ(3)は膨らんで金型部(5、7、9)の内壁に押し付けられる。成形された容器(13)を金型から取り出すために金型部は金型開放位置に移動する。容器の底は、容器の本体部(18)を軸方向に延長させるボウル状底部(19)の形をとる。容器の本体部(18)内に突き出る底部隆起部を形成するために、底部は容器(13)の内部に裏返される。  (もっと読む)
(もっと読む)
カップ状容器
【課題】 カップ状容器をスタックした際における、上位の容器と下位の容器との、径方向からのぶつかりを無くすことにより、スタック部による適正なスタック動作を得て、多数の容器のコンパクト収納効率を低下させることなく、良好な分離可能状態を維持することを目的とする。
【解決手段】 2軸延伸ブロー成形されたカップ状容器であって、下端部にスタック部7を形成した胴筒部6と口筒部2との間に、テーパ角が大きい首筒部5を設け、首筒部5のテーパ角を、容器1をスタックした際に、下位の容器1と上位の容器1との間に、径方向に隙間bを形成する値に設定することにより、適正なスタック状態と、各容器1のスタック状態からの円滑な分離を可能とする。
(もっと読む)
破断開口容易な容器およびその製造方法
【課題】レーザーの照射により弱化部が形成されるポリエステル樹脂製の破断開口容易な容器について、内容物を充填・密封するための充填口を、樹脂を白化させることなく、容器が安定して自立できるように、容器本体の底部に形成する。
【解決手段】周辺部分が接地面21aとなる容器本体の底部21で、内容物を充填するための充填口6を、接地面21aよりも容器内方に凹んだ底部21の中央部分に形成し、充填口6の先端面を、接地面21aと略平行な平面に形成し、充填口6の先端面にシート状の蓋板7を貼着して、容器を正立させた状態で、充填口6の先端面に貼着された蓋板7が接地しないようにする。
(もっと読む)
射出延伸ブロー成形のためのプリフォームの設計
射出延伸ブロー成形法において使用するためのプリフォームと、その製造方法がこの明細書で述べられている。このプリフォームは、ネック内径およびネック外径を有するネックと、ボディ内径およびボディ外径を有するボディを概ね含み、ボディ内径とボディ外径は側壁を形成し、ボディ内径はネック内径の少なくとも80%である。このプリフォームは、遷移点においてボディ上に配置され、エンドキャップ深さと遷移点半径を含んでなり、エンドキャップ深さが遷移点半径よりも大きいエンドキャップをさらに含む。 (もっと読む)
高温充填用容器
本発明は、PET容器の製造および高温充填方法に関し、次のステップ:
a)ブロー成形され得るPETプリフォームを用意すること;
b)容器を形成するために金型のキャビティ内でプリフォームをブロー成形すること;
c)金型キャビティから容器を取り出すこと;
d)容器に液体を充填し、その温度は80℃より高いこと;
e)漏れ防止の態様で容器をシールすること;
f)容器を殺菌および冷却すること;ならびに
g)容器を収縮させること、
を含み、次の特徴:
−ステップa)において、テレフタル酸に基づくコポリマーからなるPETプリフォームが使用され;
−ステップa)において、プリフォームの少なくとも1部分は110℃より高い温度である;
−ステップb)で使用される金型の温度は、65℃以下である;
−ステップg)の間、容器は、収縮を創り出し、容器の容量を減少させるために、容器の少なくとも1部分において、1〜5秒間、600〜1000℃の温度に加熱される、
を有する。本発明は、さらに上記の方法を用いて得られた容器に関する。
(もっと読む)
41 - 60 / 162
[ Back to top ]