
Fターム[4F208AG23]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 一般形状、構造物品(用途物品優先) (3,312) | 部分(細部) (766) | 端部(上下部、頭底部、前後部) (245)
Fターム[4F208AG23]の下位に属するFターム
フランジ部を有するもの (83)
Fターム[4F208AG23]に分類される特許
61 - 80 / 162
積層板およびその製造方法
【課題】見栄えの向上を図ることのできる積層板を得る。
【解決手段】2枚の熱可塑性樹脂性の板部6,7の端部同士が溶着されるとともに、ブローピン24を内部に差し込み圧縮空気を注入してブロー成形された本体部4Mを備える積層板4であって、前記本体部4Mの側壁部4aに、前記ブローピン24の差込穴19aを設けた。
(もっと読む)
バリ除去構造を備えた中空体およびそのバリ除去方法

【課題】バリ切断部位に加わる切断刃の荷重による変形歪みが周辺に波及するのを防止し、開口部の寸法精度を大きく向上させることができるバリ除去構造およびそのバリ取り方法を提供する。
【解決手段】ダクト1は、ブロー成形された樹脂製の中空体の不要部分であるバリ2をブロー成形後に切断するバリ除去構造を備えた中空体である。ダクト1のバリ切断部位4には、それに沿って少なくともバリ2側または製品側(本体部分側)に撓み抑制構造5を備えている。ダクト1のバリ切断部位4に沿ってバリ2側に備える撓み抑制構造5は、補強リブを構成する1つまたは2つ以上の凹部6で構成されている。
(もっと読む)
深絞り容器成形方法
本開示は、少なくとも一つの成形凹み(例えば、ブリスター)を持つ、単位容量包装物(特に、薬剤投与剤形の単位用量包装物)用の成形物品を製造する工程を示す。特定の実施形態において、この工程の第一のステップは、第一プランジャーを該押し抜き機開口部に打ち込んで該フィルムに一次外形を形成する(該外形は成形凹みの少なくとも100%そして最大150%の深さを有する)工程に関する。第二の段階は、第二プランジャーを該一次外形に、該一外形の深さよりも浅い深さに打ち込んで、該第二プランジャーは、該一次外形と実質的に同一の面積比を有する成形凹みに異なる幾何学的形状を形成する工程に関する。 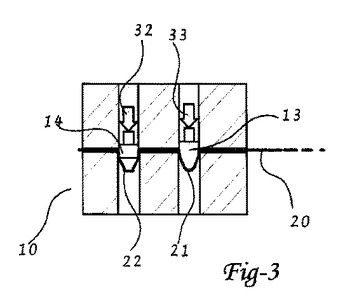 (もっと読む)
(もっと読む)
容器、金型、および製造方法
【課題】複数容器を縦方向に連結するともに、側面方向の凹部と凸部とをはめ込むそれぞれの容器をブロー成形する場合に、接続されたそれぞれの容器の側面の頸部の雄ねじ部と、底部に設けた雌ねじ部との相対角度の変動を抑制する。
【解決手段】底部、その底部に立設された筒状の側壁、およびその筒状の側壁を先端部で絞り外面に雄ねじ部を設けた頸部を有し内容物を収容する収容部と、底部に埋め込まれ、雄ねじ部に適合する雌ねじ部を有し、雄ねじ部の構成を含む他の容器の頸部をねじ入れ可能な受容部と、を備える。頸部の雄ねじ部下端から底部方向の位置には、円周形状の一部を欠いた適合溝付きつば部がさらに設けられ、受容部は、円筒形の上端を閉塞する天井部を有し、天井部の少なくとも内壁には段差が形成され、その段差に適合する段差を有する支持台に載置されたときに円筒形の中心軸周りの回転を阻害するようにすればよい。
(もっと読む)
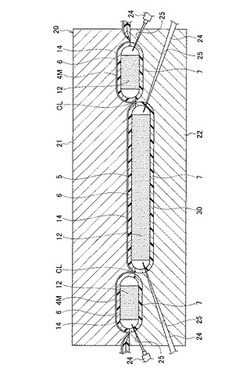
ブロー成形品の穿孔方法とブロー成形用金型
【課題】ブロー成形用金型内でブロー成形品に良好に孔を形成することのできる穿孔方法を提供する。
【解決手段】ブロー成形用金型10を閉じて軟化状態のパリソンP1をブロー成形用金型で挟むと共に、中実部71を孔形成用刃部41で孔形成用刃部の受け部51に押し付けて、一方の型11の孔形成用刃部41と他方の型31の孔形成用刃部の受け部51間で中実部71に薄肉部74を形成し、次にパリソンP1内にエアーを吹き込んでパリソンP1を賦形し、パリソンP1の冷却硬化後、孔形成用刃部41を前進させると共に孔形成用刃部の受け部51を後退させることにより、孔形成用刃部41と孔形成用刃部の受け部51間の薄肉部で破断させて中実部71に貫通孔を形成する。
(もっと読む)
バリ取り器およびバリを除去する方法
【課題】
解決しようとする課題は、ブロー成形品の薄バリは作業者の手作業によってナイフにより削ぎ落とす必要があるが一度ではなかなか削ぎ落とせないという点である。
【解決手段】
ほぼ平行に取り付けられた前刃と後刃を具有するバリ取り器の該前刃と該後刃を該薄バリに同時に軽くあてがい、該ブロー成形品上を滑らすように動かすことで該前刃が該薄バリに引っ掛かって該薄バリを引っ張るようになり、さらに、該前刃と該後刃との間のクリアランスBに位置する該薄バリ5には該前刃11に引っ掛けられて引っ張られることで張力が生じており、そこへ該後刃12を該張力方向に交差する方向に押し込んで容易に該薄バリ5に切り込ませることにより前記課題を解決した。
(もっと読む)
樹脂容器の製造方法
【課題】延伸された樹脂シート材を用い、成形した容器に深い嵌り合いの嵌合部を形成することができ、樹脂シート材の持つ透明性と耐熱性を損なうことなく成形が行える樹脂容器の製造方法を提供する。
【解決手段】凹型6と凸型7の嵌り合い成形隙間を、成形に用いる延伸された樹脂シート材Aの厚みと同等以上に設定し、加熱した凹型6と凸型7間に樹脂シート材Aを投入し、凸型7のプラグ9でこの樹脂シート材Aを凹型6内に押し込んで蓋容器3にプレス成形した際、蓋容器3の曲がり形状に該当する部分の樹脂シート材Aを、凸型7の空気孔11から付加した圧力空気で凹型6に押し付け、同時に凹型6の真空孔12で吸引することにより曲がり形状を成形する。
(もっと読む)
ブロー成形ボトル、ブロー成形用金型及びダイレクトブロー成形法
【課題】ガラス小瓶の様な質感を呈し、底部の肉厚に偏りのない小型ボトルを、ダイレクトブローにより、安価に提供する。
【解決手段】割金型10,20は、ボトルの角部をピンチオフラインとする様に二分割され、キャビティ12,22には、二等辺直角三角形断面のボトル側面形成面14,24、ボトル側面形成面14,24に内接する半円を軸方向に2mm延長した窪みとして形成されたボトル底面形成面15,25、ボトル側面形成面14,24の角部16,26及び分割面11,21とボトル底面形成面15,25との間を面取り角度45度でつないだ面取り部17,27が形成されている。
(もっと読む)
合成樹脂製容器をブロー成形する方法
【課題】直径方向に相当な長さに渡って延在するピンチオフ痕(24)をその全体に渡って消失させ、底部にピンチオフ痕を残留させることなく合成樹脂製容器をブロー成形することができる方法を提供する。
【解決手段】ブロー工程と同時に或いはブロー工程の後又は前に、パリソン(22)内に矯正マンドレル(42)を挿入し、このマンドレルに装備されている矯正手段(60a、60b)をパリソンのピンチオフ痕に沿って延在する形態に展開させてパリソンのピンチオフ痕に押圧し、これによってパリソンのピンチオフ痕を矯正する矯正工程を遂行する。
(もっと読む)
共射出成形用のホットランナー装置
【課題】多層成形体を構成する複数の樹脂を樹脂の種類毎の成形温度範囲内で加熱でき、また、マニホールドブロックの熱膨張差による樹脂漏れを防止できる共射出成形用のホットランナー装置を提供する。
【解決手段】ステム40の進退によりゲート35を開閉し、複数の樹脂A、Bを順次射出して多層成形体を製造するための共射出成形用のホットランナー装置70において、樹脂供給部から供給される樹脂A、Bが通過する樹脂通路15、25が、加熱手段18、27を備えるマニホールドブロック10、20に設けられ、該マニホールドブロック10、20はステム40の軸線の進退方向に連なって樹脂A、Bの種類毎に複数設けられてなることを特徴とする共射出成形用のホットランナー装置70。
(もっと読む)
合成樹脂製ボトルの製造方法
【課題】底部が十分に延伸され、また、胴部の減圧変形を防止することが可能であって、更に、自立補助具を用いることなく充填ラインにおける安定した自立搬送が行える合成樹脂製ボトルを容易に製造することができる合成樹脂製ボトルの製造方法を提供する。
【解決手段】金型15に取付けたプリフォームの内部に内圧を付与し、内周壁部12及び傾斜部8を接地部11よりも下方に膨出させる。次いで、胴部3及び底部4に付与した内圧を維持し、内周壁部12を胴部3内方に向かって立ち上げつつ傾斜部8のテーパ形状を維持して傾斜部8及び底部中央部9を接地部11よりも上方に押し上げる。次いで、底部4の押し上げ状態を維持して高い内圧を胴部3及び底部4に付与し、胴部3及び底部4を金型15の内面に密着させる。
(もっと読む)
積層剥離ボトル口筒部の係止片の成形方法
【課題】 外側層の切除工程、係合フランジ成形工程において、ボトルの位置決めがずれても、不良品が発生しないようにしたボトルの成形方法を提供すること。
【解決手段】 係止片の形成方法として、積層剥離ボトルの口筒部の加工方法であって、ボトルの口筒部より上方に拡径され、円錐状に延びる突出部を有する積層剥離ボトルをブロー成形し、次いで、突出部を、一定の高さにカットし、カットされた突出部から口筒部上面の位置で外側層をカットして切り取り、次いで、残された内側層を、外方に折曲げ、口筒部上面と周面に接合させて係止片を形成するようにしたことを特徴とする。
(もっと読む)
包装用容器
【課題】耐熱・耐油性と液漏れし難い特性を有する安価な包装用容器の提供。
【解決手段】フィラーとポリプロピレン系樹脂を含有する組成物からなる基材層(A)の両面にポリオレフィン系樹脂からなる外層(B)を積層した熱成形用シートを熱成形して得られる容器本体と、容器本体と内嵌合または内外嵌合する蓋とからなり、容器本体の蓋の嵌合部と密接する部分の密接する側のポリオレフィン系樹脂層(B1)の厚みが少なくとも13μm以上であり、容器本体内面の表面粗さRyが10μm以下であることを特徴とする包装用容器。
(もっと読む)
インモールドラベル付き容器
【課題】 容器本体の安定した内容物収納能力を維持したまま、容器に所望する剛性を付与することにより、容器の剛性を低下させることなく、一つの容器を成形するのに要する合成樹脂材料量を、大幅に低減させることを目的とする。
【解決手段】 合成樹脂シート7から熱成形された、口鍔部5付きカップ状の肉薄な容器本体1の胴部2に、剛性の大きい筒状の厚紙ラベル6を、脚部を形成する形態で、インモールド法により貼着して外装組付けし、厚紙ラベル6の剛性を容器の剛性として効果的に作用させる。
(もっと読む)
圧力容器及びその製造方法
【課題】 合成樹脂製ライナー材で形成される中空容器と口金部材または補強材層との接着力を向上させ、気密シール性が高められた圧力容器及びその圧力容器を簡単な工程かつ経済的に製造できる製造方法の提供。
【解決手段】 合成樹脂製ライナー材で形成された中空容器と、該中空容器の外層に設けられた補強材で形成された補強材層とを有し、かつ少なくとも1つの口金部材を有する圧力容器であって、該合成樹脂製ライナー材は、接着性樹脂100〜0.5重量%と熱可塑性樹脂0〜99.5重量%とを含んでなる圧力容器圧力容器及びその製造方法による。
(もっと読む)
圧力容器及びその製造方法
【課題】 圧力容器及びその製造方法に関し、さらに詳しくは、合成樹脂製ライナー材で形成される中空容器の内側壁と口金部材との接着力を向上させ、気密シール性が高められた圧力容器及びその圧力容器を簡単な工程で経済的に製造できる製造方法の提供。
【解決手段】 合成樹脂製ライナー材で形成される中空容器と、その中空容器の外層を被覆して補強材で形成される補強材層とで構成されてなり、かつ少なくとも1つの口金部材を有する圧力容器であって、該中空容器の外層に設けられた接着剤層を介して中空容器と補強材層とが接着または溶着されている圧力容器及びその製造方法による。
(もっと読む)
圧力容器及びその製造方法
【課題】 合成樹脂製ライナー材で形成される中空容器の内側壁と口金部材との接着力を向上させ、気密シール性が高められ、口金部の回転防止等の諸問題が解決された圧力容器及びその圧力容器を簡単な工程で、かつ経済的に製造できる製造方法の提供。
【解決手段】 合成樹脂製ライナー材で形成された中空容器と、該中空容器の外層に設けられた補強材で形成された補強材層とを有し、かつ少なくとも1つの口金部材を有する圧力容器であって、該口金部材には線刻および/または溝部が設けられ、その線刻および/または溝部を埋没するように接着剤による接着剤層が形成され、該接着剤層を介して中空容器と口金部材とが接着または溶着されている圧力容器及びその製造方法による。
(もっと読む)
内容物添加パック及びその製造方法
【課題】構造が簡単で、添加物を容器内に簡単且つ衛生的に混注することができる内容物添加パックを提供する。
【解決手段】弾性変形容易なパック本体2内に栓体3が固着されて添加物Mを収容する収容空間aが画成され、前記栓体3には、封止部材4により開封可能に密封されたノズル3Cが設けられている。使用に際しては、封止部材4を開封して栓体3に設けられている係合部3Bを飲料水等の液体が入った容器の口部に装着した後、パック本体2の底壁2Aを指で押すことによって収容空間aの内圧を上昇させると、その圧力でノズル3Cを通してパック本体2内の添加物Mが容器内の液体に混注される。
(もっと読む)
把手付き容器とその製造方法
【課題】容器本体の底部に把手部材を一体化してなる把手付き容器において、比較的簡単な構成のもとに把手部材を確実に容器本体に一体化することのできる構造を持つ把手付き容器とその製造方法を提供する。
【解決手段】2軸延伸ブロー成形体からなる容器本体1の底部12に凹部13を形成し、その凹部13にインサート成形により一体化された把手部材2を有し、この把手部材2の容器本体1の凹部13に密着する密着部位に、容器本体1の中心軸に対応する位置を含んで当該中心軸方向に貫通する孔21bを形成し、その孔21bの内周部と当該密着部位の外周部の双方に、容器本体1を形成する樹脂が巻き込むことによって容器本体1に把手部材2が一体化された構造とすることで、把手部材2が容器本体1から外れることを防止するとともに、孔21bの存在により、2軸延伸ブロー成形工程において延伸ロッドによる押圧力が把手部材2に作用することを防止する。
(もっと読む)
ブロー成形ボトル用プリフォーム
【課題】ボトル底部の一部に下方に膨出する反転凹入自在の延伸された膨出部を備えたPETボトルに好適に用いることができ、樹脂の使用量を削減してしかも十分な強度を有するPETボトルを形成することができるプリフォームを提供する。
【解決手段】プリフォーム5は、胴部16の重さ(W)とボトル1の容量(V)との関係を示す関係式W=aV+bに基づいて当該関係式における傾きaを0.025〜0.03の範囲とし且つ切片bを1〜4の範囲として、胴部16の重さ(W)を設定し、胴部16の長さ寸法(L)とボトル胴部3乃至膨出状態の膨出部10の最下端の長さ(H)とがL≦H/2.3の関係を満たし、胴部16の長さ寸法(L)とボトル1の容量(V)との関係を示す関係式L=cV+dに基づいて当該関係式における傾きcを0.064とし且つ切片dを21〜31の範囲として、胴部16の長さ寸法(L)を設定する。
(もっと読む)
61 - 80 / 162
[ Back to top ]