
Fターム[4F208AG23]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 一般形状、構造物品(用途物品優先) (3,312) | 部分(細部) (766) | 端部(上下部、頭底部、前後部) (245)
Fターム[4F208AG23]の下位に属するFターム
フランジ部を有するもの (83)
Fターム[4F208AG23]に分類される特許
81 - 100 / 162
広口カップ容器の製造方法および製造装置、並びに一次成形中間体の製造方法
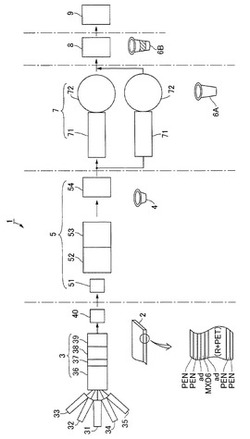
【課題】所望の特性を備えた広口カップ容器を二軸延伸ブロー成形により製造すること。
【解決手段】広口カップ容器の製造装置1は、多層シート押出し製造ライン3において多層シート2を製造し、プリフォーム製造ライン5において多層シート2に対して打ち抜き圧縮同時成形を行うことにより、広口カップ容器製造用のプリフォーム(一次成形中間体)4を製造する。多層シート2の層構成、構成樹脂を適切に選択することにより、広口カップ容器に要求される各種の特性を付与可能なプリフォーム4を得ることができる。ブロー成形容器ライン7では、プリフォーム4を二軸延伸ブローして、広口カップ容器6Aを製造する。
(もっと読む)
インジェクションブロー成形瓶およびその金型

【課題】有底状の成形瓶、特に底部における耐衝撃性をさらに強化した成形瓶、およびその成形瓶を形成する金型を提供することを課題とする。
【解決手段】本発明は、有底略筒状のインジェクションブロー成形瓶であって、該成形瓶はポリフェニルサルホン樹脂からなり、該成形瓶の底部外面壁が、外周側から底部中心に向かって緩やかな球面状に底上げされた凹部を形成するとともに、該球面状凹部の中央部表面から上部に向かって同心円状の中央沈降部が形成されており、さらに該同心円状の中央沈降部の外側に、同心円状の凸状内側外輪部を介して環状の外側沈降部が形成されており、かつ該成形瓶の底部内面壁は、凹凸がない滑らかな球面を形成していることを特徴としている。また、本発明は、上記成形瓶を製造するための金型を提供する。
(もっと読む)
ブロー成形容器
【課題】 ブロー成形された積層剥離プラスチック容器の底部の、食い切り成形された底シール部における底リブを構成する一対のリブ片の耐剥離強度を、充分に高めることにより、積層剥離プラスチック容器の底割れの発生を強力に防止し、良好な使用状態を安定して維持することを目的とする。
【解決手段】 ブロー成形された積層剥離プラスチック容器1の底部7の底シール部14を、一対のリブ片15を重合圧着した底リブ16で構成し、底リブ16に、一方のリブ片15から他方に食い込む食い込み部17を複数設け、この食い込み部16の穴面部分に、底面と一体に膨出部18を設け、食い込み部16の穴面に角部16aを設けて、食い込み部16の穴形状を複雑化して耐底割れ強度を高める。
(もっと読む)
合成樹脂製容器の口筒部
【課題】 口筒部の上端面に形成されるUPI法による切断痕への指先等の接触を口筒部の形状により抑制することを技術的課題とするものであり、もって安全で、安心して使用できる合成樹脂製容器を低コストで提供することを目的とする。
【解決手段】 押出しブロー成形による容器の口筒部において、この口筒部の上端面を、上端面の内側周部に比較して外側周部を段差状に僅かに下位に位置させた形状とし、ブロー成形時に、ブロー成形割金型に挟持されるパリソンの上方からプラグを押し込んで、内側周部の外周縁部分で、この割金型とプラグにより構成される喰切り部により口筒部の上端面上方の不要部分を切断除去したものとする。
(もっと読む)
レトルト処理済みが確認可能な熱可塑性樹脂容器及びその容器の製造方法
【課題】レトルト処理した飲食品収納熱可塑性樹脂容器において、高価な部材や設備を必要とせずに簡易な手段によりレトルト処理済みを確認し管理することができ、レトルト処理温度を履歴したのみではなくレトルト処理を所定どおりに受けたことを確認でき、消費者も商品がレトルト処理済みかを容易に確実に確認できる、レトルト処理済みの確認手法を開発する。
【解決手段】熱可塑性樹脂により形成したプリフォームを延伸ブロー成形して容器を製造する際に、2段ブロー成形を行い、急冷手段により容器の一部に未延伸又は低延伸部分が生じるように延伸ブローして容器を成形し、容器内に収納物を収納密封後のレトルト処理加熱により未延伸又は低延伸部分を白化部となすことによって、レトルト処理済み確認部分を形成する。
(もっと読む)
シート成形方法、シート成形金型及びシート成形方法により製造された容器
【課題】プラスチックシート素材を成形して、内周面にアンダーカット部を有する成形品を成形する技術において、その型再現性を良好にする。
【解決手段】シート成形金型10は雌型12と雄型14とから構成され、雄型14は、成形品の内周面形状の一部に該当する形状を有するコア本体16と、該成形品のアンダーカット部に該当する形状を有しコア本体16に対して型開閉方向及び径方向に移動可能なスライドコア18とを有する。コア本体16とスライドコア18には、それぞれ互いに摺接可能なカム面16a、18aが形成され、該カム面16a、18aは雌型12の方に向うにつれて外径方向に向かう傾斜面となっている。雌型12と雄型14との間にシート素材を挿入させた後、型を閉めて、コア本体16及びスライドコア18と雌型12とを接近させると共に、カム面16a、18aを利用して、スライドコア18をコア本体16に対して外径方向に移動させることにより、スライドコア18によってアンダーカット部を付形する。
(もっと読む)
プリフォーム及びその加熱方法
【課題】プリフォームの少なくとも延伸される部分を温度差なく均一に延伸ブロー成形に適した温度まで高温短時間で加熱することができる薄肉プラスチックボトルを生産するプリフォームを提供する。
【解決手段】ネックリング部3と胴体部4の接続部に突起6を設けるとともに、胴体部4をプリフォームの中心軸に対してほぼ同心円となる円筒部とし、また底部5をなだらかな曲線で構成された半球状として、胴体部および底部の厚みをほぼ均一とし、さらに、キャップ嵌合部2の頂面部の厚みを1.5〜1.8mm、ネックリング部の基部の断面厚みを3.0mm以上とする。
(もっと読む)
無菌充填包装体の製造方法、及びその装置
【課題】包装体の製造工程における成形、充填、密封のサイクルタイムを短くすることができると共に、包装体の成形時に無駄になるパリソンの量を低減することのできる、無菌充填包装体の製造方法、及び製造装置を提供する。
【解決手段】ダイヘッド2から下方に連続的に押し出されるパリソンPに対して、パリソンPの押出速度と同期させて金型5を下降させながら、無菌状態で内容物が充填された包装体Aを製造する。この際、パリソンPの押出速度を、押出速度の小さい低速域から押出速度が大きい高速域に途中で変化させ、低速域において、包装体Aの容器本体A1をブロー成形する工程、前記容器本体A1へ内容物を充填する工程、ならびに、当該容器本体A1を密封する各工程を行う。
(もっと読む)
プレス成形品の成形方法並びに成形金型
【課題】プレス成形後のトリムカット処理を前提としたプレス成形品の成形方法並びに成形金型であって、プレス成形後のプレス成形品の脱型を円滑に行なわせる。
【解決手段】成形上型30と成形下型40とからなるプレス成形金型20を使用して、プレス成形品50を所要形状に成形する際、端材予定箇所にロケート用キャップ51を成形するために成形上型30にピン32を設置するとともに、その両側にプランジャ33を下方向に押圧するようにバネ付勢した状態で設け、プレス成形品50の脱型時、ピン32とプレス成形品50との抵抗が生じても、プレス成形品50をプランジャ33により下方向に押圧して、プレス成形品50の貼り付きを防止する。
(もっと読む)
表皮付き中空成形品およびその製造方法
【課題】 表皮末端が貼着される中空成形品の外縁に分割金型のコンプレッションにより中実状の突出部を形成するとともに、突出部を表面壁の外縁の全周にわたって形成することで、エアの圧力に因らず金型の型締め圧力により表皮末端部分の形状を形成し、成形性の良好な表皮付き中空成形品を得る。
【解決手段】 表皮付き中空成形品1は、熱可塑性プラスチックからなる表面壁2および裏面壁3を有する中空成形品本体5と、表面壁2に一体に貼着された表皮6からなる。中空成形品本体5の外縁に側面壁より外方へ張り出した突出部12を形成して、表皮6の末端を突出部12に一体に貼着する。突出部12は略平坦な表面壁2の外縁の全周にわたって中実状に形成されている。
(もっと読む)
合成樹脂製ボトル
【課題】ボトル内部の減圧に対応する容量変化が小とされていても、脚部の座屈強度を確実に向上させることができる合成樹脂製ボトルを提供する。
【解決手段】底部4を、脚部6と、胴部3内方乃至胴部3外方に向かって凹凸反転自在の反転傾斜部7と、底部中央部8とにより構成する。脚部6に、周方向に所定間隔を存して複数の凹部13を設ける。各凹部13間により複数の下方突出部14を形成し、下方突出部14の下端面を接地面9とする。
(もっと読む)
延伸ロッド及びブロー金型
【課題】、首曲がりボトルの延伸ブロー成形において、芯ずれ、極端な偏肉を防止する為に、延伸されたプリフォームを延伸ロッドとブロー底型の間に挟持しながらブロー成形を可能にする延伸ロッドとブロー金型を提供すること。
【解決手段】 延伸ロッドに曲折可能部を設け、さらに曲折部分を元の直棒に戻す為の円筒を組み合わせた構造の延伸ロッドにする事と、ブロー型の開閉を,製品型の首下部を中心に首曲がり方向に回転してなす構造にする事によりプリフォームの挟持をより確実のものとした。
(もっと読む)
真空成形用樹脂シート
【課題】広がった開口部がシート本体の切断位置の内側に入り込んでしまうことを防止すると共に、最も大きく変形する部位の肉厚変化を十分に抑制することができる真空成形用樹脂シートを提供すること。
【解決手段】成形型に倣わせて押圧及び吸引された後に所定形状に切断されるシート本体2と、このシート本体2に設けられて吸引した際に広がる開口部3とを備えた真空形成用樹脂シート1であって、開口部3は、シート本体2の切断位置Sよりも外側であって、成形時に最も大きく変形する部位Aから最も大きな張力のかかる方向Xに沿う位置を避け、且つ、その近傍位置に設けられている。
(もっと読む)
熱可塑性材料プリフォームの吹き込み成型または引き抜き吹き込み成型とその底からなる中空体
【課題】熱可塑性材料の吹き込み成型あるいは引き抜き吹き込み成型により得られる空洞体底であって、【解決手段】この底には横断方向支持面ならびにこの横断方向支持面の両側に、横断方向外側縁(7)、ならびに低結晶度材料のパッチ(12)を含んだ横断方向中央部分(11)付きの凹面内側仕切壁が含まれると同時に、この底には、該横断方向外側縁(7)の近傍に達するもののこの横断方向外側縁(7)自体には届かない外側縁(13)を有する補強リブ(1)が含まれ、これらの補強リブ(1)は該横断方向中央部分(11)の近傍に達するもののこの横断方向中央部分(11)自体には届かない内側縁(14)を有し、該横断方向支持面は補強リブ(1)により遮断される区間(6a,6b,6c,6d,6e)から形成され、この中空体底(4)にはさらにその末端部分(24)が隣接するものの底の外側縁(7)には届かない刻み目(2)が含まれ、該刻み目(2)の基端部分(25)は該横断方向支持面に接するようになるもののこの横断方向支持面には姿を見せない。 (もっと読む)
インモールドラベル付き合成樹脂製容器
【課題】 インモールド法によりラベルを貼着するブロー成形において、膨張するパリソンやプリフォームとラベルとの間に空気溜りが形成されないようにすると共に、胴部が薄肉であってもラベルの貼着によるヒケの発生を効果的に抑制することを課題とする。
【解決手段】 ブロー成形によるインモールドラベル付き合成樹脂製容器において、容器本体の円筒状の胴部の外周長の略半分で、該半分を超えない横幅を有する紙製基材からなる2枚のラベルを、この2枚のラベルの側端部が重ならない範囲で、胴部の略全周に亘ってインモールド成形により貼着したものとする。
(もっと読む)
熱可塑性材料によるプリフォームの吹き込み成型または吹き込み引き抜き成型により得られる中空体底ならびにこれからなる中空体
熱可塑性材料のプリフォームの吹き込みあるいは引き抜き吹き込みにより得られる中空体底(2)であって、この底(2)には、横断方向支持面(4)ならびにこの横断方向支持面(4)の両側に、横断方向外側縁(5)と低結晶度材料のパッチ(11)が含まれる横断方向中央部分(10)付きの凹面内側仕切壁が含まれ、このパッチはプリフォームの注入地点に相当し、この底(2)には、底(2)の外側縁(5)の近傍に達する外側縁(12)を有する補強リブ(1)が含まれ、これらの補強リブ(1)は該横断方向中央部分(10)の近傍まで達するもののこの横断方向中央部分(10)には届かない内側縁(13)を有し、該補強リブ(1)はその外側縁(12)からその内側縁(13)までラッパ状に口が拡がる。 (もっと読む)
合成樹脂製ボトル及びその製造方法
【課題】ボトル内部の減圧度合いに応じてボトルの内圧を適切に調整することができ、製造コストを低減して胴部の減圧変形を確実に防止することができる合成樹脂製ボトル及びその製造方法を提供する。
【解決手段】底部4に、胴部3の下端に連設された接地面10を有する脚部7と、脚部7に包囲された領域に形成されて胴部3内方乃至胴部3外方に向かって反転自在に傾斜する傾斜部8と、傾斜部8に包囲された底部中央部9とを設ける。傾斜部8の外周縁に沿って外周ヒンジ部11を設ける。傾斜部8の内周縁に沿って内周ヒンジ部12を設ける。傾斜部8の外周ヒンジ部11と内周ヒンジ部12との間に傾斜部8を屈曲自在とする中間ヒンジ部13を設ける。
(もっと読む)
プラスチック製容器およびこれを用いた吐出装置
【課題】容器本体の肉厚を薄くし、一部分の厚肉部を厚くして必要な強度などを確保でき、成形も容易なプラスチック製容器を提供すること。
【解決手段】ボトル10の容器本体11を構成する溶融樹脂のメルトフローレート(MFR:g/10min.)に対する厚肉部12を構成する溶融樹脂のメルトフローレート(MFR:g/10min.)の比(厚肉部のMFR/容器本体のMFR)を1.0を越え60未満の範囲とする。
これにより、パリソン成形のための樹脂量やパリソンの径、あるいはパリソンの全周に厚肉部を必要としない場合も含めて一部分に厚肉部を設ける場合にパリソンの成形を可能とすることができると同時に、これを用いたブロー成形も可能とするようにしている。
(もっと読む)
樹脂一体成形体の製造方法
【課題】発泡部位を有している樹脂の一体成形体であり、しかも、容器胴部のような部分が選択的に発泡されて発泡領域となっており、且つ容器口部のような強度や寸法安定性などの特性が要求される部位が選択的に発泡されていない非発泡領域となっている樹脂一体成形体を製造する方法を提供する。
【解決手段】熱可塑性樹脂の一体成形体を成形し、次いで一体成形体にガスを含浸せしめ、得られたガス含浸成形体を、部分的に選択的に加熱することにより、含浸されたガスによっての気泡の生成による発泡を選択的に行い、発泡領域と非発泡領域とを有する樹脂一体成形体を製造する。
(もっと読む)
エンジン用燃料タンク
【課題】給油に際しての燃料の溢れ現象を防止できる燃料タンクを提供する。
【解決手段】燃料タンク9はタンク本体13と給油口14とから成っている。給油口14はタンク本体13とは別体に製造されており、インサート成形法によってタンク本体13に接合されている。給油口14にはフランジ33aを備えたフィルター33が装填されており、給油口14の内周面に、給油口14の軸方向に延びる通気溝38が複数条形成されている。通気溝38はフィルター33におけるフランジ33aの外側において上下に開口しており、このため、タンク本体13の空気の逃げが良好になって給油に際しての燃料の溢れを防止できる。
(もっと読む)
81 - 100 / 162
[ Back to top ]