
Fターム[4F208AG23]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 一般形状、構造物品(用途物品優先) (3,312) | 部分(細部) (766) | 端部(上下部、頭底部、前後部) (245)
Fターム[4F208AG23]の下位に属するFターム
フランジ部を有するもの (83)
Fターム[4F208AG23]に分類される特許
121 - 140 / 162
ジョイントブーツの製造方法

【課題】外周面と内周面とが異形状である大径側取付部を有するジョイントブーツを精度良く製造する。
【解決手段】大径側取付部2の製品形状をなす第1部分12と、小径側取付部4の製品形状をなす第2部分13と、両者を連結する第3部分14とからなるパリソン15を射出成形し、その後、第3部分をブロー外型51で覆い、気体を噴射してブロー外型に第3部分を押し付けて蛇腹部5をブロー成形する。パリソン15の内周側を支持する支持体16は、第1部分が外嵌する下側嵌合部20と、第2部分が外嵌する上側嵌合部22と、第3部分により囲まれる中間部21とからなり、下側嵌合部20の外周面20aに弾性体からなるシールリング90を設け、型締めにより第1部分12の内周面12aをシールリング90に圧接させてシールする。
(もっと読む)
取付け部材を有する発泡樹脂中空成形体の製造方法および取付け部材を有する発泡樹脂中空成形体

【課題】車輌用エアコンダクトなどに使用できる強度が十分に確保された取付け部材が一体に形成された発泡樹脂中空成形体を提供する。
【解決手段】 軟化状態にある発泡樹脂パリソン6を、開閉可能な分割型金型(1,1)内に配置し、該発泡樹脂パリソン6を金型で挟み込んで発泡樹脂パリソン内に気体を吹き込んで発泡樹脂中空成形体を製造する方法において、分割型金型の閉合に伴って発泡樹脂パリソンの少なくとも一部を、成形される発泡樹脂中空成形体の外壁面より外側に突出させ、該突出部61を重ね合わせて押し潰すことにより、密度が0.5g/cm3>以上であり、且つ坪量が該発泡樹脂中空成形体の本体部の坪量の2倍を超える平坦部を有する取付け部材7を形成する。
(もっと読む)
レゾネータ
【課題】
解決しようとする課題は、溶着バリにより導伝管の導伝管有効内径が狭まり、レゾネータの固有音響周波数f0が小さくなってしまうので、該溶着バリを後加工にて処理する必要があるという点である。
【解決手段】
熱可塑性樹脂のブロー成形による共鳴箱と一体の導伝管の端部に該導伝管の径を太くする向きに広がる段部を設け、熱可塑性樹脂製の吸気管の溶着座に設けられた導伝穴の外周部と該段部の縁部とを溶着してなるレゾネータを提供することにより前記課題を解決した。
(もっと読む)
熱可塑性エラストマー成形品の製造方法及びブロー成形用金型
【課題】 不良品か否かの判別を外観検査により容易に行うことを可能とする熱可塑性エラストマー成形品の製造方法及びブロー成形用金型を提供する。
【解決手段】 射出成形によりパリソン15を成形する射出成形工程と、パリソン15をブローアップして成形品を成形するブロー成形工程と、を有し、射出成形時に端部12を形作り、ブロー成形時に胴体部を形作る熱可塑性エラストマー成形品の製造方法において、端部12における胴体部との境界付近12Xで、ブロー成形用金型50の内壁面51との間のクリアランスSを部分的に大きくしておき、端部12の硬化が不十分な状態でブロー成形が行われた場合には、当該部分を大きく変形させることを特徴とする。
(もっと読む)
内側層が剥離可能な積層容器その成形方法
【課題】 内側層が外側層から簡単に剥離可能にした積層容器において、穿孔手段を用いることなし内側層を損傷させずに大気導入孔を形成可能にした積層容器を提供する。
【解決手段】 熱可塑性樹脂からなる外側層3と内側層4との少なくとも2層構造に形成された中空の積層容器1に於いて、前記積層容器の胴壁部の外側層3とこれに接する内側層4とは容易に剥離可能な積層壁で構成して、前記積層容器1の口頸部2の外周面に形成された蓋体等を螺合するネジ部2aの下方に前記積層壁の間に外の空気を導入可能にする大気導入孔2cを設けると共に、前記大気導入孔形成部の外側層3と内側層4を外方へ突出せしめて、その先端部の外側層部分のみを簡単に切除可能に形成して、積層容器の口頸部の大気導入孔2cの内側層に傷を付けることなしに、大気導入孔を容易に開口可能に構成する。
(もっと読む)
合成樹脂製のブロー成形容器
【課題】成形時に肉ひけを起こすことのない合成樹脂製容器を提案する。
【解決手段】ネックリング2を介して容器の本体部分1に一体的につながり、栓体4を着脱自在に嵌合させるリップ3aを注出端として内容物を注出する口部3を備えた合成樹脂製容器において、前記リップ3aとネックリング2の相互間に、薄肉の筒体6を介してつながり口部3の周りに沿って配置された少なくとも2つの環状体5a、5bを設ける。
そして、該環状体5a、5b、及び該リップ3aには容器の軸心に沿い、かつ、同一の直線上に存在する外縁を形成する。
(もっと読む)
プラスチック製押出ブロー成形注入管
本発明は、各管端部にそれぞれ端口部(7)を有し、各端口部にはフランジ及び/又は接合対象部材との溶接用の端面(8)が設けられているタイプの特に自動車燃料タンク向けの多層共押出成形品からなるプラスチック製押出ブロー成形注入管(1)に関する。この注入管(1)は、互いに異なる管端部に位置する2つの端口部(7)が共に予め校正された肉厚と内径を有することを特徴とする。 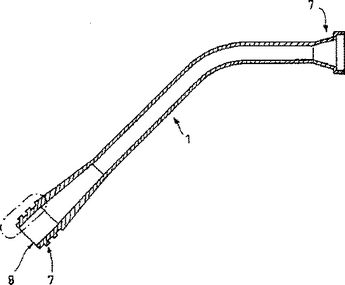 (もっと読む)
(もっと読む)
内装材の製造方法及び金型装置
【課題】 表皮材の巻き込み部を芯材の背面側へ容易に折り返すことができるように表皮材を成形することができる金型装置を提供する。
【解決手段】上型30には、巻き込み部となるべき前巻き込み部6′を成形する副成形部34を形成する。下型20には、凹部24を形成する。凹部24は、副成形部34と対応し、かつ芯材2の端部が凹部24の側面を構成するように配置する。下型20の内部には、空気吸引孔25を形成する。空気吸引孔25の一端部は、凹部24に連通させ、他端部は負圧源(図示せず)に接続する。
(もっと読む)
容器壁に成形された内部識別表示を有するプラスチック容器の製造
容器プレフォーム(44)を製造する方法は、雌型表示の形態の少なくとも1つの表面凹部(42)を有する金型コア(34または54)を準備するステップと、プレフォームがコアの少なくとも1つの凹部によって形成された内部隆起表示(32)を有するように、プレフォームをコアの周りに成形するステップと、を含む。プレフォームを、好ましくは引き続いて、ブロー成形して、内面に隆起表示を有する容器(20)を形成する。この容器の内面の隆起表示は、容器が真正であることを確かめるために、容器の外側から見ることができる。本開示の様々な実施形態によれば、内部隆起表示は、容器の底壁(24)、側壁(25)、肩部(26)および/またはネック部(28)にあってもよい。容器(20)、容器プレフォーム(44)および容器プレフォームを成形するための金型コア(34、54)も、また、開示する。 (もっと読む)
熱可塑性エラストマー成形品及びその製造方法
【課題】 製造時の変形を抑制し、製品形状の安定化を図った熱可塑性エラストマー成形品及びその製造方法を提供する。
【解決手段】 射出成形により成形されたパリソン15がブロー成形されることで得られる熱可塑性エラストマー成形品10であって、射出成形時に形作られる筒状の端部12と、射出成形後のブロー成形時に形作られる、屈曲可能な蛇腹形状の胴体部11と、を有する熱可塑性エラストマー成形品10において、端部12と胴体部11との間に、射出成形時に端部12と胴体部11との間の熱伝導を抑制する、薄肉かつ筒状の熱伝導抑制部(筒状部14)を備えることを特徴とする。
(もっと読む)
最適なプラスチック分布状態のブロー成形容器の製造システム及び方法
容器の形成方法であって、パリソンを受け入れるステップと、キャビティを備えた金型でパリソンを包囲するステップと、パリソンをこの金型内でインフレートさせてキャビティのところに可動領域を備えたブロー成形容器を形成するステップとを有する。この方法は、ブロー成形容器を充填する前に可動領域を再位置決めするステップを更に有する。  (もっと読む)
(もっと読む)
プラスチック製ボトル容器の予備成形体とそれにより製造されたボトル容器
【課題】 ブロー成形後の製品にマーカーが生じることや、ブロー成形時に穴が開いて漏れが生じることを防止できる予備成形体を提供する。
【解決手段】 プラスチック製ボトル容器の延伸ブロー成形に用いる口頸部を備えた有底筒状の予備成形体であって、前記予備成形体が、前記予備成形体の底部からプラスチックを注入する射出成形によって成形されたものであり、前記プラスチック注入部であるゲート部を、前記予備成形体底部の曲面より深く、直線的に切除する。
(もっと読む)
容器及びその製造方法
【課題】加熱原理を利用して、容器の所定箇所に自由なパターンで厚みを変化させリブ又は模様の形状を形成した容器、及び特別な金型や素材などを要することなく、容器の所定箇所に自由なパターンで厚みを変化させリブ又は模様の形状を形成することのできる容器の製造方法を提供すること。
【解決手段】合成樹脂製の容器素材20に、所定パターンの導電性膜を形成して成形素材とし、導電性膜を誘導加熱して成形素材を加熱した後、成形素材を所定形状に塑性変形させて、前記所定パターンに応じて厚みを変化させた容器10とする。
(もっと読む)
オーバーモールドされた容器およびその製造および使用の方法
【課題】改善された視覚的特性および触覚的特性を提供し、革新的なパッケージング設計を可能にし、改善されたグリップ性および断熱性を提供することができるオーバーモールドされた容器およびその製造方法。
【解決手段】容器はポリマーのリサイクル流に最小限の影響しか与えずに、コスト効率の良い方法で作ることができる。容器を作る方法は、PET共重合体などの熱可塑性ポリマーを含む容器プリフォームを提供するステップと、プリフォームの少なくとも一部上にエラストマー材料をオーバーモールドして、オーバーモールドされたプリフォームを形成するステップと、オーバーモールドされたプリフォームをブロー成形してオーバーモールドされた容器を形成するステップと、を含む。一実施形態においては、オーバーモールドされた容器は飲料容器である。
(もっと読む)
部品包装用トレー及びその製造方法
【課題】多段に積み重ねた場合の積み重ね荷重を安定性よく支えることができ、かつ輸送途中の衝撃や振動によって収納された部品がトレーに強く当接した場合の緩衝効果にすぐれる部品包装用トレーを提供する。
【解決手段】熱可塑性樹脂の発泡シートより成形され、少なくとも1つの収納凹部3を有し、収納凹部3に部品bを収納した状態で多段に積み重ねることができる包装用トレー1で、積み重ねのためのスタック部5を有するものにおいて、スタック部の少なくとも上面部5aと下面部5bを、収納凹部3の部分に対し0.1(g/cc)以上の密度差をつけて高密度に成形する。
(もっと読む)
プラスチック容器とその成形用金型装置、その成形方法
【課題】 自立安定して載置でき、内底部中央に内溶液を集めることで押出ポンプ式ディスペンサーによって内溶液の全部を汲み上げできるようにする。
【解決手段】 底部周縁部を折り返して自立接地可能にリブ部Pと、リブ部P上端から底面中心部に向かって擂鉢状に傾斜し、該リブ部Pの高さよりも浅くした傾斜底面部Qとを有し、押出ポンプ式ディスペンサーの導管を傾斜底面部Qの最低中心部に臨むようにしたブロー成形によるプラスチック容器を形成する。成形用金型装置1は、成形品形状のキャビテイを有する二つ割の金型を備えたものとし、相互の移動ストロークを異ならしめた一定の拘束運動のもとで互いに連動して昇降可能とする昇降手段5によって環状のリブ部形成用金型3、擂鉢状の傾斜底面部形成用金型4それぞれを、左右一対の胴部形成用金型4の底部側の開口部12側に嵌挿配置して構成する。
(もっと読む)
グローブ成形装置
【課題】張り出し部の転写不良を防止できる真空成形によるグローブ成形装置を提供する。
【解決手段】筒状の真空ボックス1と、この真空ボックス1内で密閉を保ちつつ軸方向に可動とした上型2と、前記真空ボックスの下面開口縁付近において前記上型の下面周縁部と対向配置された割型3、3とを備えるとともに、前記上型の周縁部付近において前記割型の上面と対向するように下面に開口した真空引き用の吸引孔4を設けたグローブ成型装置において吸引孔4の上部(4a)に対して下部(4b)を相対的に広幅の大空間容積とする。
(もっと読む)
ブロー成形法
【課題】 従来の2層状中空成形品の成形法では、内層樹脂と外層樹脂の厚さ比が任意に調整できない、広範囲での厚さ比がとれない、厚さの変化個所のシャープ性などをコントロールし難いものであった。
【解決手段】 内層樹脂用流路4と外層樹脂用流路6とを上下方向に摺動可能な筒状摺動マンドレル3を介在させて形成し、この筒状摺動マンドレル3を上下方向に摺動させることにより、内層あるいは外層樹脂の流入を高精度で、短時間に増加あるいは減少させて、内層および外層のいずれか一方の層の肉厚を徐々に薄肉状に、かつ他方の層の肉厚を徐々に厚肉状に成形する構成とした。これにより、内層樹脂と外層樹脂の厚さの比を任意に調整でき、広範囲での厚さの比を変化することができ、かつ厚さの変化箇所でのシャープ性をコントロールすることができる。
(もっと読む)
プラスチック製真空タンク及び耐外圧中空体。
【課題】 真空引きによる外圧に対し十分に耐久性を有するプラスチック製真空タンク1を得る。
【解決手段】 プラスチックのブロー成形による略円筒状の周壁を有する胴部2と、その両端の略球面状に湾曲した周壁を有する鏡板部3,4からなる。胴部2はその軸方向の複数箇所において周壁が全周的に内径側に絞られた補強部6を備え、補強部6の間では周壁が全周的に外径側に膨出している。この補強部6の奥に補強用インサートとして金属製パイプ21が配置され、補強部6の周壁が金属製パイプ21の外径側を除くほぼ全周を抱き込み、補強部6内に支持している。真空吸引時に胴部2に大気圧が掛かったとき、その大気圧による荷重はリブPaを介して金属製パイプ21に受け止められる。
(もっと読む)
伸張された容器ネジと製造方法
本体(24)および少なくとも1つの雄ネジ(38)を設けた首部(36)を有する
プラスチック容器(40)を製造するインジェクション型成形工程又は圧縮型成型工程を有し、本体(24)および少なくとも1つの雄ネジ(38)を設けた首部(36)を作製するステップと、同時又はそれ以前に、収納容器の本体を形成するためにプラスチック予備成形物を型成形するステップと、収納容器の型成形を行った後に、又は以前に、インジェクション成型型又は圧縮型を拡大し、少なくとも一つのインジェクション成型または圧縮成形されたプラスチック予備成形首部を成形するステップとを有するプラスチック容器の成形方法。好適な実施の形態においては、首部は容器本体がブロー成形された後に拡大される。本発明は細い首を有する容器又は容器首部を広い口部をプラスチック容器又は収納容器を拡大するために適用されうる。  (もっと読む)
(もっと読む)
121 - 140 / 162
[ Back to top ]