
Fターム[4F208AH26]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 用途物品 (1,866) | 車両(←軽車両)部材 (434) | 車両用内装材、クッション(←座席) (126)
Fターム[4F208AH26]に分類される特許
101 - 120 / 126
車両用内装部品製造方法及び装置
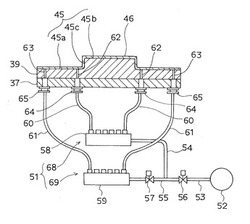
【課題】開口部の周囲などの形状不良を防止し得るようにする。
【解決手段】型39にセットした表皮材46を真空引回路51で真空吸着することにより表皮材46を型面45の形状に賦形する車両用の内装部品32の製造方法であって、型面45を重要度に応じて複数の部位に分類すると共に、真空吸着を、重要度の高い部位から順番に多段に行わせるようにしている。
(もっと読む)
ボード体

【課題】各キャップ、及びキャップシート全体の強度向上を図るとともに、各キャップの肉厚分布の均一性を高め、自動車用内装材としての機能を有効に発揮し得るボード体を提供する。
【解決手段】各キャップBC1の外径Dに対して、各キャップBC1の高さ寸法Hを0.35D〜0.45D、各キャップBC1のアール部BC1rの曲率半径Rを0.075D〜0.125D、ロール本体X21の円周方向に沿って隣接するキャップBC1間の離間寸法P1を0.9D〜D、及びロール本体X21の巾方向に沿って隣接するキャップBC1間の離間寸法P2を1.1D〜1.25Dに設定した。
(もっと読む)
ラセン状針状突起を有する立体構造物およびその製造装置
【課題】 樹脂シートの片面または両面に、細くて高い多数の針状突起が形成される立体構造物において、圧縮力に対して柔軟に変形し、圧縮力が除かれると元の形状に戻り易い立体構造物とその製造装置に関する。
【解決手段】 樹脂シートの片方の面または両面に、多数の針状突起が形成されている立体構造物において、この針状突起がラセン状に捻れていることを特徴とする、ラセン状針状突起を有する立体構造物、および、針状型が孔開き押さえ板へ嵌入していく際に、針状型又は孔開き押さえ板の孔の周辺部の少なくとも片方が回転するように構成さているラセン状針状突起を有する立体構造物の製造装置。
(もっと読む)
表皮材、内装部品、および放熱車体構造
【課題】日射透過層に破裂や凹みなどの外観不良を招くことなく真空成形することができ、車室内空気への熱伝導および輻射熱を低減するという所期の目的を十分に達成し得る表皮材を提供する。
【解決手段】表皮材1は、最表層から順に日射透過層10、外気と通じている空間保持層20、および受熱層30が積層され、真空成形法によって部品形状が付与される。空間保持層中の空間が表皮材単位面積当りに占める容積、と定義される「空間保持層の空間容積(m3/m2)」を、0.40×10−4m3/m2以上、40×10−4m3/m2以下、好ましくは、0.40×10−4m3/m2以上、8.0×10−4m3/m2以下に設定する。
(もっと読む)
防音成形品を生産するプロセス
本発明は、質量/ばね構造の騒音に対する防音成形品を生産する方法に関する。前記質量(4)は少なくとも深い延伸工程を経、他の領域と異なる単位面積当たりの重量を有する局部的に限定された少なくとも一つの領域(5)を有する。深い延伸工程後、二成分ポリウレタン発泡体または混紡不織布のような弾性軽量材料から成るばね層が被覆される。前記質量(4)の局部的に異なる単位面積当たりの重量は、粒状物(3)のベース質量層(1)への局部的に異なる量および/または厚みでの被覆によって達成され、前記粒状物(3)は、焼結により、それ自体、また、ベース質量層(1)に固着する。深い延伸後、延伸の程度とは独立して、所望の質量(4)の単位面積当たりの重量が達成される。前記粒状物(3)は、局部的に必要とされる量と厚みで薄い軽量の裏地層上に被覆することもできる。  (もっと読む)
(もっと読む)
表皮のトリムカット用金型
【課題】芯材表面に表皮を真空成形により一体貼着し、表皮のトリムカットラインに沿ってカット処理する表皮のトリムカット用金型において、カット刃のカット性能を高める。
【解決手段】表皮12のトリムカットラインに沿ってカット処理するトリムカット用金型20は、芯材11をセットする真空吸引機構を備えた成形下型30と、カット刃43を備えた上型40とから構成され、カット刃43に対応する成形下型30には、カット用溝部36が開設され、このカット用溝部36は、成形下型30の型面から上方に隆起する隆起部37に沿って開設され、表皮12のカット刃43によりカットする際、表皮12にテンションが加わり、カット用溝部36内に表皮12が引き込まれることを回避する。また、隆起部37の表面に滑り止め用ラバー層38をコーティング処理することでカット性能をより高めることができる。
(もっと読む)
自動車用内装部品及びその製造方法
【課題】自動車用内装部品及びその製造方法であって、軽量化及びコストダウンを図るとともに、外周端末部の見栄えを向上させ、かつ端末処理作業を簡素化する。
【解決手段】ツートンタイプのドアトリム10におけるドアトリムアッパー(積層構造体)20は、軽量でかつ保形性を有する発泡樹脂基材21と、その内面側に一体化される樹脂リブ22と、発泡樹脂基材21の表面に積層される加飾材23とから構成する。従って、軽量な発泡樹脂基材21を使用するとともに、樹脂リブ22での投影面積の軽減化により、軽量化、コストダウンを図る。また、成形金型40のキャビティの外周に潰し用段付きブロック44を配設し、発泡樹脂基材21の成形と同時にフック状の巻込み用折曲片26を形成し、成形後、巻込み用折曲片26について、単一の折曲操作を行なうことで端末処理を完了させる。
(もっと読む)
自動車用内装部品
【課題】発泡樹脂基材とその裏面側に一体化される樹脂リブとからなる積層構造体を全体、あるいは一部に採用した自動車用内装部品において、製品の意匠面凸部の外観性能を高めるとともに、剛性を強化する。
【解決手段】ドアトリム10は、ドアトリムアッパー(積層構造体)20とドアトリムロア(樹脂単体品)30とから構成されている。ドアトリムアッパー20は、軽量でかつ保形性を有する発泡樹脂基材21と、その内面側に一体化される樹脂リブ22との積層構造体から構成され、発泡樹脂基材21に形成されるシャープなハイライト線等の意匠面凸部20aの成形時、成形下型42の溝部424において、意匠面凸部20aに対応する箇所は、溝幅が狭く、かつ溝深さが浅いR部対応溝部424aを設定することで、発泡樹脂シートSがR部対応溝部424a内に落ち込むことがなく、意匠面凸部20aを精度良く成形できる。
(もっと読む)
表皮型内成形方法及び表皮一体成形品の製造方法
【課題】 成形不良の発生を抑えて高い歩留まりを実現することが可能な表皮型内成形方法及び表皮一体成形品の製造方法を提供する。
【解決手段】 表皮一体成形品10の製造方法は、基材11の表面に沿って表皮材12を一体成形する成形工程と、成形工程後の表皮材12の端部を基材11の周縁に沿って切除するトリミング工程とを備える。成形工程では、下型30bの上に基材11及び表皮材12を順にセットした後、真空引きにより表皮材12を下方に押し付けながら、金型30を型閉めする表皮型内成形方法が実施される。該成形方法では、下型30bのクリップ座32,36と、基材11の裏面の係止爪17,19とよりなる位置決め手段により、基材11の表面が下型30bに対して高さ方向に位置決めされている。トリミング工程では、係止爪17を治具のクリップ部に係合させることにより、基材11が治具に対して高さ方向に位置合わせされている。
(もっと読む)
折り返し装置及び折り返し方法
【課題】 表皮材の突出部を容易かつ短時間に、かつシワ等が生じることなく折り返すことができるようにすること。
【解決手段】 基材42上に表皮材43を重合させてなる成形天井材41を支持するための支持台11と、成形天井材41が支持台11上に支持された状態において、表皮材43の基材42からの突出部43aを基材42の端部が内包されるように折り返すための折り返し部材16とを備える。折り返し部材16を、昇降可能でかつ基材42に対して進退可能な第1把持部材22と、その第1把持部材22上に支持され、第1把持部材22との間に表皮材43の突出部43aを把持可能な第2把持部材23とにより構成する。第1把持部材22には、前進位置で下降することにより、基材42を内包した状態の表皮材43の突出部43aを基材42に対して押し付けるための押し付け面26を形成する。
(もっと読む)
成形型,成形装置及び成形方法
【課題】 型面に段差部を有する成形型によりシート状のワークを成形する際に、ワークが段差部の外周付近で無理に引き伸ばされて、亀裂等の成形不良が発生するおそれを防止することができる成形型及び成形装置を提供する。
【解決手段】 シート状のワークWを成形するための成形型12において、型面12a上の段差部12bにおけるワークWの成形代が確保されるように、成形前においてワークWを弛ませておくための成形代確保構造14を設ける。この成形代確保構造14として、段差部12bの近傍において、バネ18により突出位置に配置されるとともに、型閉じに伴って没入されて型面12aの一部を形成する入れ子型16を設ける。
(もっと読む)
合成樹脂シート及び合成樹脂シートの絞り成形方法
【課題】熱板式真空圧空成形において、印刷された合成樹脂シートの印刷面に熱板の通気孔跡が発生することが無く、また絞り成形性が低下することが無い印刷された合成樹脂シート及び合成樹脂シートの絞り成形方法を提供する。
【解決手段】絞り成形金型11上にセットした印刷された合成樹脂シート15の印刷面を、金型11の通気孔11aからの圧空押し付けと、熱板の通気孔17aからの真空吸引とにより熱板17に圧着させて該シートの加熱を行なった後、熱板17の通気孔17aから噴出される高温圧空と金型11の通気孔11aからの真空吸引により絞り成形するようにした熱板式真空圧空成形において、前記シートの印刷面に通気孔跡が生じることの無い硬度と、合成樹脂シートの絞り成形性を低下させることの無い伸び特性を併せもったインキによって該合成樹脂シートが印刷され、且つ絞り成形される。
(もっと読む)
樹脂製パネルおよびその製造方法
【課題】 発泡体に補強材を保持させていて補強材の位置決めが的確にでき、ガタツキ防止や成形収縮による変形を起こすことがない樹脂製パネルを提供する。
【解決手段】 樹脂製パネル1は、表壁2と裏壁3および表壁2と裏壁3を繋ぐ周囲壁4からなる中空二重壁構造である。樹脂製パネル1の周囲壁4にはその全周に溶着部7を有する。中空部5内には中空部5内の空間と略同一形状に予め成形された熱可塑性樹脂からなる発泡体8を内装する。発泡体8は樹脂製パネル1の表壁2と裏壁3の内壁面に溶着されている。発泡体8には補強材9、9を配置するための収容部10、10が形成されている。補強材9、9は長尺状である。補強材9、9の両方の端部と周囲壁4との間には発泡体8が介在している。
(もっと読む)
加飾シート、熱成形体および加飾積層構造体
【課題】
深みのあるメタリック感に優れ、かつ熱成形性に優れる加飾シートを提供する。
【解決手段】
光輝材およびポリプロピレン系樹脂を含むポリプロピレン系樹脂組成物からなる光輝層(A)と、ポリプロピレン系樹脂からなり、前記光輝層とは異なるクリア層(B)とを含み、前記光輝層(A)およびクリア層(B)が隣接して積層されてなる加飾シートであって、前記光輝層(A)に含まれるポリプロピレン系樹脂が、プロピレン/ブテン−1ランダム共重合体および/またはプロピレン/エチレン/ブテン−1ランダム共重合体である加飾シート。
(もっと読む)
内装材の製造方法及び金型装置
【課題】 表皮材の巻き込み部を芯材の背面側へ容易に折り返すことができるように表皮材を成形することができる金型装置を提供する。
【解決手段】上型30には、巻き込み部となるべき前巻き込み部6′を成形する副成形部34を形成する。下型20には、凹部24を形成する。凹部24は、副成形部34と対応し、かつ芯材2の端部が凹部24の側面を構成するように配置する。下型20の内部には、空気吸引孔25を形成する。空気吸引孔25の一端部は、凹部24に連通させ、他端部は負圧源(図示せず)に接続する。
(もっと読む)
加飾用積層シ―ト及び被覆成形品の製造方法
【課題】 表面層を有する加飾用成形シートであって、成形直前の高温加熱により硬化反応が進行しすぎず、成形時の伸び率が高く(真空成形法で300%以上の展開倍率を有する。)、得られる被覆成形品の外観や表面光沢に優れる加飾用積層シートを提供する。
【解決手段】 表面層(A)と透明又は半透明の熱可塑性樹脂層(B)とインキ層(C)と支持基材層(D)とがこの順に積層された加飾用積層シートであって、前記表面層(A)は、2級水酸基を含有し酸価が1.0(KOHmg/g)以下でありガラス転移温度が30〜100℃の熱可塑性樹脂と、ポリイソシアネート化合物とを含有し、イソシアネート反応率20〜80%の範囲で半硬化させた層である加飾用積層シート、及び、金型表面に前記加飾用積層シートを密着させる際のシート温度が100℃以上である被覆成形品の製造方法。
(もっと読む)
シートパッド補強布の製造方法及び製造装置
【課題】成型が容易でかつ成型後の加工等に手間のかからない、また材料のロスが少ないシートパッド補強布の製造方法及び製造装置を提供すること。
【解決手段】外面から内部空間26に連通する複数の通気孔25を備える型20に、荒裁ちされた不織布シート1Bを固定する。その後、型20に固定された不織布シート1Bをカバー材40によって覆うことで、型20とカバー材40とにより閉塞空間41を形成し、不織布シート1Bを加熱する。不織布シート1Bを加熱した後に、通気孔25を介して閉塞空間41から空気を排気することで、不織布シート1Bを型20の外形に沿った形状に加工する。不織布シート1Bを加工した後に、カバー材40を外し、不織布シート1B(シートパッド補強布1)を型20から取り外す。
(もっと読む)
加飾体貼着木目込み方法及びその装置
【課題】 加飾体の周縁部より内側を木目込みする場合においても、加飾体を容易に木目込むことができると共に加飾体を成形体に確実に貼着することができる加飾体貼着木目込み方法及びその装置を提供する。
【解決手段】 加飾体と該加飾体の周縁部より内側に木目込み溝が形成された成形体の少なくとも一方に接着剤を塗布する工程と、木目込み刃が貫通し、且つ、昇降可能にされた下型に前記加飾体を保持させる工程と、該下型に対向して配設され、且つ、昇降可能にされた上型に前記成形体を保持させる工程と、該上型を下降させて前記木目込み刃により前記成形体の木目込み溝に前記加飾体の一部を押し込んで木目込む工程と、該木目込み終了後、前記下型を上昇させて前記加飾体を前記成形体に押圧し、該成形体に加飾体を貼着する工程と、を有する。
(もっと読む)
表皮付き内装品及びその成形方法
【課題】 基材表面が部分的に露出した表皮付き内装品を簡単に得る。
【解決手段】 基材3に複数の吸引用細孔を貫通形成するとともに、基材3表面の各細孔から外れた領域でかつ基材3端縁部を除く領域に多数の微細な凸部15及び凹部17の集合からなる粗面領域13を形成する。プレコート表皮材9を真空引きにより各細孔から吸引して粗面領域13を除く領域では基材3表面に全面接着させているとともに、粗面領域13においてはプレコート表皮材9が剥ぎ取り可能なように各凸部15先端にのみ部分的に接着させてプレコート表皮材9と基材3との間に密閉された多数のエア溜まり19を形成する。
(もっと読む)
車両用内装パネルおよびその製造方法
【課題】 表皮シート末端の過度な引き延ばしによるシワ、破れ等が生じることなく強固に固着され、外観の良好な車両用内装パネルおよびその製造方法を提供する。
【解決手段】 車両用内装パネル1は、裏壁3の一部を表壁2に向けて突出させて表壁2の裏面に一体に溶着された中空部4を隔離する直線状のヒンジ部7を有する。表壁2と裏壁3を繋ぐ周囲壁5にはパーティングライン8が形成される。パーティングライン8は、略直線状の部分8aとヒンジ部7の近傍において表壁2側へ近接した部分8bからなる。表壁2には、樹脂シートに目付重量が250g/m2以下の不織布を接着した表皮シート9が一体に貼着されている。表皮シート9はその末端が周囲壁5に形成されるパーティングライン8に沿って固着される。樹脂シートの表面には立体模様10が現出されている。
(もっと読む)
101 - 120 / 126
[ Back to top ]