
Fターム[4F208AR06]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 調整制御量(制御の対象) (972) | 温度、熱量 (251)
Fターム[4F208AR06]に分類される特許
201 - 220 / 251
プリフォーム用の保持治具および熱結晶化処理設備
【課題】 第2の輻射熱源を配設することなくコア部材により口筒部の内側からも安定して加熱でき、コア部材の抜き出し性に優れたプリフォーム保持治具および熱結晶化処理設備の開発を課題とし、もって生産性の高い口筒部熱結晶化処理工程、そして寸法精度に優れた耐熱性の口筒部を有する容器を提供することを目的とする。
【解決手段】 2軸延伸ブロー成形用PET系樹脂製のプリフォームを装着して、このプリフォームの口筒部を熱結晶化処理するために使用する保持治具において、基体と、この基体に中心軸に沿ってプリフォームへの挿入が可能に起立配設した支持軸体と、この支持軸体に断熱部材を介して配設され、口筒部に挿入されてこの口筒部の熱収縮変形を規制するコア部材を有し、基体と支持軸体で熱導体を形成し、この熱導体を介して、プリフォームの内側から熱を外部に放散させて、プリフォームの温度の制御が可能に構成する。
(もっと読む)
加飾用積層シ―ト及び被覆成形品の製造方法
【課題】 表面層を有する加飾用成形シートであって、成形直前の高温加熱により硬化反応が進行しすぎず、成形時の伸び率が高く(真空成形法で300%以上の展開倍率を有する。)、得られる被覆成形品の外観や表面光沢に優れる加飾用積層シートを提供する。
【解決手段】 表面層(A)と透明又は半透明の熱可塑性樹脂層(B)とインキ層(C)と支持基材層(D)とがこの順に積層された加飾用積層シートであって、前記表面層(A)は、2級水酸基を含有し酸価が1.0(KOHmg/g)以下でありガラス転移温度が30〜100℃の熱可塑性樹脂と、ポリイソシアネート化合物とを含有し、イソシアネート反応率20〜80%の範囲で半硬化させた層である加飾用積層シート、及び、金型表面に前記加飾用積層シートを密着させる際のシート温度が100℃以上である被覆成形品の製造方法。
(もっと読む)
液晶性ポリマー射出延伸ブロー成形品及びその製造法
【課題】 液晶性ポリマーを利用した、耐熱性、耐薬品性、ガスバリヤ性の高い射出延伸ブロー成形品を提供する。
【解決手段】 20℃/minの昇温速度によるDSC測定で融点が観測されず、ガラス転移温度が100〜180℃である、実質的に非晶質で異方性溶融相を形成し得る液晶性ポリマーを使用し、特定条件で延伸ブローした口部、胴部および底部を有する射出延伸ブロー成形品。
(もっと読む)
圧縮成形方法

【課題】 合成樹脂素材(34)のカッターマークに起因する欠陥の発生が充分に抑制乃至防止される圧縮成形方法を提供する。
【解決手段】
成形型(4)を閉状態にせしめて合成樹脂素材を圧縮成形する前に、合成樹脂素材の表面の少なくとも切断刃(26)が作用した部分をガラス転移温度以上、好ましくは溶融温度以上、に加熱する。
(もっと読む)
ポリエステル容器の成形方法及び成形装置
【課題】成形機からの取り出し時の保形性を損なうことなく、冷却時間の短縮及び冷却ゾーンの小型化を図ることができるポリエステル容器の成形方法及び成形装置を提供する。
【解決手段】 ポリエステル容器を二軸延伸ブロー成形し、ブロー成形された金型内部で熱固定したうえ金型から取り出し、取り出し直後のポリエステル容器10に冷却パイプ12から圧縮空気を吹き付けて冷却することにより、歪みを残した状態で保形させる。冷却は、ポリエステル容器10の胴部外表面温度を、金型からの取り出し温度から0.2〜2秒間で3〜15℃急速に降下させることが好ましい。
(もっと読む)
熱成形用ポリカーボネートシート
【課題】 本発明は、優れた熱成形性を有し、かつ、優れた耐衝撃性を有する熱成形に好適なポリカーボネートシートを提供する。
【解決手段】 粘度平均分子量が24,000〜29,000からなるポリカーボネートシートをガラス転移温度よりも15〜25℃高い温度で8分間加熱したときにシートが一方向に反ることを特徴とする板厚が1.5〜2.5mmの熱成形用ポリカーボネートシート。
(もっと読む)
被成形体を圧縮成形、熱調節、移送及び検査するための装置
所定量のペースト状プラスチックを供給するよう配置する押出手段(2)と、上記所定量を圧縮成形して被成形体(8)を得るよう配置する成形手段(6)を備える成形用カルーセル手段(7)と、上記被成形体を熱的に調節するための熱調節用カルーセル手段(9;109)を含む装置であって;カルーセル手段(11)と、上記カルーセル手段(11)によって支持し、上記カルーセル手段(11)に関して可動にして、被成形体(8)を移動させる搬送ユニット手段(12;101)と、上記被成形体(8)を熱的に調節するよう配置する熱調節手段(13)とを含み、該熱調節手段(13)を上記搬送ユニット手段(12;100)と関連させる装置。 (もっと読む)
透明部材の製造方法及び透明部材の製造装置
【目的】透明樹脂とガラス板の積層透明部材を簡便に得るための製造方法及び製造装置を提供する。
【解決手段】所定の閉空間の一内側面に設けられた成形型上にガラス板を配置し、前記閉空間内において、前記成形型及び前記ガラス板と対向するとともに、前記閉空間を前記成形型が位置する第1の空間と、前記成形型が位置しない第2の空間とに分離するようにして、樹脂シートを配置する。次いで、前記第1の空間及び前記第2の空間内の圧力を大気圧未満の圧力下に設定し、前記樹脂シートを加熱軟化させるとともに、前記第2の空間内の圧力を上昇させ、前記樹脂シートを前記成形型及び前記ガラス板に圧接して、前記ガラス板と前記樹脂シートとが接合してなる透明部材を作製する。
(もっと読む)
熱可塑性樹脂プレス成形型物の製造方法
【課題】 生産性の低下を最小限にできるとともに、転写性に優れ、高品質外観を有する熱可塑性樹脂プレス成形型物が得られる成型方法を提供する。
【解決手段】 熱可塑性樹脂シートをプレス成型する際に、加熱時の金型温度(Th)をプレスする熱可塑性樹脂の熱変形温度より0℃〜100℃高くなるように設定し、冷却後の取出し時の金型温度(Tc)を熱可塑性樹脂の熱変形温度より0℃〜100℃低くなるように設定する(ただしTh>Tc)ことを特徴とする、
高品質外観を有する熱可塑性樹脂プレス成形型物の製造方法。
(もっと読む)
ポリ乳酸系成型品の製造方法
【課題】 汎用樹脂製品と同レベルの生産サイクルで成型可能で、かつ耐熱性、耐衝撃性に優れたポリ乳酸系成型品の製造方法を提供する。
【解決手段】 D体含有率が5モル%以下であるとともに残留ラクチド量が0.1〜0.6質量%であるポリ乳酸85〜97質量%と、単独の引張弾性率が40〜1000MPaの脂肪族ポリエステル樹脂および、または脂肪族芳香族ポリエステル樹脂3〜15質量%とを含有する樹脂成分100質量部と、結晶核剤として平均粒径0.1〜10μmのタルク1〜25質量部とを含む樹脂組成物からなるシートを用いる。このシートを、予め、100〜120℃かつ5〜30秒の条件で、結晶化指標が10〜15J/gとなるように予備結晶化させる。この予備結晶化させたシートを、90〜130℃に加熱された成型金型により、結晶化指標が25J/g以上となるように、賦型および結晶化させる。
(もっと読む)
シート成形用プロピレン系重合体組成物
【課題】剛性、透明性に優れ、成形性の良いプロピレン系重合体シートを生産可能なプロピレン系重合体組成物により、製造する方法及び二次加工成形体を提供する。
【解決手段】下記の成分Aを5〜60重量%、成分Bを40〜95重量%含有する重合体組成物からなるシート成形用プロピレン系重合体組成物。成分A:MFRが0.1〜20g/10分、密度が0.905g/cm3以上、Q値が7以上のプロピレン重合体、成分B:MFRが0.1〜20g/10分、融解温度が110〜155℃で、下記式(1)を満足するプロピレン・α−オレフィン共重合体、 −7.5Cx+146≦Tm≦−7.5Cx+162 (1)[但し、Cxはプロピレン・α−オレフィン共重合体のα−オレフィン含量(重量%)を表す。]
(もっと読む)
生分解性シート及びその製造方法、並びに当該シートを用いた生分解性成型品及びその製造方法
本発明の目的は、生分解性に優れると共に、成形性及び機械的強度も良好で、通気性及び保水性に優れた生分解性シート及び当該シートを用いた生分解性成型品を提供し、しかも簡易かつ経済的な製造方法も提供することである。 生分解性シートは、澱粉質を70重量%以上含有する原料を、温度120〜180℃に保持しつつ成形し、好適には、更にプラスチックを含有するものであり、当該澱粉質及びプラスチックを混練し、当該混練物を押出成形した後、裁断することにより原料ペレットを形成し、該原料ペレットを乾燥させ、その後加熱しつつ均一に混合することにより融解し、当該融解物を温度120〜180℃で、シート状に成形することにより製造される。 また、生分解性容器は、本発明の生分解性シートを、少なくとも1枚積層させ、該シートを加熱して軟化させ、次いで軟化した状態のシートを加熱真空成形または圧空成形することにより得る。 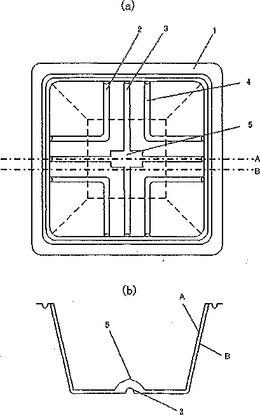 (もっと読む)
(もっと読む)
レトルト対応ポリエステル容器及びその製造方法
【課題】 125℃での1〜50分間処理のような高温長時間の厳しいレトルト殺菌処理の条件下でも、容器の変形や収縮を可及的に生じない、ポリエステル容器及びその製造方法を提供する。
【解決手段】 ポリエステル樹脂により形成したプリフォームを一次金型で二軸延伸ブロー成形して一次成形品となし、一次成形品を加熱収縮させて二次成形品となし、二次成形品を表面処理された二次金型で二軸延伸ブロー成形し、そのまま二次金型内でブロー成形品の表面温度を、210℃を超え250℃以下の温度にてヒートセットすることにより、レトルト対応ポリエステル容器を製造する。
(もっと読む)
熱成形品及びその製造方法
【課題】 本発明は、耐熱性及び耐衝撃性に優れ且つ生分解性を有する熱成形品並びにその製造方法を提供する。
【解決手段】 本発明の熱成形品は、融点Tmが170〜240℃の生分解性芳香族脂肪族ポリエステル系樹脂Aと、融点Tmが100〜130℃の生分解性芳香族脂肪族ポリエステル系樹脂Bとを含む樹脂組成物からなる熱成形用シートを熱成形して得られる熱成形品であって、加熱変形開始温度が150℃を越える温度であることを特徴とする。
(もっと読む)
生分解性シート及びこのシートを用いた成形体とその成形方法
【課題】成形性が良好で、高い金型温度で成形することを必要とせずに、耐熱性の良好な成形体が得られる、生分解性シートを提供すること。
【解決手段】生分解性シートの成形方法は、ポリ乳酸系樹脂75〜25重量%と、ガラス転移温度が0℃以下、融点が前記ポリ乳酸系樹脂のガラス転移温度より高く、ポリ乳酸系樹脂の融点以下であるポリエステル25〜75重量%とを合計で100重量%となるように配合した樹脂組成物から成るシートを、予備結晶化させ、脂肪族系ポリエステルの融点以上、かつポリ乳酸系樹脂の融点未満の温度で成形する。
(もっと読む)
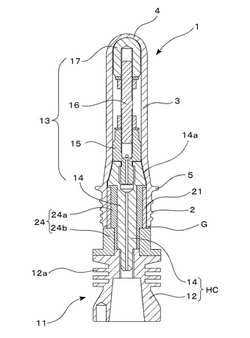
樹脂成形におけるプリフォームの成形装置
【課題】 装置の構成上で避けられないプリフォームの表面温度の温度偏差を解消して、より適切な温度管理を行ってプリフォームを成形することができる技術を開示する。
【解決手段】 射出成形された前記プリフォームを射出成形型から取り出した後に、内部に前記プリフォームを収容する空間を有するとともにプリフォームの軸に垂直な面で複数に分割されて開閉自在な温調ポットによって、前記プリフォームの表面温度を昇温する。温調ポットは、半円筒状の上部温調ポットと、半円筒をさらに2分割した下部温調ポットからなり、2つの下部温調ポットは、リンク機構によってそれぞれ外側に拡開してプリフォームの収容口を形成する。下部温調ポットの少なくとも一方の、2つの半径の交点付近にゲート片を切断するゲートカット刃を設ける。
(もっと読む)
ポリエステル予備成形体の製造方法およびポリエステル延伸成形体の製造方法
【課題】 透明性に優れかつ透明性の変動が少なく、成形時のアセトアルデヒドの生成が抑制され、安定した口元寸法精度を持ち、耐圧性あるいは耐熱寸法安定性に優れた中空成形体用の予備成形体を高速成形により効率よく生産する製造方法およびそれからなるポリエステル延伸成形体の製造方法を提供することを目的とする。
【解決手段】 少なくとも2種の、主としてエチレンテレフタレートを主繰返し単位とするポリエステルを主成分として含むポリエステル組成物を成形して成るポリエステル予備成形体の製造方法であって、前記-ポリエステルの極限粘度の差および水分率の差が、それぞれ、0.05〜0.30デシリットル/グラムおよび1000ppm以下であるポリエステル組成物を乾燥前後のヘイズの増加量が5%未満になるようにして乾燥処理して水分率を100ppm以下とし、次いで、成形機内での溶融樹脂温度が260〜295℃、成形機内での溶融滞留時間が10〜300秒の条件で混練および成形することを特徴とするポリエステル予備成形体の製造方法。
(もっと読む)
波長特異的な熱放射及び処理を行う方法及びシステム
種々の処理目的のために特定の熱赤外線(IR)波長放射又はエネルギーを物品に直接注入するシステムを提供する。そのような目的には、様々な産業、医学、民生又は商用環境において、物品を加熱しその温度を上昇又は維持するか、或いは目標物を刺激することが含まれる。このシステムは、具体的に選択した波長で照射するか或いは放射をパルス化又は注入する能力を必要とするか又はその能力から恩恵を受ける作業に特に適用可能である。システムは、特に、より高速で且つ目標物と接触しない環境で機能するときに有利である。 (もっと読む)
プラスチックボトル容器の製造方法
【課題】
プリフォームを延伸ブローするに際し、過延伸による白化や、局部的な延伸を防止してプリフォーム全体を均一かつ十分に延伸させ、これによって、ボトル全体が均一に薄肉化されたプラスチックボトル容器を製造する。
【解決手段】
有底筒状のプリフォーム1を所定温度で加熱し、延伸ブロー成形することにより、プラスチックボトル容器を形成する延伸ブロー成形方法であって、ブローエアを加熱加圧供給して、延伸過程にある前記プリフォームの過延伸や局部的な延伸が生じ易い部位において、延伸に適した軟化状態を維持させ、無理なく延伸がなされるようにすることで、過延伸による白化や、局部的な延伸を防止してプリフォーム全体を均一かつ十分に延伸させる。
(もっと読む)
加熱ステーションを備え、特には連続運転される熱成形機械を起動する方法、及び、該熱成形機械を停止させる方法
【課題】加熱ステーションを備え、特には連続運転される熱成形機械を起動する方法において、熱形成シートの廃棄分を低減または完全になくすことができるようにする。ここで、停止状態においては遮蔽板(8)が熱源(6)と成形シート(4)との間へと移動している。
【解決手段】成形シート(4)が停止状態から定常の送り速度に達するまでの加速進行過程が一定に定められている。成形シート(4)の送り方向とは逆へと遮蔽板(8)を加熱ステーション(1)から引き離す加速進行過程は、遮蔽板(8)によって遮光されない成形シート領域が、通常運転時の成形シートの滞留時間Dの間に、遮蔽板(8)の送り方向前方端(9)から加熱ステーションの終端にまで送られるように設定される。。
(もっと読む)
201 - 220 / 251
[ Back to top ]