
Fターム[4F208AR06]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 調整制御量(制御の対象) (972) | 温度、熱量 (251)
Fターム[4F208AR06]に分類される特許
101 - 120 / 251
バイオマス由来積層プラスチック成形体及びその製造方法
【課題】密閉されたボトルに掛かる荷重においては変形せず、一方耐衝撃性が高いバイオマス由来積層プラスチック成形体及びその製造方法を提供すること。
【解決手段】ブロー成形された積層プラスチック成形体であって、少なくとも一層の構成成分の25wt%以上がバイオマス由来プラスチックであり、他の層がポリオレフィン樹脂であり、成形後、常温から5〜20℃/分で昇温し、85〜100℃の環境下にて3〜10分保持し、10〜15℃/分で徐冷するアニール処理を行ったことを特徴とするバイオマス由来積層プラスチック成形体。
(もっと読む)
高さが異なる中空突起を有するシート成形体およびその製造装置

【課題】 種々の複雑な形状を有する製品を、製品の凹凸に対応した形状に適合して包装できる中空突起を有するシート成形体およびそれらを効率よく製造する手段に関する。
【解決手段】 樹脂シートの片方の面又は両面に、樹脂シートの一部が変形されることによって多数の中空突起が形成されているシート成形体であって、少なくとも片面にある突起の数の10%以上の中空突起の高さが、15%以上の高さの差を有することを特徴とする、高さが異なる中空突起を有するシート成形体、および高さを異にする針状型により高さを異にする中空突起を有する成型体の製造装置。
(もっと読む)
樹脂製容器の製造方法、及びブロー成形装置
【課題】有底筒状に形成されたプリフォームに、ブローエアーを供給してブロー成形することによって所定の容器形状の樹脂製容器を製造するにあたり、ブローエアーが供給される開口端となるプリフォームの口部が、ブローエアーの熱や圧力などによって変形してしまうのを有効に回避することができる樹脂製容器の製造方法、及びブロー成形装置を提供する。
【解決手段】ブロー成形ノズル1のブローエアー供給口15をプリフォーム2の口部21に気密下に連通させて、プリフォーム2内にブローエアーを供給するとともに、プリフォーム2の口部21の外周面側に冷却媒体を供給する。
(もっと読む)
カテーテル及びその製造
カテーテルは長手方向に延びる本体を含み、同本体は基端及び先端を有するとともに、基端から本体を貫通して先端まで長手方向に延びるとともに折り返して基端まで戻る少なくとも一つの内腔を定義する。例えばガリスタンのようなガリウムとインジウムとの合金である液体金属は内腔に配置される。別の態様において、カテーテルは第一及び第二の内腔を定義する長手方向に延びる本体を含む。電気的に駆動される装置が本体の先端に連結され、第一及び第二の内腔と電気的に連通する。電源が第一及び第二の内腔と電気的に連通し、液体金属が第一及び第二の内腔に配置され、電源と電気的に駆動される装置との間に導電管を提供する。各内腔は本体の基端から先端まで、そして再び基端に戻るループであり得る。 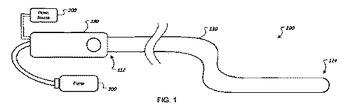 (もっと読む)
(もっと読む)
中空成形体、その成形装置及び方法
【課題】合成樹脂の成形ロスが少なく、ピンチオフ部や有底部分に発生するシワが殆どなく、機械的強度及び耐久性に優れ、容器として広く利用できる中空成形体の成形装置を提供する。
【解決手段】ダイのパリソン押出し出口に隣接し且つパリソン押出し方向に並べて複数のパリソン絞り部材を配設し、複数のパリソン絞り部材の開口を開いてパリソンを押し出し、複数の絞り部材の絞り径がパリソン押出し方向に向かって順次に小さくなるように、複数のパリソン絞り部材の絞り径を制御して、パリソンの底部を成形する。
(もっと読む)
熱成形方法
最終的熱成形品がシート押出し加工流路(縦方向)と横方向に沿って示す収縮率に関して相対的に等方性である熱成形品を製造する方法。この製品の製造をプロピレンの重合をイソ特異的メタロセン触媒を用いて行うことで生じさせたイソタクティックポリプロピレンを用いて実施する。この重合体が示す溶融流れ速度は1−5グラム/10分の範囲内でありかつ溶融温度は160℃以下である。このポリプロピレンの押出し加工を行うことで少なくとも1方向に配向していて厚みが10−100ミルのシートを生じさせる。このシートを135−160℃の温度に加熱した後、熱成形を所望形態の鋳型と接触した状態で行うことで熱成形品を生じさせる。次に、この熱成形品を冷却した後、前記鋳型から取り出すことで最終的製品を得る。 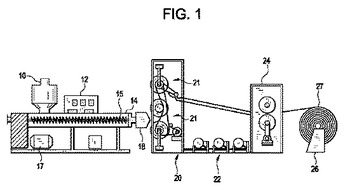 (もっと読む)
(もっと読む)
プラスチック製哺乳瓶、他のブロー成形物品及びそれらの製造方法
本発明は、一般的に、100℃〜130℃の範囲内のガラス転移温度を有するポリマー材料からブロー成形によって製造された哺乳瓶及びその他の物品並びにそれらの製造方法に関する。これらの物品は、沸騰水に曝すことができ、3よりも小さい延伸比と、ポリマー材料のガラス転移温度(Tg)よりも少なくとも20℃高いプレフォーム温度との適切な組合せを使用することによって製造することができる。 (もっと読む)
熱可塑性樹脂複合材料成形品の成形方法
【課題】本発明は、空隙がほとんどなく繊維分散性のよい熱可塑性樹脂複合材料成形品を短時間で成形反りを発生させることなく成形できる成形方法を提供することを目的とする。
【解決手段】補強繊維材料に熱可塑性樹脂材料が偏在する被成形材料を用いて、被成形材料に対する当接部において均一な厚さに形成された一対の成形型体の間に被成形材料を配置し、被成形材料の周囲から内部の気体が排気可能となるように被成形材料の両側から成形型体により挟持して圧接した状態に設定し、成形型体と密着するように当接面が形成された一対の加熱プレス型体の間に成形型体を設置し加熱・加圧処理し、成形型体と密着するように当接面が形成された一対の冷却プレス型体の間に成形型体を設置し冷却・加圧処理することで、補強繊維材料中に熱可塑性樹脂材料を含浸し一体化させ成形する。
(もっと読む)
環状オレフィン樹脂組成物
【課題】環状オレフィン樹脂の柔軟性を制御し、140℃を超える環境で成形可能な環状オレフィン樹脂組成物、これを用いた環状オレフィン樹脂フィルム、環状オレフィン樹脂プリフォーム等を提供する。
【解決手段】Tgが10℃以上異なる2種類以上の環状オレフィン共重合体樹脂を含有する環状オレフィン樹脂組成物であって、50℃における貯蔵弾性率(E’50)に対する120℃における貯蔵弾性率(E’120)の比(E’120/E’50)を0.15〜0.65の範囲にする。
(もっと読む)
ポリ(ヒドロキシアルカン酸)組成物
ポリ(ヒドロキシアルカン酸)とアルキルアクリレートおよび任意選択的にコモノマーに由来する繰り返し単位を有する耐衝撃性改良剤とを含む組成物が開示される。この組成物およびこの組成物を含む物品の製造方法もまた開示される。 (もっと読む)
被成形材の成形方法
複合部品の製造における被成形材を成形する製造方法に関するものである。その方法は、雄型の上に、前記雄型の頂部の上に位置する第1の部位及び該雄型の片側に突き出す第2の部位とを有する前記被成形材と隔壁を載置する工程と、前記隔壁の全域に亘って圧力差を与え、前記圧力差を与える際に前記雄型を超えて前記隔壁を広げることにより、前記雄型の側部に前記被成形材の第2の部位を接触させて次第に変形させる工程を有する。前記隔壁は、該隔壁の平面内で5MPa超の引張係数を有する。任意に、支持膜は、前記被成形材の対向する側部に載置しても良い。支持膜が使用される場合において、前記隔壁は、該隔壁の平面内で、支持膜の平面内における剛性よりも大きい剛性を有する。  (もっと読む)
(もっと読む)
固体状態の気泡熱可塑性樹脂製品をブロー成形する方法
気泡熱可塑性樹脂製品を製造するためのプロセスが開示される。本プロセスは、熱可塑性材料から製造した固体パリソンをある期間の間、高圧において、飽和ガスによって処理して、ガス飽和パリソンを供給するステップと、そのガス飽和パリソンを加熱して、気泡パリソンを作成するステップと、その気泡パリソンを金型の中に設置するステップと、その気泡パリソンに成形ガスを吹き込んで、その気泡パリソンをその金型の形状に膨らませて、造形された気泡製品を供給するステップとを含む。 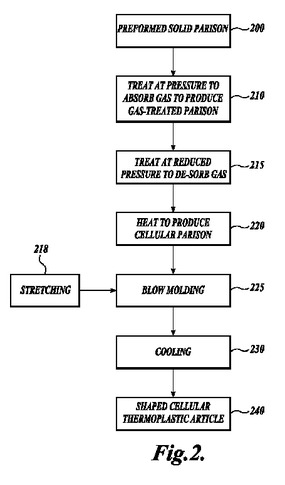 (もっと読む)
(もっと読む)
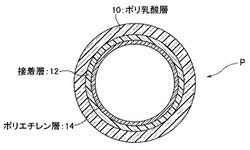
生分解性樹脂成形品の製造法。
【課題】 柔軟性、耐熱性、感温性、耐衝撃性が良好な、生分解性樹脂成形品の熱成形法による生産性が高い製造法の提供
【解決手段】 ポリ乳酸樹脂と、可塑剤と、結晶核剤とを含有する生分解性樹脂組成物からなるシートまたはフィルムを熱成形する生分解性樹脂成形品の製造法であって、生分解性樹脂組成物からなるシートまたはフィルムを生分解性樹脂組成物の融点(Tm)以上(Tm+60℃)以下の温度に加熱する工程(1)、工程(1)で得られたシートまたはフィルムを、金型温度60〜100℃で熱成形する工程(2)によって相対結晶化度80%以上に結晶化させた成形品を得る、生分解性樹脂成形品の製造法、並びにこの製造法により得られる生分解性樹脂成形品。
(もっと読む)
熱成形体の製造方法
【課題】耐衝撃性及び耐熱性を保持すると共に、熱成形時の成形加工性が良好な熱成形用ポリ乳酸系重合体組成物、及び熱成形用ポリ乳酸系重合体シート、並びにこの熱成形用ポリ乳酸系重合体シートを用いた熱成形体を提供することを目的とする。
【解決手段】所定の実質的に非晶性のポリ乳酸系重合体と、所定の結晶性のポリ乳酸系重合体とを所定割合で混合した熱成形用ポリ乳酸系重合体組成物を用いて熱成形用ポリ乳酸系重合体シートを得、得られた熱成形用ポリ乳酸系重合体シートを用いて、所定の条件を満たす成形温度で熱成形する。
(もっと読む)
多層ブロー成形品及びその製造方法
【課題】ガラス製成形品と同様のフロスト感が付与され、かつ、低温耐衝撃強度や成形性に優れたプラスチック成形品を提供する。
【解決手段】少なくとも表層(A)と内層(B)とを含む積層体により形成される多層ブロー成形品であって、表層(A)は、温度190℃、荷重21.6kgにおけるメルトフローレート(HLMFR)が3.0〜15g/10分であり、温度190℃、荷重2.16kgにおけるメルトフローレート(MFR)が0.02〜0.1g/10分であり、及び密度が0.935〜0.964g/cm3であるポリエチレンからなり、内層(B)は、メルトフローレート(HLMFR)が15超〜680g/10分であり、メルトフローレート(MFR)が0.1〜7.0g/10分であり、及び密度が0.935〜0.964g/cm3であるポリエチレンからなることを特徴とする多層ブロー成形品等を提供した。
(もっと読む)
ブロー成形体およびその製造方法
【課題】ブロー成形ボトルの容器の表面に、ゴム部材を確実且つ容易に一体化できるブロー成形体を提供する。
【解決手段】ブロー成形体の表面にゴム部材を一体化してブロー成形するにあたり、ブロー成形体本体の材質をポリオレフィン樹脂とし、このゴム部をEPRエチレンプロピレンゴム(EPR)またはEPDM(エチレンプロピレンゴム3元共重合体)から選択されたものとし、このゴムは部材がショアー硬度70A以下であるブロー成形体とする。
(もっと読む)
機械的強度を改良することを可能にする容器の製造方法
本発明は、前もって加熱されたポリマー製の素地(3)から容器(2)の最終的な形状を決定する空洞部(8)を備える金型(5)内での容器(2)の製造方法であり、この方法は、下記の操作;
―所定の温度に加熱された金型(5)への素地(3)の導入、
―素地(3)内に加圧された爆発性ガス状混合物を導入、
―ガス状混合物の引火、
を含む方法に関するものである。
(もっと読む)
乳酸系ポリマーを含む多層シートおよび成形品
【課題】透明性、耐熱性および生産性に優れた乳酸系ポリマー組成物を含む多層シート、該多層シートからなる成形品および該成形品の生産性に優れた製造方法を提供すること。
【解決手段】本発明の多層シートは、乳酸系ポリマー及び有機結晶核剤を含む結晶化可能な乳酸系ポリマー組成物からなる層(X)を少なくとも1層と、非晶性の乳酸系ポリマーを含む層(Y)を少なくとも2層とを有する多層シートであって、該多層シートの両側の最外層が前記層(Y)であり、該有機結晶核剤が、110℃でのポリ乳酸に対する溶解度が1.0×10-5以上である少なくとも1種のエチレンビスカルボン酸アミドを含む。
(もっと読む)
プラスチック気泡シートの製造方法および製造装置
【課題】溶融押出ししたプラスチックフィルムを真空成形ロールで成形して多数のキャップをもったキャップフィルムとし、そのキャップの底面に、別の溶融押出しした平坦なプラスチックフィルムをバックフィルムとして貼りつけ、多数の密閉された空気室を形成したプラスチック気泡シートであって、緩衝材として使用したときに、接触していた他物にキャップの形状に応じた粒跡を残すことが少なく、かつ、滑り性の改善されたものを提供すること。
【解決手段】キャップフィルム用のフィルム(2)、またはキャップフィルム用のフィルムとバックフィルム用のフィルム(3)とを、T−ダイ(4A,4B)から真空成形ロール(5)に至る間に、1本または2本以上の温度調節ロール(7A,8A;7B,8B)と接触させることにより、フィルム温度を、自然な冷却によって与えられる温度よりも高く保って、その間に、プラスチック材料に含まれていた低分子量の物質を除去して、上記の気泡シートの形成を行なう。
(もっと読む)
樹脂容器の製造方法
【課題】延伸された樹脂シート材を用い、成形した容器に深い嵌り合いの嵌合部を形成することができ、樹脂シート材の持つ透明性と耐熱性を損なうことなく成形が行える樹脂容器の製造方法を提供する。
【解決手段】凹型6と凸型7の嵌り合い成形隙間を、成形に用いる延伸された樹脂シート材Aの厚みと同等以上に設定し、加熱した凹型6と凸型7間に樹脂シート材Aを投入し、凸型7のプラグ9でこの樹脂シート材Aを凹型6内に押し込んで蓋容器3にプレス成形した際、蓋容器3の曲がり形状に該当する部分の樹脂シート材Aを、凸型7の空気孔11から付加した圧力空気で凹型6に押し付け、同時に凹型6の真空孔12で吸引することにより曲がり形状を成形する。
(もっと読む)
101 - 120 / 251
[ Back to top ]