
Fターム[4F208AR06]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 調整制御量(制御の対象) (972) | 温度、熱量 (251)
Fターム[4F208AR06]に分類される特許
41 - 60 / 251
2枚のシートからプラスチック中空体を製造するための方法及び装置
溶融プラスチックの2枚のシートを2つのキャビティを備える金型で成形することによってプラスチック中空体を製造する方法であって、当該方法は、a)溶融プラスチックの少なくとも1つの流れを押出し、かつ横に切断することによって、2枚の溶融プラスチックシートが製造されるステップと、b)金型キャビティの間にこれらのシートが導入されるステップと、c)金型が閉じられ、かつ2枚のシートを金型キャビティに合わせることによって中空体が製造されるステップと、d)このように得られた中空体を金型から取り除くステップと、e)2枚の新しいシートから別の中空体を製造するためにa)〜d)の全ての操作を繰り返すステップと、を備え、横の切断操作の前、最中、または後で、シートの下部を局部冷却することが可能な特定の装置を用いて2枚の新しいシートの下部が冷却されることを特徴とする。 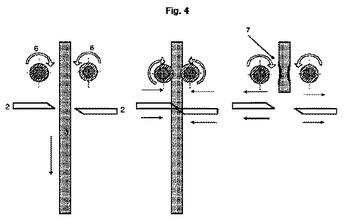 (もっと読む)
(もっと読む)
金属メッシュ強化された採光ドーム形状の成形体
金属メッシュ強化プラスチックから成る採光ドーム形状の成形体、並びに該成形体の製造法。 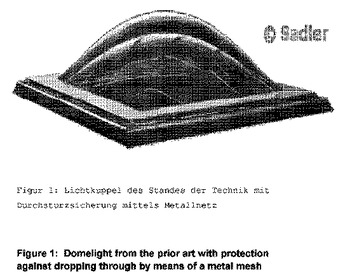 (もっと読む)
(もっと読む)
射出延伸吹き込み成形方法
本発明は、ポリエチレン材料から作製される固体プリフォームに関し、このプリフォームが、ネック領域、側壁、及びベース領域を含み、かつ内壁を有する内部と、外壁を有する外部とを有し、全ポリエチレン材料の少なくとも65重量%のポリエチレン材料は、300,000g/モル〜6,000,000g/モルのZ−平均分子量(Mz)、及び28を超えるMz/Mn値を有し、Mnが平均分子量であり、Mz/Mnが、Mz値をMn値で除したものである。 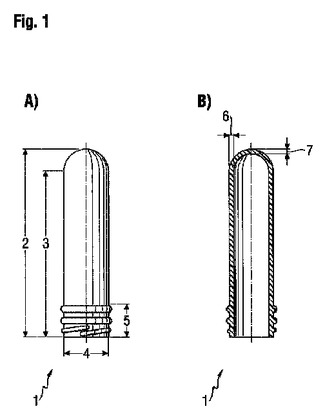 (もっと読む)
(もっと読む)
シート体の加熱方法及びその装置
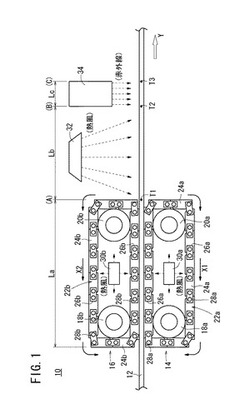
【課題】繊維強化樹脂のシート体12を融点以上の温度に加熱する際の効率を向上させるとともに、この際にシート体12に欠損が生じることを回避する。
【解決手段】シート体用加熱装置10は、接触式加熱手段である無限軌道14、16と、該無限軌道14、16から露呈したシート体12を加熱する非接触式加熱手段としての赤外線照射ランプ34とを有する。さらに、無限軌道14、16と赤外線照射ランプ34との間には、保温手段としての熱風供給手段である吐出ノズル32が配設される。以上の構成において、無限軌道14、16中のシート体12に接触する部位の長さ方向寸法(接触幅)Laは、シート体12の搬送速度をV、前記部位に接触したシート体12の厚み方向の温度分布が均一となる理論時間値をtとするとき、好ましくは、La≧V×tを満足するように予め設定される。
(もっと読む)
ポリスチレン系樹脂発泡板の製造方法、ポリスチレン系樹脂発泡板

【課題】吸水板としての利用が可能でありながら加工性に優れたポリスチレン系樹脂発泡板を提供する。
【解決手段】共押出しによって積層された連続気泡性発泡層1aと独立気泡性発泡層1bとが備えられているポリスチレン系樹脂発泡シート1を、シート厚みよりも広い間隔を設けた平坦な金型Xa、Xb間で真空成形して、シートよりも厚みの厚い平坦なポリスチレン系樹脂発泡板10を製造する方法であって、共押出しにより形成させた独立気泡性発泡層1bに接する内部層と内部層よりも連続気泡率の低い表面スキン層とを連続気泡性発泡層1aに形成させるとともに、真空成形においては、表面スキン層の気泡をシートの厚み方向に伸長させつつ連続気泡性発泡層1a全体の発泡倍率を1.5倍未満に抑制させて、密度が0.04g/cm3以上0.10g/cm3以下の連続気泡性発泡層1aを形成させるポリスチレン系樹脂発泡板10の製造方法。
(もっと読む)
抗菌性シート及びその製造方法、並びに当該シートを用いた成型品及びその製造方法
【課題】抗菌性に優れると共に、人体に対し安全なシート及びその製造方法、並びに当該シートを用いた抗菌性成型品及びその製造方法を提供することである。
【解決手段】燻液を有効成分としてなる鳥インフルエンザウイルス不活性化剤を抗菌剤としてシートに配合したことを特徴とする。及び、成型品に当該抗菌剤をシートを用いたことを特徴とする。
(もっと読む)
成形体の製造方法
【課題】第一の発泡層と第二の発泡層と非発泡層とを有する積層体を真空成形して成形体を製造する方法において、得られる成形体における第一の発泡層と第二の発泡層との剥離がおこりにくい方法を提供する。
【解決手段】前記積層体を、前記第一の発泡層の表面温度が、前記非発泡層の表面温度よりも高い温度となるように加熱し、
加熱された積層体を、夫々その内側にキャビティ面を持つ一対の型部材を有する成形型内に配置し、
次いで、前記積層体の少なくとも一方の面と該面に対向する成形型内のキャビティ面との間に空隙を生ずるように、成形型を密閉し、
次いで、キャビティ内を減圧状態とし、積層体を膨張させ、
前記膨張させた積層体が固化した後、成形型を開いて成形体を取り出して、
成形体を製造する。
(もっと読む)
成形工具の部材上で内部カバー組立体を製造する方法
第1の部品(4)と少なくとも1つの第2の部品(6)を備える、複数の部品を持つ車両用の内部カバー組立体(2)を製造する方法であって、
上記内部カバー組立体の上記部品(4、6)を設けること;
上記内部カバー組立体の上記第1の部品(4)を成形工具(24)の部材(26)に取付ける操作;
上記内部カバー組立体の上記少なくとも1つの第2の部品(6)を上記成形工具(24)に挿入すること;および
上記成形工具を作動することにより上記内部カバー組立体の第1および第2の部品(4、6)を接着することにより固定して、複数の部品を持つ上記内部カバー組立体(2)を得る操作、
を含む上記方法。
(もっと読む)
ブロー成形用金型
【課題】ブロー成形用金型について、(i)金型の構造を簡素化し(設計期間・作製期間の短縮)、(ii)メンテナンス性を向上し(特に冷却水路の詰まりに対する作業の軽減)、(iii)従来のものからの軽量化を実現し、(iv)成形品の品質を維持して、しかもできるだけ割り線を転写させない金型を提供する。
【手段】複数の金型部材1を組み合わせることで内部にできる空洞の形状に沿った成形体を得るブロー成形用金型10であって、前記金型部材1の外面は、凸形状の隆起部14と、該隆起部の最も高さのある部分もしくはその近傍に設けられた仕切り壁16と、前記隆起部を包囲するよう該金型部材外面の周縁に設けられた包囲壁17とを有し、前記包囲壁17の所定の面部分には該包囲壁を貫通する媒体流入口11と媒体流出口12とが前記仕切り壁16を隔てて左右両側に設けられているブロー成形用金型。
(もっと読む)
容器、及び容器の製造方法
【課題】強度、遮光性、及び保温性に優れると共に、容易に圧縮して体積を減ずることが出来て、リサイクル性に優れる容器、及び該容器の製造方法の提供。
【解決手段】結晶性を有するポリマーからなり、長尺状の空洞100をその長さ方向が第1の方向に配向した状態で内部に含有する結晶性高分子フィルム1を容器に巻回し、収縮させてなる容器であって、前記結晶性高分子フィルムにおける、前記空洞の配向方向に直交する断面において、前記空洞の中心から前記結晶性高分子フィルムの表面1aまでの距離が最も短い10個の前記空洞について、各中心から前記結晶性高分子フィルムの表面までの距離h(i)を算出し、算出された各前記距離h(i)の算術平均値h(avg)が、下記式(1)の関係を満たす容器である。h(avg)>T/100・・・(1)
(もっと読む)
ポリカーボネート樹脂成形体の製造方法、ポリカーボネート樹脂成形体、防眩製品および防護製品
【課題】 ポリカーボネート樹脂シートに保護フィルムを貼り合わせたままで熱曲げ成形しても良好な外観を有するポリカーボネート樹脂成形体の製造方法を提供すること。
【解決手段】 ポリカーボネート樹脂シートまたはポリカーボネート樹脂層を基材に形成した積層体の少なくとも片面に保護フィルムを貼り合わせる工程、
裁断または打ち抜きにより形状加工する工程、
加熱しながら曲げ加工する工程、を含むポリカーボネート樹脂成形体の製造方法で、
前記保護フィルムが、105℃以上130℃以下の融解ピーク(A)および160℃以上175℃未満の融解ピーク(B)の少なくとも2つの融解ピークを有し、これら融解ピークの面積比[(A)/(B)]が35/65以上80/20以下であるポリカーボネート樹脂成形体の製造方法。
(もっと読む)
プラスチック製品の製造方法及び製造装置
【課題】設備費用を抑えながら、幅広い製品形状に対応できるプラスチック製品の製造方法を提供する。
【解決手段】口型ホルダ28を装着した状態のインジェクション型12の内部に溶融した熱可塑性樹脂を射出することにより、口型ホルダ28と一体となるような状態でパリソン30成形し、次に、このパリソン30が硬化する前に、パリソン30と口型ホルダ28をインジェクション型12から離脱させ、このうちの口型ホルダ28を保持することによってパリソン30をインジェクション型12からブロー型52まで移送し、さらに、ブロー型52の入口部に口型ホルダ28を固定することによってパリソン30をブロー型52の内部に挿入状態で保持するとともに、パリソン30を密閉した状態で、パリソン30の内部にブローエアAを導入することにより、成形空間58に応じた形状の製品100を成形する。
(もっと読む)
多層容器
【課題】食品容器において、酸素バリヤー性を向上させて食品保存性を確保出来るとともに、耐熱性及び高透明性を確保する。
【解決手段】A−PET層/機能性樹脂層/シーラント層からなる多層シートを加熱して一軸一次延伸後一次延伸多層積層シート7を一次熱固定する一次延伸熱固定工程と、該一次延伸熱固定工程で作製された一次延伸多層積層シート7を熱成形機の金型13.14で加熱成形し成形による二次延伸後同じ金型内で二次熱固定する二次延伸熱固定工程とを経て製造する。
(もっと読む)
繊維強化複合材料の製造方法
【課題】強化繊維と熱可塑性樹脂とからなる繊維強化複合材料成形板の賦形と打ち抜き、またはトリミングを1工程の型締めで可能とする繊維強化複合材料の製造方法を提供すること。
【解決手段】強化繊維と熱可塑性樹脂とからなる繊維強化複合材料成形板を、熱可塑性樹脂が結晶性の場合は融点以上の温度まで、非晶性の場合はガラス転移温度以上の温度まで予備加熱し、予備加熱温度よりも低い温度でありかつ結晶性樹脂の場合は融点以下、非晶性樹脂の場合はガラス転移温度以下の一定温度に保持された金型中で賦形し、金型中の切削機能部分にて打ち抜きまたはトリミングすることを特徴とする繊維強化複合材料の製造方法。
(もっと読む)
深絞り成形用発泡シート、およびそれを用いてなる発泡容器
【課題】 酸素に対するガスバリア性及び防湿性に優れ、高倍率な深絞り成形・熱成形が可能な発泡シート、更にはそのシートを深絞り成形してなる発泡容器を提供する。
【解決手段】 少なくとも1層の酸素バリア層、少なくとも1層の防湿層、少なくとも1層の耐衝撃性補助層及びポリスチレン発泡シートが積層されてなる深絞り成形用発泡シートであって、酸素バリア層がエチレン単位及びビニルアルコール単位以外の構造単位(I)を0.1〜20モル%含む変性エチレン−ビニルアルコール共重合体を含有し、防湿層がポリプロピレンからなり、耐衝撃性補助層がハイインパクトポリスチレンからなることを特徴とする深絞り成形用発泡シートである。
(もっと読む)
発泡中空成形用ポリエチレン
【課題】高発泡性、成形性、機械的強度、表面外観が良好で、かつ耐久性にも優れ、断熱性、吸音性、剛性がアップし、軽量容器に適する発泡中空成形用ポリエチレンを提供。
【解決手段】発泡中空成形品の製造に使用され、下記の物性(a)〜(d)を満足することを特徴とする発泡中空成形用ポリエチレンにより提供する。
物性(a):密度が0.935〜0.970g/cm3である。
物性(b):メルトフローレート(MFR)が温度190℃、荷重2.16Kgにおいて0.05〜0.80g/10分である。
物性(c):ゲルパーミエーションクロマトグラフ(GPC)により求められる重量平均分子量(Mw)と数平均分子量(Mn)との比(Mw/Mn)が4.0〜30である。
物性(d):溶融張力(MT)が6.0〜25cNである。
(もっと読む)
合成樹脂製カップ状容器
【課題】 本発明は、目的に応じてフランジの所定部分を熱結晶化領域として必要な耐熱性、蓋材のシール性、外観性等を有したカップ状容器を提供することを課題とするものである。
【解決手段】 合成樹脂製カップ状容器において、フランジの、全厚さに亘る範囲や、上面側部分や、下面側部分や、中間部分を除いた上面側部分と下面側部分等の所定部分を熱板での予熱とその後のレーザー光照射による熱結晶化領域とする。
(もっと読む)
樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置
【課題】一対のローラーにより熱可塑性樹脂製シートの厚み調整をするに際し、成形効率を確保しつつローラーの外表面とシートの表面との間の滑りを防止する一方、二次成形に適した状態を保持しながら、シートのローラーの外表面による巻き付きを防止することが可能な樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置を提供する。
【解決手段】Tダイ28の押出スリット34から単位時間当たり所定押出量を間欠的に、かつ所定の厚みにて所定押出速度で下方に押し出された溶融状態のシートをそのシート温度より低い表面温度に設定され、外表面に凹凸状のシボを設けた一対のローラー30A,30Bで挟み込み、所定押出速度以上の速度で下方へ送り出し、シートと金型32A,32Bとの間に形成された密閉空間を減圧、および/または加圧によって金型形状に賦形する樹脂成形品の成形方法。
(もっと読む)
水圧又は蒸気圧を用いた成型方法及び成型装置
本発明は、水圧又は蒸気圧発生器;及び前記発生器と連通された金型を含む成型装置の金型内に被成型体を固定する段階;前記水圧又は蒸気圧発生器で水圧又は蒸気圧を発生させ、これを前記金型に注入する段階;及び、前記水圧又は蒸気圧によって発生される圧力を用いて、金型に固定された被成型体を成型する段階を含む成型方法、及びこれに用いられる成型装置に関するものである。本発明の方法及び装置によると、既存の真空成型技法などでは具現することが難しかったアンダーカット部位や、繊細な成型が必要とされる部分の成型が可能であり、成型後の厚み偏差や白化現象などの問題が発生する点も解決することができる。 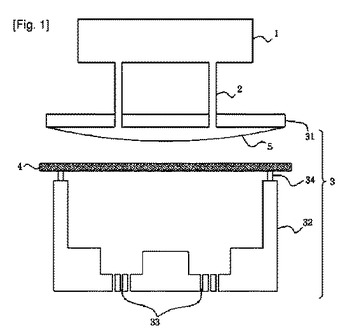 (もっと読む)
(もっと読む)
合成樹脂製壜体及びその製造方法
【課題】 本発明の技術的な課題は、ポリエチレンテレフタレート樹脂系の2軸延伸ブロー成形による広口ボトルの耐熱性あるいは生産性を向上するための壜体構造あるいは製造方法を創出する点にある。
【解決手段】 PET系樹脂製の2軸延伸ブロー成形による合成樹脂製壜体において、口筒部は、胴部と同様に試験管状のプリフォームの径を2軸延伸ブロー成形の延伸工程により拡径して形成したもので、前記延伸と金型温度を前記PET系樹脂の熱結晶化温度領域の所定の温度に設定することにより、口筒部の密度を1.368g/cm3以上とする、あるいは口筒部の示差走査熱量測定(DSC)の定速昇温測定における結晶化に伴う発熱ピークから算出される結晶化エンタルピー△Hcの絶対値及び、融解に伴う吸熱ピークから算出される融解エンタルピー△Hmの比率(|△Hc|/△Hm)を0.1より小さくする、と云うものである。
(もっと読む)
41 - 60 / 251
[ Back to top ]