
Fターム[4F208AR06]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 調整制御量(制御の対象) (972) | 温度、熱量 (251)
Fターム[4F208AR06]に分類される特許
21 - 40 / 251
透明多層シートおよびその成形体
【課題】優れた真空成形性を有し、かつ成形時の白化を十分に防止して高い透明性を有する成形体を得ることが可能な透明多層シートを提供すること。
【解決手段】本発明の透明多層シートは、基材層と、前記基材層の少なくとも片面に積層された表面層とを備えており、前記基材層は、温度23℃、振動数1Hzにおける貯蔵弾性率が2300MPa以上であり、温度140℃、振動数1Hzにおける貯蔵弾性率が150MPa以下であり、かつ結晶化速度が1min−1以上である樹脂組成物からなることを特徴とするものである。
(もっと読む)
透明容器の製造方法及び透明容器
【課題】ポリプロピレン系樹脂を主原料とし、透明度と透明度の均一性の優れた透明容器の製造方法の提供
【解決手段】
射出延伸ブロー成形によりポリプロピレン系樹脂から、透明容器を成形する透明容器の製造方法であって、射出成形機によりプリフォームを成形する際、射出成形機のランナ部の樹脂温度がシリンダ部樹脂温度以上で、且つ230〜300℃として樹脂を金型に射出することを特徴とする透明容器の製造方法。
製造方法。
(もっと読む)
樹脂成形品の製造方法

【課題】製造される樹脂成形品の寸法や強度を安定させることのできる樹脂成形品の製造方法を提供すること。
【解決手段】帯状の樹脂発泡シートを熱成形機に間欠送りして該熱成形機の加熱ゾーンにおいて前記樹脂発泡シートを加熱し、該加熱ゾーンに続けて設けられている成形ゾーンにおいて前記加熱ゾーンで加熱された樹脂発泡シートを成形型に沿わせて変形させるとともに冷却させて該樹脂発泡シートに製品形状を形成させる樹脂成形品の製造方法であって、前記成形ゾーンに導入させた樹脂発泡シートに温度差が生じることを抑制すべく、前記加熱ゾーンでは、前記間欠送りによって次に成形ゾーンに送られる樹脂発泡シートの先端側の温度を末端側の温度よりも高温にさせることを特徴とする樹脂成形品の製造方法を提供する。
(もっと読む)
加飾シート、加飾樹脂成形品の製造方法及び加飾樹脂成形品
【課題】真空成形性に優れ、表面に割れ、破断、白化等が発生しないばかりでなく、表面の耐摩耗性、耐擦傷性も良好な加飾シート、該加飾シートを用いた加飾樹脂成形品の製造方法並びに該製造方法により製造される加飾樹脂成形品を提供する。
【解決手段】基材上に少なくともプライマー層と該プライマー層の上に積層された表面保護層とを有する加飾シートであって、該プライマー層の120℃における破断伸度が200%以上であり、該プライマー層の厚さが0.6μm以上であり、該表面保護層が電離放射線硬化性樹脂と熱可塑性樹脂を75:25〜22:78の比率(質量比)で含む樹脂組成物を架橋硬化したものであり、該熱可塑性樹脂のゲルパーミエションクロマトグラフィー(GPC)により測定したポリスチレン換算重量平均分子量が9万〜12万の範囲であり、かつ、表面保護層の厚さが1〜1000μmである加飾シートである。
(もっと読む)
裏面加飾用積層シート、裏面加飾体及び裏面加飾体の製造方法
【課題】 透明性を有する被着体裏面に貼付し該被着体表面側から視認可能な凹凸を有し、深み感や奥行き感に優れる加飾を施すことの可能な裏面加飾用積層シートを提供する。
【解決手段】 接着層を有しJIS−K7136で測定されるヘイズ値が60%未満である熱収縮性樹脂シート面に赤外線吸収インキなどで絵柄を設けてなり、保持した状態で、該熱収縮性樹脂シートの同一面内にある隣り合う部位Aと部位Bとが、前記部位Aと前記部位Bとの表面温度が異なり、且つ、少なくとも部位Aの表面温度が前記樹脂シートの配向戻り強度変曲点温度T以上の表面温度となるように赤外線照射することで、前記部位Aと部位Bとに膜厚差が発現してなることを特徴とする、裏面加飾用積層シート。
(もっと読む)
射出成形用加飾シート、加飾成形品、及び射出成形同時加飾方法
【課題】 シート表面及び内面の凹凸による視覚的な凹凸模様の立体意匠感を表現する。また、真空成形してもその意匠感が消失しない様にする。また、その意匠感が消失しない加飾成形品、射出成形同時加飾方法を提供する。
【解決手段】 透明樹脂基材シート1の裏面に光輝性層2を積層し、表面は高光沢領域Hと低光沢領域Lとに区画され、厚みは高光沢領域で厚く低光沢領域で薄くすることで、高光沢領域及び低光沢領域に対応した凹凸模様を視覚的に発現させる。この基材シートの厚薄で、高光沢領域は裏面方向に凸なる凸出部pとなっている。この基材シートは結晶性樹脂と非結晶性樹脂の2層で融点と軟化温度が特定関係のものがより良い。この加飾シートを被着体に積層したのが加飾成形品である。射出成形同時加飾方法は、この加飾シートを用いて予備成形有りで樹脂成形物の被着体に積層一体化する。
(もっと読む)
ポリエステル系樹脂発泡成形品の製造方法及びポリエステル系樹脂発泡成形品
【課題】熱歪みの抑制されたポリエステル系樹脂発泡成形品を作製することのできるポリエステル系樹脂発泡成形品の製造方法を提供し、ひいては、熱歪みの抑制されたポリエステル系樹脂発泡成形品の提供を図ることを目的としている。
【解決手段】ポリエステル系樹脂発泡シートを予備加熱する予熱工程と、該予備加熱された前記ポリエステル系樹脂発泡シートにプレス成形によって製品形状を形成させる成形工程とを実施してポリエステル系樹脂発泡成形品を作製するポリエステル系樹脂発泡成形品の製造方法であって、前記ポリエステル系樹脂発泡シートを示差走査熱量分析して求められる結晶化温度をTc(℃)、融点をTm(℃)としたときに、前記ポリエステル系樹脂発泡シートの表面温度:Ts(℃)が、Tc≦Ts≦(Tm−50)となるように前記予熱工程を実施するとともに前記表面温度(Ts)以下の温度の成形型でプレス成形する前記成形工程を実施した後に、Tc以上、(Tm−50)以下の温度条件下で前記製品形状を保持する保温工程を実施することを特徴とするポリエステル系樹脂発泡成形品の製造方法を提供する。
(もっと読む)
プレフォームの熱処理のための炉及びこのような炉に設けられる空気冷却器の制御方法
【課題】容器の質を向上させるために冷却を最適化することによって、炉中でプレフォームを熱処理する方法を改良する。
【解決手段】プレフォーム12を熱処理するための炉10と、プレフォーム12の本体18及び底部20に対する冷却用空気の流量を、加熱路に沿って変更するように、このような炉10に設けられており、冷却用空気の流量制御手段58から成る空気冷却装置42を操作するための方法とに、関わる。
(もっと読む)
電子写真用シームレスベルトの製造方法
【課題】電子写真装置使用時に駆動安定性が高く印刷時に転写ムラがない電子写真用シームレスベルトを提供する。
【解決手段】(1)ブロー用金型内に配置した、加熱した試験管形状の結晶性熱可塑性樹脂を含むプリフォームを延伸棒を用いて該プリフォームの長手方向に延伸すると共に、該プリフォーム内に気体を流入させて該プリフォームを膨らませることによってボトル状成形物を得る工程と、(2)該ボトル状成形物を円筒型に入れ、該ボトル状成形物の内部を加圧した状態で熱処理する工程と、(3)該熱処理されたボトル状成形物の口部及び底部を切断除去して電子写真用シームレスベルトを得る工程と、を含む電子写真用シームレスベルトの製造方法において、該工程(2)が、第1および第2の熱処理工程を含む。
(もっと読む)
偏芯ボトルの製造方法
【課題】 成形ロスが無く、耐衝撃強度にも優れ、均一肉厚とすることでバリア性にも優れた偏芯ボトルの新規な製造方法を提供する。
【解決手段】 コアピン5と雌型6からなる射出成形金型3において周方向一側のみを厚肉とした有底筒状の偏肉プリフォーム2をコアピン5外周に射出成形し、その直後に軟化状態のプリフォーム2をコアピン5で保持したままブロー成形型4の偏芯キャビティ内へ移送して、該プリフォーム2をブローすることにより周方向一側が径方向外方へ比較的大きく膨らんだ偏芯ボトルをブロー成形する。
(もっと読む)
キャリアテープの成形方法
【課題】
間接過熱方式により樹脂テープを加熱する方式の成形方法で、ポケット形状に応じて、連続して高精度な寸法のポケットを有し、テーピング工程、実装工程での安定搬送が可能なキャリアテープを製造する。
【解決手段】
一定幅にスリットされた樹脂テープの、部品収納用ポケット成形部分を間接加熱方式で加熱し、ポケット成形用金型で電子部品収納用のポケットを成形するキャリアテープの製造方法において、前記間接加熱熱源と樹脂テープの間のテープの両側端部に加熱エリアガイド板を設け、テープ幅方向の加熱エリアを制限することを特徴とするキャリアテープの製造方法である。間接加熱工程の熱源は、熱風ヒーター方式であることが好ましい。
(もっと読む)
ポリエステル系熱成形品およびその製造法
【課題】延伸されたポリエステル系樹脂シートの熱成形の賦形から離型までの過程において、特に賦形前の予熱シート温度以上の高温で熱処理を行って離型する熱成形を高速で効率良く連続的に行う方法を提供する。
【解決手段】ポリエステル系樹脂の延伸シートを用いて熱成形する方法において、熱浸透率(kJ/m2s1/2K)が2.0以上で、かつ20以下である材料により形成させ、かつ成形型の温度を成形材料のTg℃以上でかつ(Tg+250℃)以下の所定温度に調整し、(1);賦形体裏面への高温気体若しくは高温気体流の接触及び又は赤外線照射による加熱手段,(2);賦形体裏面への冷却用気体流の接触による冷却手段、の少なくとも一つを用いることにより、成形型の表面温度の軌跡において所定の一定温度の頂点と一定温度の底点を有するサイクルを形成せしめ、このサイクル中で賦形と離型を繰り返し行うことを特徴とする連続的な熱成形品の製造方法。
(もっと読む)
ポリエステル系熱成形品およびその製造法
【課題】延伸されたポリエステル系樹脂シートの熱成形の賦形から離型までの過程において、特に賦形前の予熱シート温度以上の高温で熱処理を行って離型する熱成形を高速で効率良く連続的に行う方法を提供する。
【解決手段】ポリエステル系樹脂の延伸シートを用いて熱成形する方法において、熱浸透率(kJ/m2s1/2K)が0.01以上で、かつ15以下である材料により形成した成形型を用い、(1);成形型表面への高温気体の接触及び又は赤外線照射による加熱,(2);賦形体裏面への高温気体の接触及び又は赤外線照射による加熱,(3);賦形体裏面への冷却用気体流の接触による冷却、(4);成形型表面への冷却用気体流の接触による冷却、を繰り返す中で、成形型の表面温度を所定の頂点温度と底点温度にし、かつ各々の温度を一定値として繰り返すように調整または制御して行う工程の中で賦形と離形を行うことを特徴とする連続的な熱成形品の製造法。
(もっと読む)
圧縮成形装置及び圧縮成形方法
【課題】プリフォームのブロー成形時において、加熱装置による温度調整を軽減又は省略すること。
【解決手段】プリフォームの圧縮成形金型33におけるキャビティ金型34の測定熱移動量Qb’とスライドインサート金型36の測定熱移動量Qn’を計測し、これらの測定熱移動量比Qn’/Qb’を監視する。測定熱移動量比Qn’/Qb’が一定の範囲内になるように、監視することによって、ブロー成形時に加熱手段を必要としない。
(もっと読む)
ブロー成形用組成物
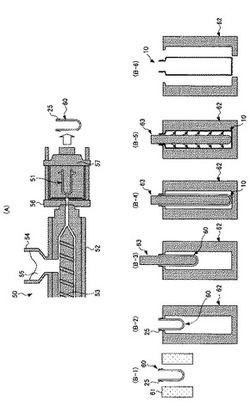
マネキンの製造方法
【課題】
誰でも簡単にバイオマス樹脂からなるマネキンを製造することができるマネキンの製造方法を提供する。
【解決手段】
ブロー成形によって製造するマネキンの製造方法である。5〜95重量%のバイオマス材料を含むバイオマス樹脂のペレットをホッパー2からスクリュー内蔵管6に送る。スクリュー内蔵管6内においてバイオマス樹脂のペレットを加熱融解してスクリュー7にて攪拌しつつ射出室11内へ移送する。射出室11内においてバイオマス樹脂をバイオマス材料の適正融解温度まで加熱した後にマネキン金型16内に射出して熔融中空体17を形成する。当該熔融中空体17に圧縮空気を吹き込み、熔融中空体17を膨張させてマネキン金型16の内面に接触させてマネキンMを製造する。
(もっと読む)
耐熱性ポリエステル延伸成形容器
【課題】透明性及び延伸バランスに優れた耐熱性延伸成形容器を熱固定工程を経ることなく提供することである。
【解決手段】エチレンテレフタレート系ポリエステル樹脂から成る層を有する延伸成形容器において、前記層が、エチレンテレフタレート系ポリエステル樹脂(A)と該ポリエステル樹脂(A)の末端官能基と反応性を有する官能基を有する鎖延長剤(B)の混合物から成り、該鎖延長剤(B)がPET樹脂(A)に対して10〜1000ppmの量で含有されていると共に、少なくとも容器胴部の動的粘弾性測定におけるtanδ極大値の値が0.3以下であることを特徴とする。
(もっと読む)
熱成形用加飾シート及び加飾成形体の製造方法
【課題】真空成形同時加飾法等の熱成形において、エンボス等の物理的な方法を必要とせずに、加飾後の加飾表面に凹凸を有する加飾成形体を再現よく得る方法を提供する。
【解決手段】結晶化処理された熱収縮性を有する樹脂シート3上に赤外線吸収インキ4、5又は赤外線反射インキで絵柄を設けてなり、電磁波による加熱方式を用いた熱成形により凹凸が発現する熱成形用加飾シート、及び、前記熱成形用加飾シートを、保持した状態で、赤外線2照射により前記熱収縮性を有する樹脂シート3を非晶化する温度以上で加飾熱成形することにより加飾表面に凹凸を有する加飾成形体の製造方法。
(もっと読む)
ブロー成形体及びブロー成形体の製造方法
【課題】水蒸気バリア性が高く、透明性に優れ、ポリエチレン樹脂を使用したブロー成形体を高い生産性で得るための技術を提供する。
【解決手段】直鎖状低密度ポリエチレン樹脂と、上記直鎖状低密度ポリエチレン樹脂の融点よりも低いガラス転移点を持つ環状オレフィン系樹脂とを主成分として含む樹脂組成物を用いて、環状オレフィン系樹脂のガラス転移点(Tg)以上直鎖状低密度ポリエチレン樹脂の融点(Tm)未満の状態で、プリフォームをブロー成形する。
(もっと読む)
近赤外線ヒータとプリフォームの加熱方法
【課題】 本発明は、プリフォームに対する近赤外線ヒータ単体での加熱効率を高めることにより、少ない消費電力で効率よくプリフォームを所望する温度まで加熱できるようにすることを目的とする。
【解決手段】 被覆形成したホワイトコート8により開口部9を残存形成した近赤外線ヒータ1において、開口部9の開口角10を120°±10°に設定規制することにより、一定レベル以上の加熱効率のアップを得、これによりプリフォームPを壜体に2軸延伸成形ブロー成形する際の、大幅な消費電力の低減化を得る。
(もっと読む)
21 - 40 / 251
[ Back to top ]