
Fターム[4F208AR06]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 調整制御量(制御の対象) (972) | 温度、熱量 (251)
Fターム[4F208AR06]に分類される特許
161 - 180 / 251
ポリ乳酸樹脂発泡シート成形体およびその製造方法
【課題】本発明は、短縮化された成形サイクルタイムで製造することができ、実用的な耐熱性を有し、かつ優れた外観を有する、環境適正に優れたポリ乳酸樹脂発泡シート成形体を提供することを目的とする。また、本発明は、ポリ乳酸樹脂発泡シートを一対の金型に挟んで熱成形すると共に、結晶化処理するにあたって、離型時における発泡シート成形体の変形を防止すると共に、過度に長い成形サイクルタイムを短縮しうる該成形体の製造方法を提供することを目的とする。
【解決手段】本発明のポリ乳酸樹脂発泡シート成形体は、結晶性ポリ乳酸樹脂発泡シートを熱成形して得られる成形体であって、該成形体を成形体厚さの中央部で分割して得られる一方の分割体と他方の分割体との結晶化度の差が5%以上であり、且つ一方の分割体の結晶化度が25%以上70%以下、他方の分割体の結晶化度が0%以上25%未満である。
(もっと読む)
ブロー成形機のブローエア供給装置

【課題】 ブローエアの温度低下を抑えて、容器の内面歪みを少なくし、更には、結晶化度を高めて、容器の耐熱性を向上させる。
【解決手段】 加熱されたブローエアをプリフォーム内に供給し、中空のボトル容器1を成形するブロー成形機のブローエア供給装置であって、高圧のブローエアを発生する高圧エア源11と、高圧エア源11の下流でブローエア流路を開閉する高圧仕切弁12と、高圧仕切弁12の下流でブローエアを加熱する熱交換器13と、熱交換器13の下流でブローエア流路を絞る絞り弁14と、絞り弁14の下流でブローエア流路を切換える切換弁15とを備える。
(もっと読む)
成形品の打ち抜き方法

【課題】熱成形された多数の連続する成形体を個別に打ち抜く場合、切断部の切り残し、残片を防止する機能、条件。
【解決手段】V字状鋭角の打ち抜き部の先端部の刃材1と刃材2を接合した刃型で、熱成形したプラスチックシートが25℃から60℃以下の保温時に打ち抜き、切断する。
(もっと読む)
プリフォーム殺菌方法
【課題】 短時間に殺菌処理することができ且つ殺菌剤の残留する虞のないプリフォーム殺菌方法を提供する。
【解決手段】 プリフォーム1は口部2を下にした倒立姿勢で水蒸気殺菌が行われる。水蒸気殺菌はプリフォーム1の内面1aに向けて水蒸気を噴射することにより行われ、殺菌条件は、PETプリフォーム1のガラス転移点温度を挟んで、プリフォーム1の内面1aがガラス転移点温度以上の温度を所定時間継続し且つプリフォーム1の外面1bがガラス転移点温度よりも低い温度を維持するように設定される。水蒸気殺菌が終わった直後に共通のノズル管3を使って無菌エアを噴射して除水が行われる。
(もっと読む)
成形装置及び成形方法
【課題】より均一な板厚の成形品を製造可能な、成形装置及び方法を提供する。
【解決手段】本発明の成形装置10は、シート材1が加圧される前に、加圧変形の開始から成形面20への密着までに要する時間に基づき定められた温度分布を、シート材1に形成する温度制御手段を有している。シート材1のうち加圧変形の開始から成形面20への密着までに要する時間が長い部分は、密着までに要する時間が短い部分に比べて、加圧変形工程の初期段階において、伸び変形の速度が小さくなるように、シート材1に温度分布を形成する。これにより、成形面20に密着した時点における加圧変形開始時点からの伸び変形量を、密着までに要する時間が短い部分と同等にする、つまり、成形後のシート材1の板厚を均一なものとすることができる。
(もっと読む)
ブロー成形容器の製造方法
【課題】水分バリア性、酸素バリア性、紫外線バリア性および成形性に優れた異種樹脂からなるブロー成形容器を製造すること。
【解決手段】PE樹脂とPET樹脂を混合した混合溶融樹脂の射出速度を調整して、PET樹脂が中間部分よりも相対的に多く含まれた外側表面部分および内側表面部分と、PE樹脂が外側表面部分および内側表面部分よりも相対的に多く含まれた中間部分とからなる三層状態のプリフォームを射出成形する。このプリフォームをブロー成形して、同様な断面性状のブロー成形容器を製造する。混合溶融樹脂に含まれるPE樹脂とPET樹脂の割合を調整することにより、目標とする水分、酸素および紫外線の各バリア性を備えた成形性に優れたブロー成形容器を製造できる。
(もっと読む)
多層ポリエステル容器及びその製法
【課題】中間層として延伸応力の大きい機能性樹脂或いは機能性樹脂組成物を用いた場合にも、透明性及びバリア性能等の機能に優れた多層ポリエステル容器を提供することである。
【解決手段】ポリエステル樹脂から成る内外層、及び機能性樹脂から成る少なくとも一層の中間層から成る多層ポリエステル容器において、前記ポリエステル内層の、0.5Hzでの動的粘弾性(DMS)測定における80℃及び60℃におけるtanδの差が0.035以下であることを特徴とする多層ポリエステル容器。
(もっと読む)
プラスチックから鋳造物を製造する方法および装置
本発明は、プラスチック、好ましくは、繊維強化プラスチックから鋳造物を製造する方法に関する。この方法は、少なくとも積層板を形成するために少なくとも1つのプラスチック層を積層する工程と、少なくとも2つの薄膜の間に積層板を配置させる工程と、このように形成した組み立て品を、少なくとも1つの薄膜を加熱することによって第1温度にする工程と、第2の温度にされた成形工具を使用することによって組み立て品を形成する工程と、を含む。また、本発明は、この方法を達成する装置、およびこの方法に適用する加熱可能な薄膜にも関する。  (もっと読む)
(もっと読む)
生分解性容器およびその成形方法
【課題】 生分解性容器の耐熱性、バリア性、生産性の向上及び寸法精度の向上を図ることのできる成形方法、およびそれらの成形方法によって得られた生分解性容器を提供する。
【解決手段】 生分解性容器の成形方法は、脂肪族ポリエステルと層状珪酸塩とを含む生分解性ポリエステル樹脂組成物から構成されたプリフォーム10を一次ブロー成形品12にブロー成形する一次ブロー成形工程と、一次ブロー成形品12を加熱された熱処理型102内に保持して熱処理する一次熱処理工程と、熱処理型102から取り出されて収縮した中間成形品14を金型102外で熱処理する二次熱処理工程と、熱処理型102外で熱処理された中間成形品14を最終ブロー成形型104内で最終成形品16にブロー成形する二次ブロー成形工程と、を有することを特徴とする。
(もっと読む)
複合成形体の製造方法
【課題】 樹脂フィルムの結晶化を促進できるとともに耐熱性を付与することができ、且つ生産性に優れる複合成形体の製造方法を提供すること。
【解決手段】 本発明の複合成形体の製造方法は、予め成形された成形体本体10を熱成形機7内に配し、熱成形機7内で所定温度に加熱又は維持された成形体本体10に樹脂フィルム11を熱成形することで積層し、成形体本体10と樹脂フィルム11とを複合化する。成形体本体10と樹脂フィルム11とを積層させた状態で樹脂フィルム11の結晶化処理を行う。
(もっと読む)
延伸成形容器及びその製造方法
【課題】機械的な延伸速度に限界を生じた場合でも、有効に歪硬化を生じて、高温延伸による優れた耐熱性及び歪硬化による延伸バランスの両方を兼ね備えたポリエステル樹脂から成る延伸成形容器を提供する。
【解決手段】エチレンテレフタレート系ポリエステル樹脂とこれとは異種のポリエステル樹脂のブレンド物から成る層を有する延伸成形容器において、ブレンド物から成る層が、エチレンテレフタレート系ポリエステル樹脂から成る連続相と、異種のポリエステル樹脂から成る分散相とから成る海島分散構造を有すると共に、少なくとも容器胴部の動的粘弾性測定値においてtanδ極大温度が115℃以下である延伸成形容器。
(もっと読む)
耐熱性ポリエステル容器の製造方法
【課題】 生産工程でのエネルギー効率が良く、且つ、アニーリング時に歪み難い耐熱性ポリエステル容器の製造方法を提供することを課題とする。
【解決手段】 80℃以上130℃以下に加熱したポリエステル製プリフォームを金型内で延伸ブロー成形した後、130℃以上180℃以下の高温で熱固定を行い、得られた成形体内側表面を延伸ロッドの長手方向に沿って設けられた複数の吹き出し孔から冷却流体を吹き付けることで冷却し、金型から前記成形体を取り出して放冷雰囲気中でアニーリングして前記金型内容積に対する前記成形体外容積の収縮率が3.0%より大きく6.0%以下となるように自由収縮させることを特徴とする。
(もっと読む)
熱成形用積層シートの成形方法
【課題】 金属調の光沢を有する装飾層による高い光沢値を活かして装飾性に優れる成形品を得ることが可能な熱成形用積層シートの成形方法を提供する。
【解決手段】 半硬化状態のトップコート層(A)と、熱可塑性フィルム層(B)と、
金属薄膜層または金属薄膜細片と結着樹脂を含有し金属調の光沢を有する高輝性インキ層を有する装飾層(C)と、支持基材層(D)とがこの順に積層された熱成形用積層シートを、表面に凹凸からなる模様を付けた金型を用いてプレス成形し、前記金型表面の模様を前記トップコート層に転写しつつ前記トップコート層を熱硬化させる。
(もっと読む)
型、一体ハンドルを備えた熱可塑性容器を吹き込み成形する方法および装置、ならびにそれで生産された容器
本発明は、一体ハンドルを備えた熱可塑性容器を吹き込み成形または吹き込み延伸成形によって生産するための型(1)に関する。本発明によれば、2つの型半部(5)は、横方向に接触面(8)まで移動することのできる2つのそれぞれのインサート(13)を備える。上述のインサート(13)はそれぞれ、2つの伸縮ピストン(14、15)、すなわち、前部スラスト面(16)を有する主ピストン(14)と、主ピストン内に収納されかつ曲線状の前部溶接面(18)を有する二次ピストン(15)とを有する。二次ピストンは、主ピストンが容器の2つの壁ゾーン(A)を互いに接触させた後で移動させられる。 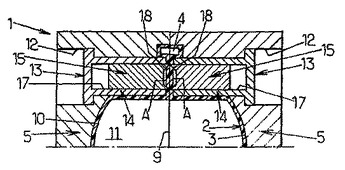 (もっと読む)
(もっと読む)
ポリエステル樹脂製容器及びその成形方法
【課題】 120℃を超えて130℃程度に至る温度でのレトルト処理にも十分使用可能なポリエステル樹脂製容器の開発であり、レトルト食品の生産性、あるいは品質の向上が可能なポリエステル樹脂製容器、及びその製造方法を提供することを目的とする。
【解決手段】 プリフォームを2軸延伸ブロー成形して一次中間成形品に成形する一次ブロー成形工程と、この一次中間成形品を加熱して二次中間成形品に収縮成形する工程と、この二次中間成形品をブロー成形して容器に成形する二次ブロー成形工程とから成るダブルブロー成形法において、二次ブロー成形における金型温度を210℃を超える温度とする。
(もっと読む)
熱可塑性素材の成形方法及び装置
【課題】 熱可塑性素材の加熱・軟化の状態を検知しつつ加熱を行うことで、高精度な成
形品を得る。
【解決手段】 成形装置6は、熱可塑性素材5を挟んで対向する一対の成形型2,3及び該成形型2,3が挿嵌されるスリーブ4を含む型セット1を挟持可能に対向配置された上下伝熱板8,9と、該上下伝熱板8,9を上下に変位させるエアシリンダ15とを備え、更に、成形型2,3の型間距離を検知するセンサ28と、該センサ28からの信号に基づき、成形型2,3の型間距離が拡大から縮小に転じた時点を演算し、該演算した時間情報を基準として、加熱工程部18の加熱を完了させる制御部30とを備えている。
(もっと読む)
電子写真用シームレスベルトの製造方法
【課題】寸法精度、転写性、耐久性に優れた電子写真用シームレスベルトの製造方法を提供する。
【解決手段】熱可塑性樹脂混合物を射出成形することによって、プリフォームを形成する工程と、形成されたプリフォームを加熱する工程と、プリフォームを金型内で延伸棒によって1次延伸する工程と気体を吹き込むことによって2次延伸する工程を有する射出延伸ブロー成形法により製造される電子写真用シームレスベルトにおいて、延伸ブロー成形用の金型を該プリフォームの加熱温度以下に温調した。
(もっと読む)
中空成形品の製造方法
【課題】 ダイレクトブロー成形法による延伸ブローボトルの製造にあたり、省エネルギー化を図りつつ、インジェクションブロー成形と同程度の口部寸法精度、バリア性、耐衝撃性を得る。
【解決手段】 押出ヘッド51から押し出されたパリソン2をプリフォーム型6に入れて有底円筒状のプリフォーム3の一次成形を行った後、リップ型61は口部32を保持した型閉め状態を持続させつつ、胴型62だけを型開きして胴部35を空中に露出した状態に保持する。これにより、口部は接触による熱交換冷却を十分に持続させて高い寸法精度を確保しつつ、胴部は延伸ブローに必要な保有熱に維持しかつ空中保持期間に内部と外表面との均温化が図られる。押出ヘッドからの押出時にパリソンの外表面を冷却することにより、プリフォーム表面の透明性を高める。
(もっと読む)
シームレスベルトの製造装置及び製造方法
【課題】 フルカラー複写機の中間転写ベルトに用いられるシームレスベルトにおいて、パーティングラインが発生することが無く、かつ、厚み精度が良好なシームレスベルトを得ることができるシームレスベルトの製造装置及び製造方法を提供する。
【解決手段】 継ぎ目の無い円筒状に形成された金型本体10の上面に、上開口部を一部残して開口する上部割型20が設けられている。上部割型20の上方に、押出した円筒状の溶融樹脂を切断するためのカッター30が設けられている。金型本体10の下開口部12の下面に、下開口部12を開閉する下部金型40が設けられている。金型本体10の軸線と軸線が一致するように、金型本体10内に溶融樹脂を円筒状に押出すダイ50が設けられている。ダイ50には押出機60が連結され、また空気管70が設けられている。金型本体10、上部割型20、カッター30及び下部金型40は、一体となって上下動可能となっている。
(もっと読む)
ブロー成形による中空成形品の製造方法及びこの製造方法における予備温調に用いる予備温調金型
【課題】 周壁肉厚が均一な扁平形状のボトルや、周壁肉厚を要求に応じて変更調整した中空成形品をブロー成形により製造し得る製造方法を提供する。
【解決手段】 本ブローの前にプリフォーム1を所定の予備温調金型201に入れて偏温化温調した予備成形体2に成形する。短径側壁部分206を所定の薄肉厚にして接触熱交換による冷却能を低く、長径側壁部分207を厚肉にして冷却能を高くする。予備ブローにより延伸した短径側周壁22の外表面に熱交換冷却されて薄皮固化層が形成され、残りの肉部分が低粘度の高温溶融状態に維持される。長径側周壁21は延伸により薄肉化して高粘度の低温溶融状態になる。本ブローすると、短径側周壁がキャビティ面に接触した後、長径側の延伸に伴い短径側の肉部分が長径側に流動して最終成形体の肉厚が均一化する。
(もっと読む)
161 - 180 / 251
[ Back to top ]