
Fターム[4F208AR06]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 調整制御量(制御の対象) (972) | 温度、熱量 (251)
Fターム[4F208AR06]に分類される特許
241 - 251 / 251
中空成形品およびその製造方法

【課題】 木粉に処理を施す手間とコストを省き、かつ成形時の熱により木粉の色や形状を変化させない中空成形品およびその製造方法を提供する。
【解決手段】 天然木材の外観を有する木質様の中空成形品であって、セルロース系粉粒体10〜60重量%および熱可塑性樹脂90〜40重量%の合計100重量部に対し、ポリフェニレンエーテル1〜30重量部を含む樹脂組成物によりブロー成形で形成される。これにより、低温度でブロー成形ができるため、木粉等に特別な処理を施すことなく、過熱によりパリソンの押出工程において木粉等の色や形状が変化したり、焦げ臭くなったりするのを防ぎ成形品の外観や触感の点で木質感を向上させることができる。一方、特別な処理が不要であるため、手間やコストを省くことができる。
(もっと読む)
被覆方法と被覆された物体を形成する装置
1または複数の層を有する被覆物体(物品)を製造するために使用される方法および装置。当該層は浸漬被覆、スプレー被覆またはフロー被覆によって適用されることができる。当該装置および方法は、被覆されたプリフォームから、被覆された容器、好ましくは、ポリエチレン・テレフタテレートを含む容器を製造できる。ある装置構成において、当該装置および方法は、被覆の損傷の危険を低減し、それゆえ、最終的な容器の効力を増加させる、エネルギー的に効率の良い方法で被覆される容器またはプリフォームを製造することを可能にする。 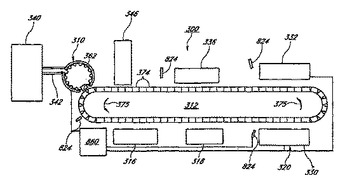 (もっと読む)
(もっと読む)
熱可塑性樹脂成形品およびそれらの製造法
本発明は、ポリエチレンテレフタレート成形品および前記成形品の製造法に関する。その態様の1つにおいては、本発明は、成形後の工程においてポリエチレンテレフタレート成形品に着色剤または添加剤を施す方法、およびこのような製造法によって得られる物品に関し、特に、ポリエチレンテレフタレートの容器または容器予備成形物を供給すること;容器または容器予備成形物のポリエチレンテレフタレートに対して化学的親和力を有する1種以上の着色剤を、液状媒体中溶液または液状媒体中分散液として収容する着色ゾーンを設けること;および着色ゾーンにおいて、容器または容器予備成形物と1種以上の着色剤とを、1種以上の着色剤の少なくとも一部を液状媒体から移行させ、そして容器または容器予備成形物に結合させるのに効果的な条件下において、液状媒体中にてある時間にわたって接触させること;を含む、着色されたポリエチレンテレフタレート容器または容器予備成形物を製造する方法に関する。 (もっと読む)
積層シート、当該積層シートからなる容器、及び当該容器の製造方法

【課題】防湿性、保形性、剛性に優れ、製造時に熱板への付着や打ち抜き時の打ち抜き部における樹脂ヒゲの発生を防止して、安定した容器の製造を行うことができる積層シート、当該シートからなる容器、及び当該容器の製造方法を提供すること。
【解決手段】ポリスチレン系樹脂層2と、ホモポリプロピレン及び/またはブロックポリプロピレンからなるポリプロピレン樹脂層3を含み、ポリプロピレン樹脂層3のメルトフローレート(MFR)が12g/10分以下、厚みが15〜60μmであり、総厚みが800μm以下である積層シート1、この積層シートからなる容器10、及び、当該積層シート1の上下方面から熱板を面接触させて加熱する加熱工程と、加熱された積層シート1を熱成形して容器形状とする熱成形工程と、容器形状となった積層シート1から容器10を打ち抜く打ち抜き工程と、を含むことを特徴とする容器の製造方法。
(もっと読む)
高密度ポリエチレン樹脂製発泡シート、およびこのシート製容器の製造方法
【課題】 発泡シート製造時の押出し特性に優れ、剛性、弾性率、断熱性、耐寒性、緩衝性などに優れ、各種容器などに二次加工できる高密度ポリエチレン系樹脂製発泡シート、および耐熱性に優れた容器の製造方法を提供すること。
【解決手段】 第一発明は、密度が0.942〜0.968、MFRが0.1〜0.9g/10分、溶融張力が2〜15gの高密度ポリエチレン系樹脂(A)75〜93重量%と、MFRが1〜10g/10分、溶融張力が15〜25gのポリプロピレン系樹脂(B)25〜7重量%とを含む樹脂脂組成物よりなり、発泡倍率が1.1〜5.0倍、厚さが0.5〜3.0mmの高密度ポリエチレン系樹脂製発泡シートを要旨とし、第二発明は、特定の条件で製造する耐熱性に優れた容器の製造方法を要旨とする。
(もっと読む)
樹脂成形体の製造方法
【課題】
高脆性の非晶性熱可塑性樹脂からなるシート状物を室温近傍で圧空成形等をすることにより、生産性よく樹脂成形体を製造する方法等を提供すること。
【解決手段】
(1)非晶性熱可塑性樹脂からなるシート状物に、圧力1〜40MPa、温度50℃以下の条件下で二酸化炭素を収着させた後、30℃以下の温度で脱圧後、二酸化炭素を収着した該シート状物を、[室温+10℃]以下の温度で、圧空成形、真空成形、又は真空圧空成形することを特徴とする樹脂成形体の製造方法、及び(2)二酸化炭素を収着した該シート状物に、[室温+10℃]以下の温度で、表面に凹凸形状が形成された型を押圧することを特徴とする凹凸形状が転写された樹脂成形体の製造方法である。
(もっと読む)
中空容器およびその製造方法
ポリグリコール酸樹脂と芳香族ポリエステル樹脂等の共積層樹脂との積層構成を有する中空容器において、ポリグリコール酸樹脂層のガスバリア性を最大限に生かした、より強度のガスバリア性を要求される小容量ボトルに適した多層中空容器を提供する。該多層中空容器は、下式(1) −(O−CH2・CO)− ……(1)で表わされる繰り返し単位を60重量%以上含有するポリグリコール酸樹脂の層の少なくとも片面に芳香族ポリエステル樹脂等の共積層樹脂が積層され且つ共延伸された多層の器壁構成を有し、下式(2)を満足する。
T×w/v≦0.8×10−3 ……(2) ここで、Tは酸素ガス透過度(ml/容器/日/気圧)、vは容器の容量(ml)、wは容器の全重量に対するポリグリコール酸樹脂の重量%である。
(もっと読む)
延伸ブロー成形操作中の熱可塑性プリフォームの内側表面温度および外側表面温度の両方を測定し、制御するための方法および機器
各プリフォームの断面内の温度分布がブロー成形操作前に最適化されるように、プリフォームを状態調整する延伸ブロー成形システムが提供される。システムは、システムの熱状態調整セクション全体にわたって輸送の異なる段階でプリフォームの外側表面温度および内側表面温度の両方を直接モニタすることができる温度測定および制御システムを有する。  (もっと読む)
(もっと読む)
透明な熱可塑性外壁を有する化粧品容器の製造法
本発明は、プラスチック材料の透明な外層を有する容器の押出ブロー成形法である。本発明の容器は、平滑でガラスのような外観を有し、より安価なガラス瓶代替物として使用することができる。 (もっと読む)
プラスチック部材を熱調整するための装置及び方法
予備成形品を熱調整する方法であり、それは、−予備成形品をチェーンコンベヤ(2)上に置くステップ、−予備成形品を第1熱調整段階(1)の中へ移送し、第1加熱又は冷却熱交換にかけるステップ、−予備成形品を第1熱調整段階から取り除き、予備成形品内部の温度を再分配するために予備成形品を予め決められた時間だけ第1熱調整段階の外部に保持するステップ、−予備成形品を第2熱調整段階(1)又は第1熱調整段階にある少なくとも一つの第2加熱又は冷却熱交換にかけるステップ、から成る本発明に従った、予備成形品を熱調整する方法である。発明はまた、上記方法に従う、予備成形品を加熱又は冷却するための装置にも関する。  (もっと読む)
(もっと読む)
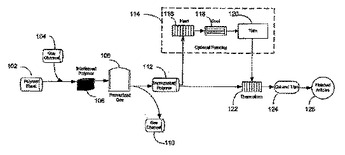
ガス含侵ポリマーから熱成形された製品を製造する方法
固体状態法は、ガス含浸を利用して、熱可塑性材料の熱成形を向上させる。ガスが可塑化性である場合、物品は熱成形のためにそのガスにより可塑化される。いくつかの態様において、本発明は、ガス曝露の間に溶解されるガスを高レベルにすることにより、熱成形の前又は熱成形の間にポリマーを発泡させることを提供する。発泡は、ガス圧力から減圧すると自発的に進行し得る。あるいは、ポリマーシート(112)をポリマーのガラス転移温度付近か又はそれを超える温度まで加熱することにより、発泡が向上され、それにより、熱成形の間に可塑化された発泡ポリマーが製造される。ポリマーが発泡していない対象物が望まれるときは、ガス飽和した物品をガス圧力の下で熱成形することにより、発泡を抑制してもよい。この方法は、従来法により発泡させた物品を含む、予め発泡させてある物品の熱成形性能を向上するために使用してもよい。いくつかの態様においては、加熱することなく成形できるように、ポリマーを十分に可塑化する。ポリマーの可塑化は可逆的である。
 (もっと読む)
(もっと読む)
241 - 251 / 251
[ Back to top ]