
Fターム[4F208AR06]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 調整制御量(制御の対象) (972) | 温度、熱量 (251)
Fターム[4F208AR06]に分類される特許
141 - 160 / 251
熱可塑性樹脂発泡板の熱成形方法

【課題】厚み5mm以上の熱伝導率が小さい熱可塑性樹脂発泡板を成形型を用いて熱成形する。
【解決手段】
成形用原反である熱可塑性樹脂発泡板10を、予備加熱1と予備加熱時の温度よりも高い温度での本加熱3の2温度帯で加熱した後、成形型6により所要形状に熱成形する。
(もっと読む)
流れ指数が低い射出−延伸−ブロー成形用樹脂
【課題】二段階の射出−延伸−ブロー成形で小びんを製造する方法。
【解決手段】メルトインデックスMI2が1〜3dg/分で、エチレン含有量が樹脂重量の2〜3.5重量%であるチーグラー−ナッタ触媒系を用いて製造されたプロピレンとエチレンとのランダム共重合体を用い、プレフォームの射出温度が少なくとも280℃である。
(もっと読む)
波長特異的な熱放射及び処理を行う方法及びシステム

種々の処理目的のために特定の熱赤外線(IR)波長放射又はエネルギーを物品に直接注入するシステムを提供する。そのような目的には、様々な産業、医学、民生又は商用環境の広範囲において、物品を加熱しその温度を上昇又は維持するか、或いは目標物を刺激することが含まれる。このシステムは、具体的に選択した波長で照射するか或いは放射をパルス化又は注入する能力を必要とするか又はその能力から恩恵を受ける作業に特に適用可能である。システムは、特に、より高速で且つ目標物と接触しない環境で機能するときに有利である。 (もっと読む)
耐熱透明容器
【課題】 食品を収納して販売するための食品容器等において、電子レンジ加熱やレトルト殺菌に耐え得る耐熱性を有するとともに、優れた透明性を有する耐熱透明容器を提供する。
【解決手段】 耐熱透明容器は、A−PET(非晶性ポリエチレンテレフタレート)シートを加熱して一次延伸後一次熱固定する一次延伸熱固定工程と、該一次延伸熱固定工程で作製された一次延伸A−PETシートを、熱成形機の金型で加熱成形し成形によるニ次延伸後同じ金型内で二次熱固定する二次延伸熱固定工程とを経て冷却されている。
(もっと読む)
低溶融流動指数の射出−延伸−ブロー成形用樹脂溶融流動樹脂。
【課題】1段階の射出−延伸−ブロー成形で小びん、特に医薬用バイアルの製造方法。
【解決手段】メルトインデックスが1〜3dg/分で、エチレン含有量がRCPの重量の2〜3.5重量%であるチーグラー‐ナッタ触媒系を用いて製造されたプロピレンとエチレンとのランダム共重合体(RCP)を用い、プレフォームの射出温度が少なくとも210℃にする。
(もっと読む)
被成形品をモールド成形後冷却する方法及び装置
従来の吹込みモールド成形装置において、被成形品の冷却に関連する問題点は、局所的なひけマーク及び楕円化である。開示される方法、モールド成形機、及びコンピュータ可読製品は、被成形品(2)のモールド成形後冷却のためのもので、モールド成形後冷却中に、冷却速度をバランスさせる段階を備え、被成形品(2)がモールド成形後冷却から取り出される時刻と実質的に一致する時刻において、被成形品(2)を目標出口温度に達せしめる。  (もっと読む)
(もっと読む)
中空成形体及びその製造法
【課題】液晶性ポリマーの特性である低気体透過性(ガスバリヤ性)を損なうことなく、簡易な成形工程で、意匠性にも優れた中空成形体を得る。
【解決手段】液晶性ポリマー又はその組成物から片端または両端が開放された円筒状プリフォームを成形し、次いで両端が開放された円筒状プリフォームについては片端を封じた上で、円筒状プリフォームを回転させながら軟化溶融温度まで昇温させた後に、円筒状プリフォームの径の1.1倍以上5.0倍以下の内径を持つ金型内でプリフォーム内部に加圧気体を吹き込んで賦形し中空成形体を得る。
(もっと読む)
延伸成形用樹脂組成物、延伸成形容器および延伸成形容器の製造方法
【課題】延伸成形加工性に優れ、十分な耐熱性及びガスバリア性を有する延伸成形容器を作製し得る脂肪族ポリエステル樹脂組成物を提供する。
【解決手段】脂肪族ポリエステルを主成分とする樹脂組成物であって、示差走査熱量計(DSC)により測定される、結晶化温度+20℃における等温結晶化の発熱量が最大値を示すまでの時間が1.5分〜100分であることを特徴とする延伸成形用樹脂組成物。また、この樹脂組成物を、この樹脂組成物の結晶化温度±20℃の範囲内の温度で延伸成形し、延伸成形と同時にあるいは延伸成形の後に、同温度範囲内で熱処理して結晶化を促進することを特徴とする延伸成形容器の製造方法。
(もっと読む)
樹脂一体成形体及びその製造方法
【課題】発泡部位を有している樹脂の一体成形体であり、しかも、容器口部のように、所望の部位が選択的に発泡されていない非発泡領域となっている樹脂成形体を提供する。
【解決手段】熱可塑性樹脂の一体成形体であって、該成形体は、面方向でみて発泡領域と非発泡領域とから形成されており、非発泡領域が、結晶化度が13%以上であることを特徴とする。
(もっと読む)
圧縮成形によるプリフォームの成形方法
【課題】 圧縮成形金型から取り出したプリフォームにガスバーナーなどによる外部加熱処理を行って、内部歪みを除去する方法においては、プラスチック成形ラインでの火気の使用による防火管理及び安全管理の面での負担が大きくなり、加熱設備の費用や維持の点においても経費が増大して経済コスト性が低下してしまい、また、加熱処理後に再度冷却するので、エネルギー消費も増加して経済コストや環境対策面でも負荷となっているので、かかる外部加熱処理における問題を解消する。
【解決手段】 圧縮成形機により合成樹脂溶融塊状体であるドロップを圧縮成形してプリフォームとなし、金型からプリフォームを取り出す際に、プリフォームを常温より高温である状態で取り出し空冷することを特徴とする、プリフォームを成形する方法。
(もっと読む)
液圧又は水圧ブロー成型
プラスチック容器の形成および充填を同時に行うための装置及び方法が提供される。鋳型空洞は、内部表面を規定し、予備成型体を受け入れるようになっている。圧力源は、入り口及びピストン状装置を含む。ピストン状装置は、液体を入り口を通って圧力源内に引き込む第1の方向及び液体を予備成型体に向かわせる第2の方向に移動可能である。ブロー・ノズルは、圧力源から液体を受け取り、液体を高圧で予備成型体内に送り、それによって予備成型体を鋳型空洞の内部表面に向かって拡大させ、結果として得られる容器を作るようになっている。この液体は容器内に最終製品として残る。  (もっと読む)
(もっと読む)
フランジ付き容器の成形方法
【課題】ポリエステル樹脂を基材とするフランジ付き容器を成形する場合に、ポリエステル樹脂を充分に結晶化させて耐熱性を充分に得ると共に、フランジ部の厚さを全体に均一な厚さに成形できて、良好なヒートシール性を得ることができるようにする。
【解決手段】樹脂シートを塑性変形が可能な温度にまで予備加熱した状態で、この樹脂シートのうちで容器のフランジ部となる部分を、成形用金型の上金型と下金型とにより挟持して押し潰すと共に、樹脂シートの基材の樹脂の半結晶化時間が最小となる温度に下金型を加熱した状態で、成形用金型により容器の形状に樹脂シートを成形して、樹脂シートの基材のポリエステル樹脂を15〜50%まで結晶化させた後、これを高温状態のままで冷却用金型21に移して、容器1のフランジ部2を上金型22aと下金型23aとで挟持して押し潰すことで、容器1のフランジ部2を再成形する。
(もっと読む)
ポリプロピレン系樹脂発泡シートの成形方法
【課題】 シャープな断面形状を有し、かつ部分的な厚みの薄肉化が抑えられた収納面を備えた軽量で強度のある容器(トレイ)、特に前記電気・電子製品(部品を含む)用容器(トレイ)を成形することができるポリプロピレン系樹脂発泡シートの成形方法を提供する。
【解決手段】 ポリプロピレン系樹脂発泡シートを成形機の加熱炉内にて加熱した後、次の成形ゾーンにて製品(部品を含む)の収納部を有する成形品を成形するポリプロピレン系樹脂発泡シートの成形方法において、
成形直前における、製品(部品を含む)の収納側の面を形成する前記発泡シートの表面温度が150〜155℃、反対側の表面温度が135〜145℃、当該反対側の前記発泡シートの表面温度が前記収納側の表面温度よりも10〜15℃低い温度となるようにして成形する。
(もっと読む)
ポリ乳酸系樹脂製発泡シート、およびこのシート製容器の製造方法
【課題】発泡シート製造時の押出し特性、生分解性に優れ、かつ、外観が美麗なポリ乳酸系樹脂製発泡シートおよび耐熱性、生産性に優れたポリ乳酸系樹脂製発泡シート製容器を得る製造方法を提供すること。
【解決手段】 第1発明は、ポリ乳酸は190℃における溶融張力が25〜70gであり、このポリ乳酸100重量部に対してタルクを1.0〜4.0重量部配合した樹脂組成物に、発泡剤の存在下で、ダイの口金出口部分における発泡性ポリ乳酸系樹脂組成物のせん断速度を150〜800秒−1としてシート状に押出し、得られたポリ乳酸系樹脂製発泡シートの発泡倍率が1.1〜12.0倍で、かつ、厚さが0.5〜2.5mmの、ポリ乳酸系樹脂製発泡シートを要旨とし、第2発明は、特定の三工程を経て製造する耐熱性などに優れたポリ乳酸系樹脂製発泡シート製容器の製造方法を要旨とする。
(もっと読む)
容器をブロー成形するための方法および装置
本発明による方法および装置は容器をブロー成形するために用いる。熱可塑性材料から成るパリソンを、まず、ブロー成形型内部の加熱路の領域で搬送経路に沿って熱的にコンディショニングする。次に、ブロー成形型内部でブロー成形圧を作用させることによりパリソンを容器に成形する。熱的なコンディショニングを、重設した複数個の加熱放射器によって行なう。容器のブロー成形に引き続いて、容器の少なくとも1つの高さレベルで壁厚を測定する。前記高さレベルに割り当てられる加熱放射器をその加熱力に関し制御する。制御器に、壁厚の設定値を目標値として供給し、測定した壁厚を実測値として供給する。 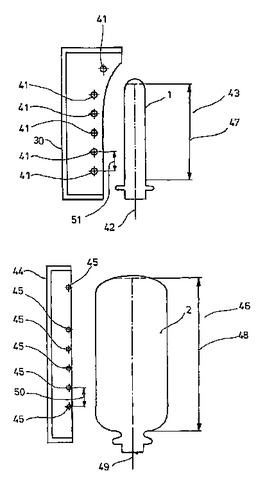 (もっと読む)
(もっと読む)
容器を形成するためのプレフォームおよび対応する容器
長手軸(Z)の周囲に延在する側壁(5)と、前記長手軸(Z)に横向きに配置される端部壁(4)とを有し、前記端部壁(4)の1つ地点(A)が、特定の残余溶解エンタルピー(ΔHspec)の値を有する中空の本体(2)を備え、該側壁(5)の少なくとも1つの地点が(B、F、L、O)が、前記値より大きな特定の残余溶解エンタルピー(ΔHspec)の別の値を有する、容器を形成するためのプレフォーム。底部壁(32)によって密封された第1端部区域(33)と、密封手段に係合するのに適した第2端部区域(34)とを有し、前記底部壁(32)の少なくとも1つの地点(A’)が、前記第2端部区域(34)と異なる前記収容本体(31)の地点(B’、F’、L’)の特定の残余溶解エンタルピー(ΔHspec)を著しく下回る特定の残余溶解エンタルピー(ΔHspec)の値を有する収容本体(31)を備える容器。 (もっと読む)
真空成形品の製造方法
【課題】 真空成形でも微細凹凸絞形状の転写が可能な真空成形品の製造方法を提供する。
【解決手段】 金型1により熱可塑性樹脂シート12を真空吸引する際に、真空成形しながら金型1を冷却するため、真空吸引初期に金型1のキャビティ面3に相応して転写された熱可塑性樹脂シート12の微細凹凸絞形状10を、そのまま安定させることができる。従って、大規模な設備を必要としない真空成形でも微細凹凸絞形状10の転写が可能となる。金型1の加熱温度は100〜140°C、冷却温度は60〜80°Cが好適である。金型1で熱可塑性樹脂シート12を真空成形する際、プラグアシスト2から0.05MPa〜0.5Mpaの圧空をかけると転写性が向上する。
(もっと読む)
熱成形用積層シートの成形方法
【課題】三次元的な形状と表面の凹凸模様を有する成形品を製造することが可能な熱成形用積層シートの成形方法を提供する。
【解決手段】熱可塑性フィルム層と、接着剤層と、前記接着剤層に接触する側の面は平滑でありその反対面にはエンボスロールにより凹凸模様が転写された支持基材層とがこの順に積層された熱成形用積層シートを熱成形する。通常の平滑な金型を使ってシートを三次元形状に熱成形したとき、熱成形用積層シートの支持基材層側の外面(裏面)に形成された凹凸模様が熱可塑性フィルム層側の外面(表面)に浮き出し、支持基材層に付けた凹凸模様が熱可塑性フィルム層の側にハッキリと存在する成形品を製造することができる。
(もっと読む)
低光沢熱可塑性物品
【課題】低光沢の熱可塑性組成物または物品を提供する。
【解決手段】本発明の組成物は、a.約30〜80重量%のポリカーボネート成分と、b.組成物中にポリブチレンテレフタレートが存在するときは、前記ポリブチレンテレフタレートは、ポリブチレンテレフタレート以外の他のポリエステルの少なくとも1つと共存するようになされた、約5〜約50重量%のポリエステル成分と、c.約2〜約25重量%の耐衝撃性改良剤と、d.低光沢化に有効な量の、少なくとも1つのエポキシ基を含む多官能基添加剤とを含む組成物から誘導される物品を含む。本発明はさらに、物品を製造する射出成形法、熱成形法も包含する。
(もっと読む)
生分解性樹脂成形品の製造法。
【課題】 柔軟性、耐熱性、感温性、耐衝撃性が良好な、生分解性樹脂成形品の熱成形法による生産性が高い製造法の提供
【解決手段】 ポリ乳酸樹脂と、可塑剤と、結晶核剤とを含有する生分解性樹脂組成物からなるシートまたはフィルムを熱成形する生分解性樹脂成形品の製造法であって、生分解性樹脂組成物からなるシートまたはフィルムを生分解性樹脂組成物のガラス転移温度(Tg)以上融点(Tm)未満の温度に加熱するか、又はTm以上(Tm+60℃)以下の温度に加熱する工程(1)、工程(1)で得られたシートまたはフィルムを、金型温度60〜100℃で熱成形する工程(2)によって相対結晶化度80%以上に結晶化させた成形品を得る、生分解性樹脂成形品の製造法、並びにこの製造法により得られる生分解性樹脂成形品。
(もっと読む)
141 - 160 / 251
[ Back to top ]