
Fターム[4F208AR06]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 調整制御量(制御の対象) (972) | 温度、熱量 (251)
Fターム[4F208AR06]に分類される特許
61 - 80 / 251
ポリ乳酸系耐熱容器およびその製造方法
【課題】耐熱性および耐衝撃性に優れたポリ乳酸系耐熱容器を熱成形により従来よりも短サイクルで製造可能とするポリ乳酸系耐熱容器の製造方法を提供すること。
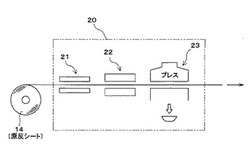
【解決手段】ポリ乳酸(A)、ポリ乳酸と脂肪族ポリエステルとのブロック共重合体(B)およびタルク(C)を少なくとも含有する樹脂組成物を押出成形して、相対結晶化度Xcが40〜55%の原反シート14を準備する。熱成形機20の加熱部21で前記原反シートを85〜125℃で加熱することにより、当該原反シートの相対結晶化度Xcを60〜70%とする。続いて、熱成形機20の成形部22にて、上記加熱した原反シートに真空成形および/または圧空成形を施して、そのまま成形品を加温状態の金型にて保持することにより、当該原反シートを容器形状に成形すると共にその得られた容器の相対結晶化度Xcを75%以上とする。
(もっと読む)
一体成形ハンドルを有する延伸吹込成形容器を作製するためのプロセス
本発明は、一体ハンドルを有する容器を作製するためのプロセスであって、
a)成形キャビティ(2)内に予備成形物(1)を提供する工程と、
b)予備成形物(1)を延伸吹込成形して、中間容器(3)を形成する工程と、
c)内向きに移動する1つ以上のプラグ(5)を適用して、1つ以上の凹状の把持領域を、中間容器(3)内の圧力を0.1MPa(1bar)超に維持している間に、且つ、中間容器の把持領域内の材料の温度がガラス転移温度Tg未満の温度である間に、形成する工程と、
d)好ましくはプラグ(5)を容器内から抜去する前に、容器内の過剰圧力を解放する工程と、
e)成形キャビティ(2、4)から完成容器(6)を取り出す工程と、を含む、プロセスに関する。 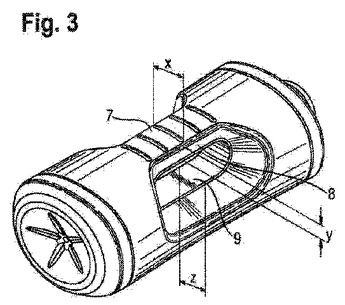 (もっと読む)
(もっと読む)
容器をブロー成形するための方法および装置

【課題】容器のブロー成形方法を、わずかな機械的構成コストで且つ高いスループットで高品質の容器成形が可能であるように改善する。
【解決手段】制御装置(51)により、シミュレーションモデル(48)を使用のもとに、ブロー成形工程を特徴づける測定したパラメータをベースにして、ブロー成形を終了した容器(2)の少なくとも1つの特性を算出して目標値と比較する。前記目標値と測定値との間にずれがあった場合には、ブロー成形工程を制御する前記パラメータを、ずれが最小になるように変化させる。
(もっと読む)
ブロー成型品
【課題】耐熱性等に優れるポリ乳酸のブロー成型品を提供する。
【解決手段】L−乳酸を構成単位とするポリ乳酸単位およびD−乳酸を構成単位とするポリ乳酸単位と、ポリイソシアネートを反応させて得られるアミド結合を有するポリ乳酸樹脂(A成分)をブロー成型する。
(もっと読む)
ブロー成形金型およびブロー成形方法
【課題】ワークの温度を管理できるブロー成形金型を提供すること
【解決手段】ブロー成形金型は、板状のワークWをエアの流体圧でブロー成形するブロー成形金型であって、ワークWの縁部を挟持する上型31および下型21と、ワークWの下面を支持する支持板25と、支持板25の温度を制御する拡散板24と、下型21に形成されたエア供給口211を通してエアを供給するエア供給装置23と、を備える。拡散板24は、支持板25とエア供給口211との間に設けられ、このエア供給口211から供給されるエアの流れを制御する。
(もっと読む)
ブロー成形方法
【課題】既存設備の若干の手直しにより、ブロー成形品の軽量化を図っても、必要箇所に充分な肉厚を確保してその強度を確保出来るブロー成形方法を提供する。
【解決手段】ブロー成形温度に加熱したプリフォームをブロー成形金型内に組み込んだ後、金型を閉じ、この金型に設けた吹出孔からブロー成形温度になっているプリフォームの特定部位に冷却媒体を吹き付けて、この特定部位を他の部位よりも冷却して所定の温度差ΔTをつけ、その後プリフォームをブロー成形して成形品である樹脂製把手付容器にする。冷却媒体の吹き付け位置は、成形された樹脂製把手付容器における特定部位を予め設定した位置になるようにし、且つその肉厚も予め設定した厚みになるようにしたことで、既存設備の若干の手直しで、ブロー成形品の軽量化を図っても、必要箇所を充分な肉厚にしてその強度を確保することが出来る。
(もっと読む)
エンボスキャリアテープ及びその製造方法
【課題】
透明性が良好で、かつ形状精度および座屈強度の優れたエンボス部を有するエンボスキャリアテープ及びその製造方法を提供する。
【解決手段】
(a)スチレン系樹脂組成物を二軸延伸してなるシートをテープ状にスリットする工程と、(b)回転する円筒状の加熱器によりスリットしたテープを巻き取り、テープのエンボス部が形成される部分のみを部分的に加熱する工程と、(c)回転する円筒状の成形金型により加熱されたテープを巻き取り、ロータリー真空成形によりエンボス部を形成する工程と、を具備するエンボスキャリアテープの製造方法、及び該製造方法によって得られるエンボスキャリアテープ。
(もっと読む)
成形品の製造方法及びこのように製造された成形品
本発明は、流体を収容又は送出又は貯蔵するための成形品に関する。この成形品は、壁部によって囲まれている空胴と、この空胴に対して流体を送る乃至は排出するための少なくとも1つの装置とを有している。この本発明による成形品は、壁部が架橋されたポリエチレンを含むという特徴を有している。 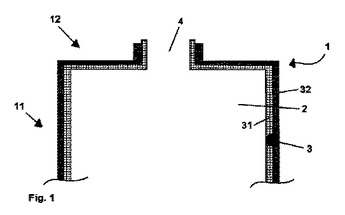 (もっと読む)
(もっと読む)
光学フィルムの製造方法、光学フィルム、偏光板及び液晶表示装置
【課題】ロール状でのブラックバンドやブロッキングの発生しない光学フィルムの製造方法を提供すること。
【解決手段】複数の凸部を有する第1の部材と、該複数の凸部と対応して、互いに連通していない凹部を有する第2の部材との間にフィルムの側端部を挟み、前記凸部が前記凹部に嵌るように接触させ、フィルムの側端部の両面に凹凸を形成すること。
(もっと読む)
樹脂組成物、樹脂ワニス、複合材料及びその製造方法、プリプレグ並びに樹脂フィルム
【課題】アンカー効果に頼らずに金属層(金属膜)と樹脂基材等との接着性に優れ、表面が平滑な複合材料を得ることができる樹脂組成物を提供する。また、当該樹脂組成物を用いた樹脂ワニス、複合材料及びその製造方法、プリプレグ、樹脂フィルムを提供する。
【解決手段】少なくとも一部の表面を金属化する成形体に用いられ、加熱成形工程を経て成形される成形体用の樹脂組成物であって、(A)昇華性金属化合物と、(B)有機化合物とを含有し、(B)有機化合物が、熱硬化性樹脂及び熱可塑性樹脂から選ばれる少なくとも1種である樹脂組成物である。また、当該樹脂組成物を用いた樹脂ワニス、複合材料及びその製造方法、プリプレグ、樹脂フィルムである。
(もっと読む)
金型を使う成形品の製造方法および金型装置
本発明は、金型を使用して成形品を製造する方法および金型装置を対象とする。本発明に係る方式は、耐圧性の高いフレーム(1)、およびフレーム内に配置される加圧筐体(6)を含み、加圧筐体において金型が高い圧力および温度に囲繞される。高温を利用することで、オートクレーブを使った後処理を行わなくてすむ。本製造技術に適した複数の下部分を加圧筐体(6)の下部分として配設可能であり、この場合、本発明に係る方式を用いて、プラスチック成形技術として知られ真空成形金型や射出成形金型などに用いられる技術を、圧縮成形技術によって製造される成形品および金型に適用する。 (もっと読む)
ポリエチレン系樹脂発泡ブロー成形体の製造方法およびポリエチレン系樹脂発泡ブロー成形体
【課題】高発泡倍率で、耐熱性、低温脆性、均一な厚みのポリエチレン系樹脂発泡ブロー成形体を提供する。
【解決手段】下記の条件のポリエチレン系樹脂(I)20重量%〜100重量%と物理発泡剤とを溶融混練して押出した発泡パリソンをブロー成形する。(A)密度0.935g/cm3以上、(B)190℃の溶融張力1cN以上、(C)190℃、荷重2.16kgでのメルトフローレイト1g/10分以上、(D)DSC法により、23℃から10℃/分の昇温速度で200℃まで加熱後、10℃/分の降温速度で23℃まで冷却し、再び10℃/分の昇温速度で200℃まで加熱して得られるDSC曲線における全融解熱量の1/4の熱量と、23℃から10℃/分の昇温速度で160℃まで加熱し、160℃で3分保持後、結晶化温度+3℃の温度まで50℃/分の降温速度で冷却した時のDSC曲線の等温結晶化熱量とが等しくなる等温結晶化時間が、45秒以上。
(もっと読む)
ラベル付き容器の製造方法
【課題】耐熱性を備えたラベル付きカップ状容器を二軸延伸ブロー成形により製造する際に、ラベルを変形あるいは位置ずれなくカップ状容器の胴部に貼り付けること。
【解決手段】ラベル付きカップ状容器1の製造方法では、予備成形品10を加熱して一次ブロー成形型20を用いて一次ブロー成形して最終製品よりも大きな容積の一次ブロー成形品40を製造する。一次ブロー成形品40を収縮させて、筒状胴部形成部分53の高さ寸法Hが最終製品1の筒状胴部3の高さ寸法とほぼ同一となった一次ブロー成形品50を得る。これを、ラベル5が装着されている二次ブロー成形型30に装着して二軸延伸ブロー成形する。筒状胴部形成部分53は高さ方向へは殆ど延伸しないので、ラベル5が高さ方向に変形あるいは位置ずれすることなく筒状胴部3の外周面に貼り付けられたカップ状容器1が得られる。
(もっと読む)
透明耐熱ポリ乳酸系成形体の成形方法
【課題】
ポリ乳酸ステレオコンプレックス構造を有しており、結晶化していると同時に透明であり、熱処理をしても透明性が維持され、ヘイズ値が増加しないポリ乳酸系成形体。
【解決手段】
DSC測定における150〜200℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク1)と205〜240℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク2)とのピーク比(ピーク1/ピーク2)が0.2以下であるポリ−L−乳酸とポリ−D℃乳酸を含むポリ乳酸系組成物を融点+20℃以下のシリンダー温度でインジェクション成形する透明で耐熱性のある成形体の成形方法である。
(もっと読む)
アクリル樹脂製加飾成形用シートの加熱成形方法及び積層成形品の製造方法
【課題】透明性及び耐成形白化性に優れ、加熱成形を施しても表面荒れ模様欠陥の発現抑制に優れるアクリル樹脂製加飾成形用シートの加熱成形方法及びその成形用シートを用いたインサート成形又はインモールド成形法による積層成形品の製造方法を提供する。
【解決手段】熱可塑性樹脂層(A−a)、並びにアクリルゴム含有重合体(A−b−1)又はアクリルゴム含有重合体(A−b−1)及び熱可塑性重合体(A−b−2)を含有するアクリル樹脂組成物(X)を構成成分とし、熱可塑性樹脂層(A−a)の熱変形温度(TA−a)よりも少なくとも5℃低い熱変形温度を有するアクリル樹脂層(A−b)を有するアクリル樹脂系積層フィルム(A)の熱可塑性樹脂層(A−a)側に絵柄層(B)及び基材シート(C)が積層されているアクリル樹脂製加飾成形用シートを特定温度で加熱成形するアクリル樹脂製加飾成形用シートの加熱成形方法及び積層成形品の製造方法。
(もっと読む)
樹脂成形加工用クロスヘッド装置
【課題】稼働前の加熱時間を短縮する。稼働後の温度を早期に安定化する。
【解決手段】クロスヘッド(1)を加熱するためのヒータ(2)の近傍および樹脂流路の近傍の2カ所にに熱電対(3,4)を設置し、「2点温度検出+カスケード制御を採用した予測制御」を行う予測加熱制御部(10)によりヒータ(2)を制御する。
【効果】稼働前の状態では、ヒータ(2)で不足のない出力を出させて加熱時間を短縮することが出来る。稼働後の状態では、ヒータ(2)で過不足のない出力を出させて温度を早期に安定化できる。
(もっと読む)
成形シート材料の成形方法並びに成形装置
【課題】成形シート材料を加熱軟化処理した後、成形金型内に供給し、所要形状に成形する成形シート材料の成形方法並びに成形装置であって、成形性を高め、かつ成形サイクルを短縮化する。
【解決手段】材料投入機40により成形シート材料Sを台車90から取り出し、コンベア50にセットして、本加熱用ヒーター80に搬送する前段階で、コンベア50にセットする前の成形シート材料Sの待機位置Aにおいて予備加熱用ヒーター70を設け、予備加熱処理を行なうことで、全体の成形サイクルを短縮化するとともに、本加熱用ヒーター80の温度調整や時間調整を簡素化する。
(もっと読む)
芳香族ポリエステル組成物及びそれからなる芳香族ポリエステル成形体
【課題】 透明性、耐熱性、機械的特性および保香性に優れ、食品あるいは飲料用等の容器、包装材料として有利に使用しうる芳香族ポリエステル組成物およびそれらからなる芳香族ポリエステル成形体を提供することである。
【解決手段】 少なくとも2種の、実質的に同一組成の芳香族ポリエステルを主成分として含む芳香族ポリエステル組成物であって、前記芳香族ポリエステルの極限粘度の差が0.05〜0.30デシリットル/グラムの範囲であり、前記芳香族ポリエステルからなる成形体を超純水中で80℃において1時間抽出処理を実施して得られた抽出水を人工脂質膜からなる味センサを備えた味検査装置で苦味値と渋味値を測定した場合、前記抽出水の苦味値と超純水の苦味値の差及び前記抽出水の渋味値と超純水の渋味値の差が、それぞれ0.5以下であることを特徴とする芳香族ポリエステル組成物。
(もっと読む)
酸素吸収性を有する成形品の製造方法および成形品
【課題】酸素吸収により不快な臭気を発生せず、優れた酸素吸収機能(高酸素吸収量および高酸素吸収速度)を有し、かつ優れた加工性を有する成形品の製造方法を提供すること。
【解決手段】エチレン含有量5〜60モル%、ケン化度90%以上のエチレンービニルアルコール共重合体(D)および炭素−炭素二重結合を有する熱可塑性樹脂(A)を含む酸素吸収性樹脂組成物(P)からなる層を有するシートを、面積換算で2倍以上の延伸倍率で延伸または0.5以上の絞り比で熱成形する工程を包含し、該延伸または熱成形は、該エチレンービニルアルコール共重合体(D)の融点をTm(℃)としたとき、[Tm−20℃]以下かつ[Tm−120℃]以上の温度範囲で行われることを特徴とする、成形品の製造方法。
(もっと読む)
ポリオキシメチレンポリマーから成形部材を製造する方法
本発明は、ブロー成形によりポリオキシメチレンポリマーから成形部材を製造するための方法に関し、本方法では、ねじ切りされた供給ゾーンを有する押出機によりポリオキシメチレンポリマーを押出成形してチューブにし、ここで供給ゾーンを100〜230℃の範囲の温度に加熱し、押出成形されたポリオキシメチレンポリマーのチューブをブロー成形型に入れ、押出成形されたチューブから、ブロー成形で成形部材を製造する。 (もっと読む)
61 - 80 / 251
[ Back to top ]