
Fターム[4F208AR06]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 調整制御量(制御の対象) (972) | 温度、熱量 (251)
Fターム[4F208AR06]に分類される特許
121 - 140 / 251
弾道複合体のマイクロ波加工
本発明は弾道抵抗性製品の製造に関する。成形前に、慣用の予熱方法の代替手段としてマイクロ波エネルギーを用いて弾道抵抗性布帛を加熱すると、加熱時間が短縮し製造効率が向上する。 (もっと読む)
耐熱ボトルの射出延伸ブロー成形方法
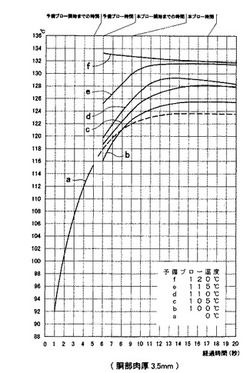
【課題】射出延伸ブロー成形による耐熱ボトルの成形を予備ブロー手段の採用によりプリフォームの胴部表面からの放熱を一時的に抑制して内部の蓄熱量の低減を阻止し、本ブロー成形までの胴部温度を高めて可能となす。
【解決手段】射出成形したPETのプリフォームの胴部肉厚を3.0〜4.5mmとする。プリフォームを射出金型と射出コアから高温離型する。プリフォームの予備ブローを離型後5±0.5秒、予備ブロー型の温度112〜117℃、予備ブロー時間0.5〜1.0秒に制限する。エアブローによりプリフォーム胴部のみ膨張する。本ブロー成形を予備ブロー型からの離型後3〜4秒、本ブロー型の温度103〜107℃、エアブロー時間6〜9秒に制限して行い、プリフォームをボトルに延伸ブロー成形すると同時にヒートセットして耐熱性を付与する。
(もっと読む)
容器製造を目的としたプリフォーム加熱方法および加熱装置

プラスチック製プリフォーム(1)を材料とする容器製造のための前記プリフォーム(1)の加熱方法は、前記プリフォーム(1)を所定の経路に沿って、前記プリフォーム(1)の軸(A)周囲を回転させて搬送する工程と、前記プリフォーム(1)を前記経路に沿って赤外線放射源(11)により加熱する工程とを備え、前記放射される赤外線の強度は、前記プリフォーム(1)における少なくとも1個の角度領域(7、7a、7b)を局所加熱するよう前記経路に沿って制御されることを特徴とする。更に、プラスチック製プリフォームを加熱する加熱装置について特許請求する。 (もっと読む)
プラスチックボトルの口部の結晶化方法及び結晶化装置
【課題】内容物の充填作業においてホットフィルを行う場合においても、ボトル口部と打栓キャップとの密封性を保つことができる耐熱変形性をボトルの口部に対して付与することができ、なおかつ結晶化方法を極めて簡単な方法とし、その方法を実施するための装置も、従来の装置に比べて構造を簡略化できるようにする。
【解決手段】結晶性樹脂で成形され、ボトルネックに打栓キャップを装着するタイプのプラスチックボトルの口部の結晶化方法であって、プリフォームPまたは二軸延伸ブロー成形後の成形ボトルのボトルネックを構成する口部10の天面11に所要温度に加熱した加熱部材50を接触させて、該天面11または天面11を含む天面近傍のみを加熱して結晶化する。
(もっと読む)
耐圧性ポリエステル容器及びその製造方法
【課題】中間層として機能性樹脂にクレイを配合した機能性樹脂組成物を用いた場合にも、経時による白化が有効に防止された透明性に優れた耐圧性ポリエステル容器及びその製造方法を提供することである。
【解決手段】ポリエステル樹脂から成る内外層及び機能性樹脂から成る少なくとも1層の中間層から成る多層構造を有する耐圧性ポリエステル容器において、
容器胴部における、ポリエステル樹脂から成る内層の結晶化度が23%以上及び外層の結晶化度が18%以上であると共に、該内層の結晶化度及び外層の結晶化度の平均値が24%以上であり、前記機能性樹脂中にクレイが分散されていることを特徴とする耐圧性ポリエステル容器。
(もっと読む)
プリフォームを後冷却する装置および方法
本発明は、多重の射出成形型から取り出された形状不安定のプリフォーム(10)のサイジングおよび後処理を行う装置ならびに方法に関しており、水冷式の冷却スリーブ(21)に組み込まれた、プリフォーム(10)の開いた端部側の外側のための空冷が提案される。特に特別な種類のプリフォームでは、冷却スリーブ(21)にプレフォーム内で支持されていない領域は、開いた成形型(8,9)からの取出もしくは冷却スリーブへの引渡開始から、外側で、冷却空気または冷凍された空気を用いた冷却によって前凝固される。新たな構成手段によって、特に冷却スリーブ(32)内でのサイジングまたは後冷却の領域での処理による負荷下の寸法精度および圧力箇所形成に関しても、最高品質が保証される。 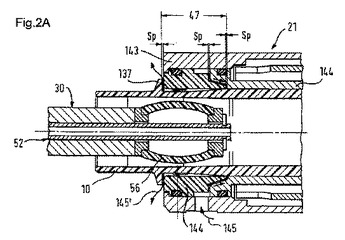 (もっと読む)
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】金型のコアバックにより溶融樹脂の発泡を促進すると共に、パリソンの金型内壁に対する追従性の低下を抑制すること。
【解決手段】
押し出し成形された非発泡性かつ伸縮性のある筒状成形体Pが金型21、22のキャビティC内に配置されるよう金型21、22を型締めする工程と、筒状成形体PをキャビティC内で膨らませてブロー成形体を成形した状態で、キャビティC内のブロー成形体P内部に発泡性の溶融樹脂を射出する射出工程と、金型21、22をコアバックさせてキャビティCの容積を増大させながら溶融樹脂をブロー成形体P内部で発泡させる発泡工程と、を有し、発泡工程において、コアバックによるキャビティCの容積の増大に伴って延伸されるブロー成形体Pの被延伸部分に近接する部位(部分B)に充填される溶融樹脂の温度を他の部位に充填される溶融樹脂の温度に比べて高く設定することを特徴とする。
(もっと読む)
押出し吸引−ブロー成形プラスチック成形部品を製造するための吸引ブローモールド
【課題】吸引ブロー成形において、製造コストを著しく増加させることがなくプラスチック溶融チューブを可塑的に変形可能であるモールド表面間の摩擦を低減した吸引モールドの提供。
【解決手段】2つの半型9によって形成される空洞を有する吸引ブローモールド1であり、プラスチック溶融チューブの形態の可塑的に変形可能な押出し予備成形物を閉じた空洞に導入し、モールド表面5上を少なくとも部分的に滑らせて空洞内に配置させる。該吸引ブローモールド1は、空洞のモールド表面5の少なくとも一部が特定の研磨処理を施すことにより滑り摩擦が低減された構造を有するブローモールド1を製造する方法、及び併せて該モールドを用いた押出し吸引−ブロー成形プラスチック成形部品10を製造するためのその使用とプラスチック成形部品10を開示する。
(もっと読む)
プリフォーム及びその加熱方法
【課題】プリフォームの少なくとも延伸される部分を温度差なく均一に延伸ブロー成形に適した温度まで高温短時間で加熱することができる薄肉プラスチックボトルを生産するプリフォームを提供する。
【解決手段】ネックリング部3と胴体部4の接続部に突起6を設けるとともに、胴体部4をプリフォームの中心軸に対してほぼ同心円となる円筒部とし、また底部5をなだらかな曲線で構成された半球状として、胴体部および底部の厚みをほぼ均一とし、さらに、キャップ嵌合部2の頂面部の厚みを1.5〜1.8mm、ネックリング部の基部の断面厚みを3.0mm以上とする。
(もっと読む)
加飾シート、多層成形品およびその製造方法
【課題】簡便な方法で製造することができ、熱成形性に優れる加飾シートであって、しかも成形品の表層とする場合に耐擦傷性に優れる成形品が得られる加飾シートを提供する。
【解決手段】第1の熱可塑性樹脂からなる層を有する支持体の表面に、水酸基とカルボキシル基とを、水酸基:カルボキシル基=30:70〜95:5(個数比)で含む第1の重合体成分と、第1の無機層状化合物と、第1のアルカリ金属イオンとを含有する第1の樹脂組成物からなる第1の被膜が形成されてなる加飾シート。
(もっと読む)
汚染を除去した熱可塑性材料のプリフォームから滅菌された容器を製造するための炉及び設備
本発明は、プリフォーム(12)の本体(14)の少なくとも外面(28)を滅菌するための汚染除去を連続して行うために、第1の赤外線(IR1)加熱手段(32)と、紫外線(UV)滅菌手段(76)と、第2の紫外線(IR2)加熱手段(34)とを具備する熱調節のための炉(10)、及び、ブロー成形又は延伸ブロー成形技術によって、熱可塑性材料の汚染を除去した複数のプリフォーム(12)から複数の滅菌された容器(68)を製造するためのこのような炉(10)を具備する設備(56)に関する。  (もっと読む)
(もっと読む)
延伸成形容器及びその製造方法
【課題】機械的な延伸速度に限界を生じた場合でも、有効に歪み硬化を生じて、高温延伸による優れた耐熱性及び歪み硬化による延伸バランスの両方を兼ね備えたポリエステル樹脂から成る延伸成形容器を提供することである。
【解決手段】エチレンテレフタレート系ポリエステル樹脂と無機物のブレンド物から成る層を有する延伸成形容器において、前記ブレンド物から成る層が、前記エチレンテレフタレート系ポリエステル樹脂から成る連続相と、前記無機物から成る分散体とから成る分散構造を有すると共に、少なくとも容器胴部の動的粘弾性測定値において、下記式
(tanδ極大値)+0.01×(tanδ極大温度)−1.37≦0
を満たすことを特徴とする延伸成形容器。
(もっと読む)
ポリ乳酸系熱成形体
【課題】生分解性、透明性を有し、且つ耐熱性に優れるポリ乳酸組成物からなるポリ乳酸系熱成形体を提供する。
【解決手段】ポリ−L−乳酸とポリ−D−乳酸を含むポリ乳酸組成物からなるシートを熱成形してなる成形体であって、当該成形体が、DSC測定における150〜200℃の範囲にある吸熱ピークの最大吸熱ピークのピーク高さ(ピーク1)と205〜240℃の範囲にある吸熱ピークの最大吸熱ピークのピーク高さ(ピーク2)とのピーク比(ピーク1/ピーク2)が0.2以下であることを特徴とするポリ乳酸系熱成形体に関する。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】 発泡性樹脂に基づく発泡を促進しつつ、薄肉化に基づく成形品物性の低下を防止できる樹脂成形品の成形方法を提供する。
【解決手段】 成形型4内のブロー成形体41内に溶融発泡性樹脂70を供給し、その後、成形型4を型開き方向に所定量開いてキャビティ27を増大させる。これにより、溶融発泡性樹脂70を発泡させてブロー成形体41を膨張させる。一方、ブロー成形体41の膨張に基づいてブロー成形体41が延伸される部分44に関しては、第2可動型23を介してブロー成形体41の延伸される部分付近の溶融発泡性樹脂70を積極的に冷却することによりスキン層85を形成し、そのスキン層85と延伸される部分44の両方をもって表層部86とする。
(もっと読む)
熱可塑性樹脂板の熱変形方法
【課題】 簡便な熱可塑性樹脂板の熱変形方法を提供する。
【解決手段】 所定形状を有する吸着面または所定形状に変形しうる吸着面を備えた型部材の吸着面に、熱可塑性樹脂板を吸着固定させて一体化して、加熱し冷却することを特徴とする熱可塑性樹脂板の熱変形方法である。
吸着面として、発泡樹脂シートを用いれば、ことさら簡単な構成の熱可塑性樹脂板の熱変形方法とすることができる。
型部材は、その一部の表面に多数の微細孔を形成して吸着面とし、前記微細孔から別途設けられた吸引機構により空気を吸引する吸着機構を含んで構成されていてもよい。
(もっと読む)
フッ素樹脂製管状部材を利用した管継手の製造方法及び管継手
【課題】 生産性が高く、素材であるフッ素樹脂製のチューブの持つ内面の平滑度を維持し清浄度を落とすことなく製造可能なフッ素樹脂製管状部材を利用した管継手の製造方法及び管継手を提供する。
【解決手段】 フッ素樹脂製管状部材を利用した管継手の製造方法は、所定の長さに調整したフッ素樹脂製管状部材1の側面の所定部分を加熱し、しかる後、所定形状を有する形成部25aを備えた型20内に保持した状態でブロー成形又は真空成形する。また管継手は基礎となるフッ素樹脂製管状部材1の内面粗さを維持した状態でフッ素樹脂製管状部材1の側面に一又は二以上の枝管を形成し、或いは屈曲させ、又は両端部の径サイズを異ならしめたことを特徴とする。
(もっと読む)
成形体の製造方法および成形体
【課題】熱可塑性樹脂(組成物)から成形体を製造する方法であって、耐熱性および生産性に優れた成形体の製造方法を提供すること。
【解決手段】熱可塑性樹脂または熱可塑性樹脂組成物からなり加熱軟化された一次成形体を金型に接触させて、該一次成形体に金型形状を転写する工程を含む加工方法によって成形体を製造する方法であって、上記一次成形体を上記金型に接触させる際に、上記一次成形体の、上記金型との接触面とは反対側の面に、上記熱可塑性樹脂のガラス転移温度以上、融点以下、かつ50℃以上の温度であるガス状物質を接触させることを特徴とする成形体の製造方法。
(もっと読む)
中空成形体及び中空成形体の製造方法
【課題】成形加工性に優れる溶融張力の高いエチレン系重合体からなり機械的特性、特に耐環境応力亀裂性と剛性、衝撃強度のバランスに優れ、かつ、クリーン性、熱安定性に優れる中空成形体を提供する。
【解決手段】下記(A)〜(F)を満足するエチレン系重合体よりなる中空成形体を用いる。(A)密度(d)が910〜970kg/m3、(B)MFRが0.01〜1g/10分、(C)末端ビニル数が1,000炭素原子当たり0.2個以下、(D)160℃で測定した溶融張力(MS160(mN))とMFRの関係が、MS160>90−130×log(MFR)、(E)190℃で測定した溶融張力(MS190(mN))とMS160の関係が、MS160/MS190<1.8、(F)流動の活性化エネルギー[Ea(kJ/mol)]と密度の関係が127−0.107d<Ea<88−0.060d
(もっと読む)
射出延伸ブロー成形用のポリオレフィン組成物
【課題】耐衝撃性と光学特性に優れた容器を製造するための射出−延伸ブロー成形方法。
【解決手段】メタロセン触媒を用いて製造されたポリプロピレンとポリエチレンとから成るポリオレフィン組成物を用いる。
(もっと読む)
一段階射出−延伸−ブロー成形における延伸/ブロー条件
【課題】メルトインデックスが1.5〜3dg/分で、エチレン含有量がRCPの重量の6重量%以下であるプロピレンとエチレンとのランダム共重合体(RCP)と、必要に応じて用いられる核剤および/または清澄剤とを含む樹脂を用いて、1段階の射出−延伸−ブロー成形で容器を製造する方法。
【解決手段】プレフォームの射出温度Tinjは200〜270℃で、延伸およびブロー温度Tsbは15℃以下の非常に狭い範囲ΔT内に限定され、延伸/ブロー温度Tsbはプレフォームの射出温度Tinjを用いてTsb=105+0.27×(Tinj−200)で表わされる。
(もっと読む)
121 - 140 / 251
[ Back to top ]