
Fターム[4F208AR15]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 調整制御量(制御の対象) (972) | 重量、密度、比重 (64)
Fターム[4F208AR15]に分類される特許
1 - 20 / 64
ブロー成形品の製造方法
【課題】
解決すべき課題は、自動車用空調ダクトのように薄肉で複雑な形状のものの発泡ブロー成形を行う場合、特許文献1に開示されているような発泡倍率が1.5%〜10%という高倍率な発泡成形法だと、元々薄肉なパリソンが局部的に大きく膨らまされる途中で破裂してしまい、成形ができないという点である。
【解決手段】
着色剤を含む熱可塑性ポリオレフィン系の樹脂主原料に重曹のみを混入させてブロー成形機に投入し、成形時の熱によって重曹を熱分解させて主原料を発泡させることにより前記課題を解決した。
(もっと読む)
ブロー成形品の製造方法

【課題】
解決すべき課題は、自動車用空調ダクトのように薄肉で複雑な形状のものの発泡ブロー成形を行う場合、特許文献1に開示されているような発泡倍率が1.5%〜10%という高倍率な発泡成形法だと、元々薄肉なパリソンが局部的に大きく膨らまされる途中で破裂してしまい、成形ができないという点である。
【解決手段】
着色剤を含む熱可塑性ポリオレフィン系の樹脂主原料に粉末状界面活性剤のみを混入させてブロー成形機に投入し、成形時の熱によって上記界面活性剤に含まれる微量な水分を気化させることにより前記課題を解決した。
(もっと読む)
プリフォームおよびプラスチックボトル
【課題】ブロー成形後にプラスチックボトルの底部先端の肉厚を厚くすることができ、輸送時等にプラスチックボトルの底部先端が潰れる不具合を防止することが可能な、プリフォームを提供する。
【解決手段】プリフォーム10は、口部11と、内径D1をもつ胴部20と、底部30とを備えている。底部30は、その断面形状において、半径R1をもつ外面中央部35と、半径R2をもつ外面周縁部36と有する外面31と、半径R3をもつ内面中央部37と、半径R4をもつ内面周縁部38と有する内面32とを有し、(a)R2<R1、(b)D1/2<R3<R1、および(c)R4<R3という関係を満たす。底部30の形状を扁平形状としたことにより、ブロー成形後にプラスチックボトルの底部先端の肉厚を厚くすることができ、加圧しているにも関わらず輸送時や搬送時にプラスチックボトルの底部先端が潰れる不具合を防止することができる。
(もっと読む)
樹脂製ボトルの製造方法
【課題】樹脂製ボトルの成形を繰り返すことなくブロー成形の条件を最適化することによって、樹脂製ボトルの製造効率を向上させる。
【解決手段】プリフォーム1の胴部12に設定された複数の検査部位12a〜12cのそれぞれの肉厚を計測し、計測された肉厚のそれぞれを予め設定された設定値と比較することによって、計測された肉厚と、設定値との差異を検査部位毎に検査する。そして、検査部位毎の検査結果に応じて、ブロー成形用ヒータの温度を調整する。これによれば、樹脂製ボトルの成形を繰り返すことなくブロー成形の条件を最適化することができる。
(もっと読む)
ポリカーボネート系樹脂発泡ブロー成形体の製造方法およびポリカーボネート系樹脂発泡ブロー成形体
【課題】広い見掛け密度範囲にわたって良好なポリカーボネート系樹脂発泡ブロー成形体を製造することができる発泡ブロー成形体の製造方法を提供する。
【解決手段】ポリカーボネート系樹脂Aと発泡剤とを含む発泡性溶融樹脂を押出して発泡パリソンを形成し、軟化状態にある該発泡パリソンをブロー成形して、発泡ブロー成形体を製造する方法であって、ポリカーボネート系樹脂Aが、特定の平均分子量を有する末端水酸基量が多い分岐状ポリカーボネート系樹脂Bと、特定の平均分子量を有する末端水酸基量が少ない直鎖状ポリカーボネート系樹脂Cと、分岐化剤Dとからなり、分岐状ポリカーボネート系樹脂Bと直鎖状ポリカーボネート系樹脂Cとの質量比(B:C)が、30:70〜95:5であることを特徴とするポリカーボネート系樹脂発泡ブロー成形体の製造方法。
(もっと読む)
中空成形用ポリエチレン系樹脂組成物及び中空成形体
【課題】座屈強度及び衝撃強度に優れる中空成形体を製造するための中空成形用ポリエチレン系樹脂組成物を提供する。
【解決手段】脂肪族ポリエステル(A)5〜49質量%、下記の成分(B)50〜94質量%、及び相容化剤(C)1〜15質量%を含有する中空成形用ポリエチレン系樹脂組成物(但し、脂肪族ポリエステル(A)、成分(B)及び成分(C)の合計量を100質量%とする)。
成分(B):密度が880〜965kg/m3であり、メルトフローレートが0.01〜5g/10分であり、190℃における溶融張力が2〜30cNであるエチレン−α−オレフィン共重合体
(もっと読む)
熱成形容器
【課題】易引き裂き性に優れ、衝撃強度の強いポリプロピレン系熱成形容器を提供する。
【解決手段】MFRが0.3〜3g/10分、融解ピーク温度が160〜170℃のプロピレン系重合体(A)50〜90重量%、MFRが0.1〜5g/10分、密度が0.950〜0.970g/cm3のエチレン系重合体(B)10〜50重量%、MFRが0.1〜5g/10分、密度が0.920〜0.930g/cm3の高圧法により製造されたエチレン系重合体(C)3〜20重量%を含有するプロピレン系樹脂組成物からなるシートを熱成形して得られた熱成形容器であって、0.5mm厚みシートのデュポン衝撃強度が4J以上、かつ引き裂き強度が70N以下であることを特徴とする熱成形容器による
(もっと読む)
耐熱性ポリエステル延伸成形容器
【課題】透明性及び延伸バランスに優れた耐熱性延伸成形容器を熱固定工程を経ることなく提供することである。
【解決手段】エチレンテレフタレート系ポリエステル樹脂から成る層を有する延伸成形容器において、前記層が、エチレンテレフタレート系ポリエステル樹脂(A)と該ポリエステル樹脂(A)の末端官能基と反応性を有する官能基を有する鎖延長剤(B)の混合物から成り、該鎖延長剤(B)がPET樹脂(A)に対して10〜1000ppmの量で含有されていると共に、少なくとも容器胴部の動的粘弾性測定におけるtanδ極大値の値が0.3以下であることを特徴とする。
(もっと読む)
自動車用燃料タンク
【課題】燃料タンク内の燃料の蒸気圧上昇を抑制するとともに、製造が容易でコストに優れた燃料タンクを提供する。
【解決手段】多層構成からなる合成樹脂層で本体の外壁が形成された自動車用燃料タンクにおいて、外壁10は、少なくとも外側から順に、表皮層11、本体発泡層12、外部接着剤層13、バリヤ層14、内部接着剤層15及び内部本体層16から一体的に形成されている。表皮層11と内部本体層16は、ポリエチレン樹脂、ポリアミド樹脂又はポリエステル樹脂で形成され、本体発泡層12は、ポリエチレン樹脂、ポリアミド樹脂又はポリエステル樹脂を主に含有する発泡樹脂層として形成され、外部接着剤層13と内部接着剤層15は、それぞれ本体発泡層12と内部本体層16とバリヤ層14の両方に接着性を有する合成樹脂で形成され、バリヤ層14は、燃料油が透過しにくい合成樹脂で形成されている。
(もっと読む)
射出延伸吹き込み成形方法
本発明は、ポリエチレン材料から作製される固体プリフォームに関し、このプリフォームが、ネック領域、側壁、及びベース領域を含み、かつ内壁を有する内部と、外壁を有する外部とを有し、全ポリエチレン材料の少なくとも65重量%のポリエチレン材料は、300,000g/モル〜6,000,000g/モルのZ−平均分子量(Mz)、及び28を超えるMz/Mn値を有し、Mnが平均分子量であり、Mz/Mnが、Mz値をMn値で除したものである。 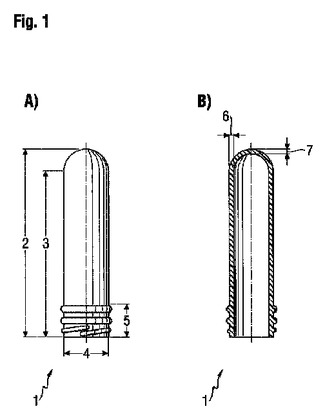 (もっと読む)
(もっと読む)
ポリスチレン系樹脂発泡板の製造方法、ポリスチレン系樹脂発泡板
【課題】吸水板としての利用が可能でありながら加工性に優れたポリスチレン系樹脂発泡板を提供する。
【解決手段】共押出しによって積層された連続気泡性発泡層1aと独立気泡性発泡層1bとが備えられているポリスチレン系樹脂発泡シート1を、シート厚みよりも広い間隔を設けた平坦な金型Xa、Xb間で真空成形して、シートよりも厚みの厚い平坦なポリスチレン系樹脂発泡板10を製造する方法であって、共押出しにより形成させた独立気泡性発泡層1bに接する内部層と内部層よりも連続気泡率の低い表面スキン層とを連続気泡性発泡層1aに形成させるとともに、真空成形においては、表面スキン層の気泡をシートの厚み方向に伸長させつつ連続気泡性発泡層1a全体の発泡倍率を1.5倍未満に抑制させて、密度が0.04g/cm3以上0.10g/cm3以下の連続気泡性発泡層1aを形成させるポリスチレン系樹脂発泡板10の製造方法。
(もっと読む)
エチレン系重合体及びブロー成形体への応用
【課題】成形性に優れ、且つ機械的強度と耐環境応力破壊性に特に優れ、外観に優れた成形体、とりわけブロー成形体を与えるエチレン系重合体を提供すること。
【解決手段】炭素原子数6〜10のα-オレフィンから導かれる構成単位を0.02〜0.50mol%含むエチレン系重合体であって、クロス分別(CFC)において、下記の(1)または(2)のいずれか一つ以上を満たすエチレン系重合体。
(1) CFCの全溶出量に対する80℃以下の溶出成分が5%以下である。
(2)下記の関係式(Eq-1)を満たす。
(Eq-1中、Sxは70〜85℃で溶出する成分に基づく全ピークの面積合計値であり、Stotalは0〜145℃で溶出する成分に基づく全ピークの面積合計値である。)
(もっと読む)
繊維強化ブロー成形体及びその製造方法
【課題】長繊維材料で強化した繊維強化ブロー成形体の横方向の曲げ強度及び耐衝撃強度を向上させて、このブロー成形体の縦割れしやすい性質を改善する。
【解決手段】長繊維材料と短繊維材料の両方を強化材として含む繊維強化ブロー成形体。ブロー成形体は、直径2μm以上100μm以下、長さ2mm以上30mm以下の長繊維材料を、プラスチック材料に対して1質量%以上30質量%以下の割合で含み、さらに直径2μm以上100μm以下、長さ2mm未満の短繊維材料を含む。長繊維材料は、ブロー成形体の縦方向(パリソンの押出方向)に配向している。
(もっと読む)
中空容器
【課題】成形性に優れ、剛性および落下強度に優れる中空容器を提供する。
【解決手段】曲げ剛性率が235〜400(MPa)であり、引張衝撃強度が750〜1500(kJ/m2)であり、以下の方法で求められるEP指数が0.1〜1であるエチレン−α−オレフィン共重合体からなる中空容器。
EP指数=(MT190)/(Bトルク)
MT190(単位:cN):190℃における溶融張力
Bトルク(単位:Nm):160℃における混練トルク
(もっと読む)
ポリスチレン系樹脂発泡成形品の製造方法、及び、ポリスチレン系樹脂発泡成形品
【課題】深い垂直壁を有する収納凹部を形成した青果用トレー等の成形品の製造方法を提供する。
【解決手段】ポリスチレン系樹脂(a)、密度0.87g/cm3以上、0.92g/cm3以下のポリエチレン系樹脂(b)及びスチレンと共役ジエンとの共重合体またはその水素添加物(c)を含む樹脂組成物(i)を押出し発泡させ、そのポリスチレン系樹脂発泡シートを成形加工するポリスチレン系樹脂発泡成形品の製造方法であって、スチレンと共役ジエンとの共重合体またはその水素添加物(c)としてデュロメータタイプA硬度の値HDAが90以下で、密度が0.03g/cm3以上、0.2g/cm3以下で、且つ1kgf荷重時の部分圧縮変位量が0.60mm以上となるポリスチレン系樹脂発泡シートを成形加工によって、シート平面方向に対する垂直壁の高さが25mm以上となる収納凹部10を形成したポリスチレン系樹脂発泡成形品を製造する。
(もっと読む)
合成樹脂製壜体及びその製造方法
【課題】 本発明の技術的な課題は、ポリエチレンテレフタレート樹脂系の2軸延伸ブロー成形による広口ボトルの耐熱性あるいは生産性を向上するための壜体構造あるいは製造方法を創出する点にある。
【解決手段】 PET系樹脂製の2軸延伸ブロー成形による合成樹脂製壜体において、口筒部は、胴部と同様に試験管状のプリフォームの径を2軸延伸ブロー成形の延伸工程により拡径して形成したもので、前記延伸と金型温度を前記PET系樹脂の熱結晶化温度領域の所定の温度に設定することにより、口筒部の密度を1.368g/cm3以上とする、あるいは口筒部の示差走査熱量測定(DSC)の定速昇温測定における結晶化に伴う発熱ピークから算出される結晶化エンタルピー△Hcの絶対値及び、融解に伴う吸熱ピークから算出される融解エンタルピー△Hmの比率(|△Hc|/△Hm)を0.1より小さくする、と云うものである。
(もっと読む)
発泡中空成形用ポリエチレン
【課題】高発泡性、成形性、機械的強度、表面外観が良好で、かつ耐久性にも優れ、断熱性、吸音性、剛性がアップし、軽量容器に適する発泡中空成形用ポリエチレンを提供。
【解決手段】発泡中空成形品の製造に使用され、下記の物性(a)〜(d)を満足することを特徴とする発泡中空成形用ポリエチレンにより提供する。
物性(a):密度が0.935〜0.970g/cm3である。
物性(b):メルトフローレート(MFR)が温度190℃、荷重2.16Kgにおいて0.05〜0.80g/10分である。
物性(c):ゲルパーミエーションクロマトグラフ(GPC)により求められる重量平均分子量(Mw)と数平均分子量(Mn)との比(Mw/Mn)が4.0〜30である。
物性(d):溶融張力(MT)が6.0〜25cNである。
(もっと読む)
ポリエチレン系樹脂発泡ブロー成形体の製造方法およびポリエチレン系樹脂発泡ブロー成形体
【課題】高発泡倍率で、耐熱性、低温脆性、均一な厚みのポリエチレン系樹脂発泡ブロー成形体を提供する。
【解決手段】下記の条件のポリエチレン系樹脂(I)20重量%〜100重量%と物理発泡剤とを溶融混練して押出した発泡パリソンをブロー成形する。(A)密度0.935g/cm3以上、(B)190℃の溶融張力1cN以上、(C)190℃、荷重2.16kgでのメルトフローレイト1g/10分以上、(D)DSC法により、23℃から10℃/分の昇温速度で200℃まで加熱後、10℃/分の降温速度で23℃まで冷却し、再び10℃/分の昇温速度で200℃まで加熱して得られるDSC曲線における全融解熱量の1/4の熱量と、23℃から10℃/分の昇温速度で160℃まで加熱し、160℃で3分保持後、結晶化温度+3℃の温度まで50℃/分の降温速度で冷却した時のDSC曲線の等温結晶化熱量とが等しくなる等温結晶化時間が、45秒以上。
(もっと読む)
中空発泡ブロー成形体
【課題】 本発明は、発泡層の平衡コンプライアンスJe0の値が2.0×10−3Pa−1以上の発泡性に優れるポリプロピレン系樹脂発泡層を有する中空発泡ブロー成形体であって、車両用空調ダクトなどに好適な、軽量、薄肉で且つ厚さの均一なポリプロピレン系樹脂中空発泡ブロー成形体を提供することを目的とする。
【解決手段】 本発明の中空発泡ブロー成形体は、ポリプロピレン系樹脂発泡層を有する中空発泡ブロー成形体であり、該ポリプロピレン系樹脂発泡層の平衡コンプライアンスJe0が2.0×10−3Pa−1以上であると共にスウェルSが2.5以下であり、該発泡層の見かけ密度dが0.20〜0.65g/cm3であり、成形体長手方向の平均気泡径cに対する成形体厚さ方向の平均気泡径aの比a/cが0.1〜0.5であり、該中空発泡ブロー成形体の平均成形体厚さTが1〜5mmであると共に成形体厚さの変動係数Cvが50%以下であることを特徴とする。
(もっと読む)
積層シート、成形方法及び成形体
【課題】 本発明は、熱成形時に幅方向の両端部を確実に把持することができ熱熱成形を精度良く行うことができる積層シートを提供する。
【解決手段】 本発明の積層シートAは、変性ポリフェニレンエーテル系樹脂発泡シート1の両面に変性ポリフェニレンエーテル系樹脂非発泡シート21、22が積層一体化されてなり、上記変性ポリフェニレンエーテル系樹脂非発泡シート21(22)における幅方向の両端部B、Bのフェニレンエーテル成分量が幅方向の中央部Cにおけるフェニレンエーテル成分量の平均値よりも0.5〜7重量%多いことを特徴とする。
(もっと読む)
1 - 20 / 64
[ Back to top ]